Устройство сливного бачка: механизмы и регулировка
Время, когда унитазы перестали быть роскошью, после уличных клозетов, давно уже осталось в прошлом. Однако установка их в квартирах потребовала доработки отхожего места системами наполнения и слива. Ведь без этих систем, не о каких удобствах или гигиене речи быть не может, унитаз попросту превратиться в стационарный горшок, который придется постоянно вычищать и мыть вручную. Впрочем, такая ситуация знакома многим, когда устройство сливного бачка начинает жить своей жизнью, некорректно выполняя возложенные функции.
Домашнему мастеру нелишним будет знать, как функционируют и настраиваются распространенные модели сантехнических механизмов унитазов, для чего рассмотрим, чем сегодня пользуется основное количество наших соотечественников.
Основные типы конструкций сливного оборудования
Прежде всего, они зависят от вида механизмов наполнения и водоотведения. Функции слива воды выполняют изделия рычажного, кнопочного и автоматического исполнения.
Рычажные

Поплавок (1) через рычаг (2) управляет входным вентилем (3). Уровень воды зависит от регулировки рычага поплавка на рычаге вентиля (4). Напор воды при наполнении регулируется на вентиле при помощи установочного винта.
Рычажные модели — были основными моделями, устанавливаемыми на унитазах прошлого столетия. Кое-где они используются до сих пор. Рычажные устройства отличаются своей простотой. Первые изделия отрабатывали слив только в момент нажатия, пока вручную удерживался запорный клапан (за «дёргалку» — цепь или леску). Затем появились системы, использующие эффект сифона, которые сами контролируют поток после активации. Но и первые модели, и последующие отличаются повышенным нерегулируемым расходом воды. К тому же подобная сантехника не отвечает действующим требованиям эстетики.
Кнопочные
Сливной механизм для унитаза, выполненный в кнопочном варианте, устанавливается на большей части современной сантехнической продукции. Преобладающее расположение кнопки верхнее, на крышках компакт систем, а также может быть настенное для изделий, инсталлируемых в строительные конструкции. Их преимущества, помимо хорошей эстетики, заключаются в возможности регулировки параметров слива и перелива. Кнопочные механизмы также после активации удерживают запорный клапан в открытом состоянии без участия человека. А модели со спаренными кнопками позволяют осуществлять полный или частичный сброс жидкости в унитаз.
Автоматические
На сегодня редкие и дорогостоящие изделия для слива воды, оправдывающие себя при монтаже в элитную продукцию либо используемую в общественных местах. Их работа управляется сенсорными инфракрасными датчиками.
Запорная арматура для унитаза, представленная механизмами наполнения, работает, как и много лет назад, используя принцип подпитывающего крана, открываемого и закрываемого поплавком. В классическом варианте поплавок передает усилие на клапан крана с боковой подводкой через горизонтальное коромысло.

Поплавки, перекрывающие подачу воды через систему рычагов.
Однако, теперь чаще устанавливаются поплавки, двигающиеся по вертикальной направляющей, перекрывая подачу воды через систему рычагов как для боковой подводки, так и для нижней.
Важно! Современные наливные клапаны, за счет особенностей своей конструкции, позволяют осуществлять набор воды значительно быстрее, чем системы с коромыслом.
Сборка сливных бачков
Во многом от того, как собрать бачок, а затем, отрегулировать его будет зависеть дальнейшая комфортная работа сантехники. Естественно, что каждый тип оборудования имеет свои секреты монтажа, вполне доступные домашнему мастеру.

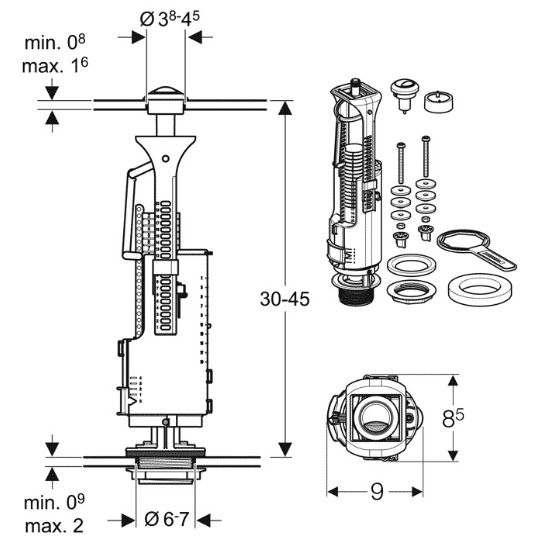
Последовательность комплектации бачка с верхней кнопкой (Рисунок 1) выглядит следующим образом:
- Закрепляем выпускной клапан (5) в большом центральном сливном отверстии накопительной ёмкости. Устанавливать механизм можно целиком или только его нижнюю часть. На этом этапе, как и на всех последующих, необходимо контролировать плотность прилегания прокладок, надежно фиксируя их резьбовыми элементами, для получения герметичных соединений.
- Если собирается модель, в которую входит арматура для бачка унитаза с нижней подводкой, то следует также закрепить впускной кран (2) с поплавком (3) в соответствующем отверстии сантехнического изделия.
- Между чашей унитаза и сливной емкостью вставляем эластичную прокладку (6). Её необходимо тщательно отцентровать, после чего стянуть винтами (7) обе половины сантехники в одно целое.
- В модели с боковой подпиткой воды закрепляем впускной кран.
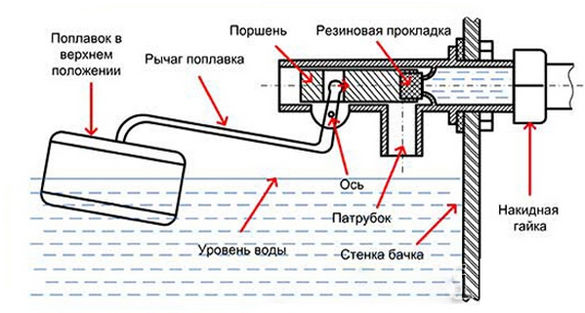
Схема устройства впускной арматуры сливного бачка с боковым подключением.
- Подключаем внешнюю подачу воды к штуцеру (4).
- На выпускной клапан устанавливаем его верхнюю часть (без кнопки).
- Открываем подачу воды, проверяем герметичность сопряжений, работу механизмов наполнения и слива, а при необходимости, настраиваем их функциональность.
- Теперь на своё место ставится крышка для бачка унитаза, в которую закрепляем кнопку (1).
Важно! После окончательной сборки сантехнической конструкции, следует выполнить несколько контрольных сливов воды, тщательно проверить отсутствие протечек. Осуществляется это путем визуального осмотра соединений, также можно проложить на пол под бачком газету, на которой хорошо будут заметны возможные капли воды.
Бачки с рычажным сливом сегодня встречаются хотя и не часто, но иногда еще используются, как надежные проверенные временем устройства. Поэтому могут возникать вопросы относительно их монтажа. Несмотря на то, что они изготавливаются из различных материалов: пластика, керамики или чугуна, их сборка во многом похожа.
- Первым делом внутри емкости закрепляем нижнюю сифонную часть механизма слива.
- Монтируется рычажный механизм и арматура для бачка унитаза с боковой подводкой.
- Накопительную ёмкость навешиваем на стену за унитазом соосно с чашей и присоединяем внешнюю подпитку воды через гибкую подводку.
- На чугунной конструкции смывную трубу подключаем через соответствующий резьбовой штуцер, а на пластиковой – используем обжимную муфту с кольцевой уплотняющей вставкой.
- Унитаз со смывной трубой соединяем посредством резиновой манжеты, которая фиксируется с обеих сторон хомутами.
Встречаются рычажные керамические компакт изделия, устанавливаемые в седло чаши унитаза. В этом случае сборка конструкции выполняется также как и в кнопочной модели, с использованием стяжных винтов и эластичной прокладки.
Настройка сантехнических бачков унитаза
Окончание сборки сантехники еще не означает окончание всей работы по её установке. Нередко предстоит регулировка арматуры сливного бачка унитаза, после чего функции наполнения, перелива и слива должны исполняться безупречно. Также иногда приходится подстраивать механизмы в процессе их длительной эксплуатации или замены.
Важно! Прежде всего, для всех типов оборудования проверяют запорный клапан сливного бачка унитаза, плотность его прилегания к седлу. Обычно на новом оборудовании, если все собрано без перекосов, то протечек быть не должно.
Регулировка сливного бачка с кнопкой
На что следует обратить внимание в процессе настройки современной «кнопочной» сантехники?

- Выставляется высота смывного клапана (Рисунок 2). Его конструкция должна соответствовать размерам накопительной емкости под крышку с учетом кнопки (1). Отсоедините тягу (2) от защелки трубки перелива. Освободите с двух сторон фиксаторы стоек (3). Переместите стойки (5) в требуемом направлении по вертикали, ориентируясь по нанесенной на них шкале. Закрепите фиксаторы и тягу в новом положении.
- Регулируется высота фиксации переливной трубки. К этому параметру предъявляется два требования: поверхность воды в бачке унитаза должна быть ниже края перелива на 15-20 мм, но при этом, полностью нажатая кнопка не должна касаться верха трубки. Для этого: Выставляют величину зазора между кромкой перелива и верхом (4) стойки (5), (рисунок 2). Чтобы выполнить данную операцию, придется освободить тягу (2) и прижимное кольцо либо фиксатор на трубке. Опустить или поднять её до требуемой высоты. Зафиксировать перелив и тягу.
- Настраивается функциональность наливной арматуры в соответствие с требованиями предыдущего пункта относительно объема наполнения. Чтобы впускной клапан обеспечивал оптимальный уровень воды в сливном бачке, следует задать положение его поплавка. Если нужно задать раннюю отсечку подачи, то поплавок опускают ниже или же закрепляют выше, если объём жидкости недостаточен. Изменение его положения осуществляют перестановкой тяги аналогичной тяге на сливном клапане.
Регулировка двухуровневого слива
В современных комплектах унитазов с кнопочным управлением не редкость наличие двухуровневого сброса воды. Такие модели требуют настройки малого и полного слива.

Регулировка двухкнопочного механизма слива.
Сброс всего объема жидкости регулируем заслонкой, увеличивая данный параметр, смещением её вниз и, уменьшая, смещением вверх. Частичный сброс воды выставляется поплавком малого смыва, который, после открытия замка, двигаем вниз или вверх, соответственно увеличивая или уменьшая расход.
Более доступно о регулировке двухкнопочного спускного механизма можно узнать из видео:
Регулировка старых моделей
В заключение стоит упомянуть регулировку «классических» систем с боковым подводом воды. Устройство сливного бачка унитаза старого образца предполагает только настройку впускного клапана.

Его работа зависти от положения поплавка, который опускают или поднимают. С этой целью, если коромысло латунное (стальное), то его просто подгибают в нужное положение, а если пластиковое, тогда геометрия рычага изменяется после ослабления, а затем, подтяжки крепежного винта.

Подстройка перелива и выпускного клапан в таких моделях не предусмотрена, а возникающие с ними проблемы, как правило, приводят к ремонтным работам или полной замене механизмов.
Гибочный станок для листового металла своими руками: чертежи, пошаговая видео инструкция
В современном малоэтажном строительстве при отделке фасадов, сооружении крыш, навесов, карнизов, водостоков и воздуховодов массово применяются изделия из оцинкованного листового проката — как обычного, так и с цветным полимерным покрытием. Для кровельных работ обычно используется металл толщиной 0.4-0.55 мм, а для изготовления деталей водосточных труб, желобов, карнизных свесов и коробов — 0.6-0.7 мм. Для того, чтобы его согнуть не требуется больших усилий, поэтому при работе с таким материалом, как правило, применяют ручные листогибочные станки. Такое же оборудование используют и на предприятиях по изготовлению и монтажу вентиляционных и электротехнических установок, а также в небольших мастерских, выполняющих разнообразные ремонтные работы. Конструкция этих станков достаточно проста, а работа с ним не требует особых навыков, поэтому не только домашние мастера и ремонтники, но и профессиональные строители-жестянщики часто используют самодельные ручные листогибы.
В каких случаях целесообразно сделать своими руками
Самый простой переносной листогибный станок фабричного производства стоит порядка 25 000-30 000 рублей. Поэтому приобрести такое оборудование могут позволить себе только те, кто уверен, что оно быстро окупится и начнет приносить прибыль. Если же потребность в гибке металла возникает от случая к случаю, или изготовление листовых изделий никогда не окупит используемый для этого станок, то единственно верное решение — обзавестись самодельным листогибом.
К примеру, у домашних умельцев и в небольших мастерских периодически возникают разовые потребности в коробах, крышках, тонкостенных корпусах, желобах и прочих гнутых конструкциях из стального листа. Такой категории производственников проще сделать разборный листогиб и самим согнуть нужную деталь, чем покупать или заказывать ее на стороне. Еще одной мотивацией для изготовления собственного гибочного оборудования является соотношение цен на листовой материал и изделия из него. Для частника-умельца, строящего дом своими руками, стоимость деталей из оцинковки, которые он может гнуть на самодельном станке, будет в разы ниже, чем в магазинах строительных материалов.
Виды и принцип работы
По общепринятой классификации листогибочного оборудования все ручные листогибы (кроме узкоспециализированных) относятся к категории станков с поворотной балкой. Внутри себя они делятся на отдельные виды по различным технологическим признакам, среди которых можно выделить:
- длина сгиба;
- тип прижимной балки;
- способ фиксации;
- максимальный угол гибки.
Все это справедливо как для станков фабричного изготовления, так и для самодельных листогибов.
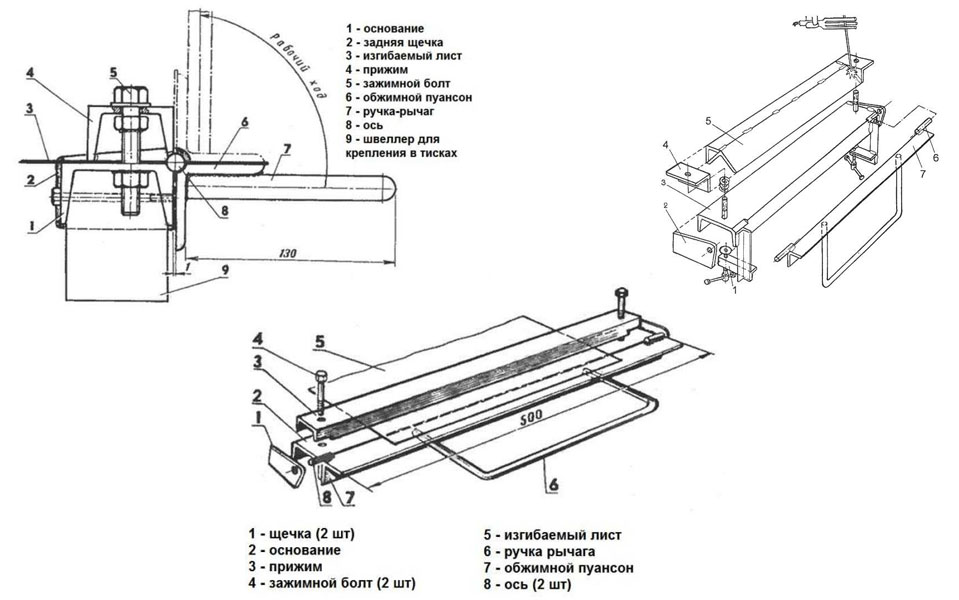
Основными конструктивными элементами такого оборудования являются (в скобках приведены общепринятые названия для самодельных станков):
- нижняя балка (опора);
- прижимная балка (прижим);
- поворотная балка (траверса);
- рабочий стол.
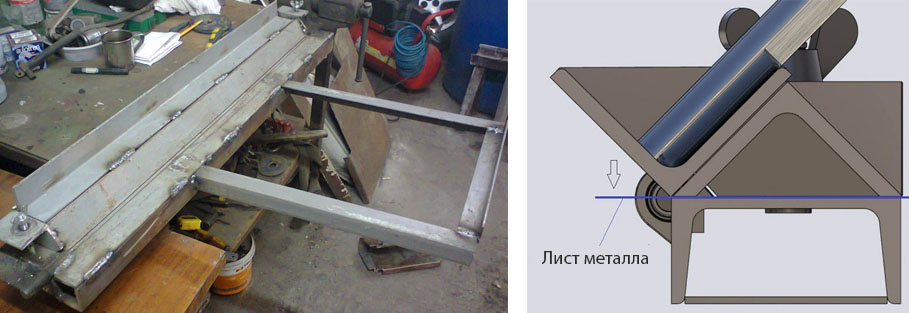
Листовой материал (сталь, алюминий, медь) помещается на нижнюю опору станка и выдвигается за ее край на длину сгиба. После этого он сверху плотно фиксируется прижимом, передний край которого выступает в роли матрицы, формирующей профиль сгибаемой поверхности. Траверса, установленная на двух осях, закрепленных на опоре, перемещается по дуге снизу вверх, начиная в движении гнуть выступающую часть листа и завершая этот процесс у торца прижима.
Как видно из описания принципа работы устройства для гибки листового металла, его конструкция достаточно проста. Поэтому изготовить его самостоятельно сможет практически любой умелец, обладающий определенными навыками в обработке металла. Общую схему работы такого станка понять несложно, а для того, чтобы его сделать, можно обойтись без чертежей и технической спецификации.
Инструменты и технология сборки
Для изготовления листогибочного станка своими силами потребуются самые обычные инструменты и приспособления, которое всегда есть в арсенале любой гаражной или дачной мастерской. Если листогиб служит только для того, чтобы согнуть несколько деталей в течение месяца, и при этом нет особых требований к точности гибки, то в качестве исходных материалов подойдут любые обрезки металлического проката подходящего размера. Если же станок предназначен для работы на строительных объектах и будет интенсивно использоваться на протяжении нескольких месяцев, то требования к качеству его изготовления и применяемым материалам гораздо выше.
Место установки, инструмент и материалы
Перед началом работ в первую очередь необходимо подобрать место для установки своего самодельного ручного станка (верстак, стол), на котором он будет монтироваться в процессе производства. Если такого места нет, придется сварить опорную конструкцию из металлопроката или сделать отдельный верстак. При его изготовлении потребуется выполнение сверлильных, отрезных, шлифовальных и сварочных операций. Поэтому прежде чем приступать к работам, необходимо убедиться, что в наличии имеются:
- углошлифовальная машинка (болгарка) с шлифовальным и отрезным кругами;
- сварочный аппарат;
- электрическая дрель;
- тиски и слесарный инструмент.
В качестве исходного материала для балок обычно используются равнополочные швеллеры и уголки, а ручки изготавливают из круглого прутка или трубы. Точность сгиба и долговечность работы станка во многом зависит от качества шарниров, обеспечивающих дуговое движение траверсы при гибке листового металла. В этом случае обычно используют приварные петли для металлических дверей, которые обладают высокой точностью и долговечны при интенсивной эксплуатации. Цена таких изделий невелика: обычная петля стоит 150-200 рублей, с подшипником — 250-300.
Порядок изготовления и сборки
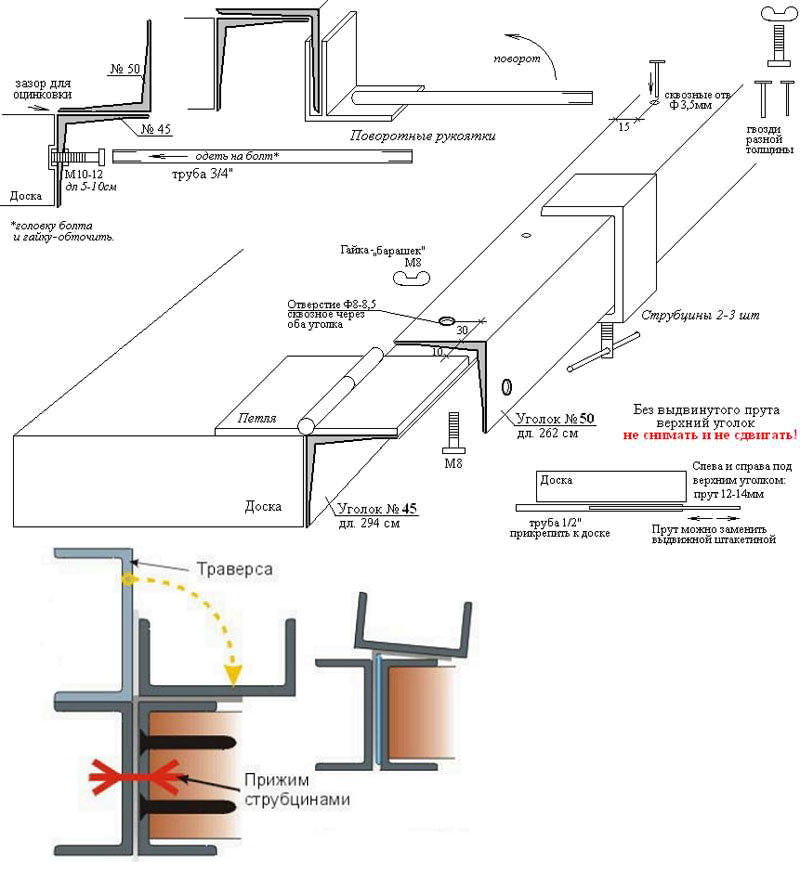
Прежде, чем приступать к изготовлению листогибочного станка, необходимо решить, какая максимальная ширина может быть у деталей, которые нам придется гнуть. Первым ограничением при принятии этого решения являются габариты стола или верстака, на котором он будет установлен. Также необходимо принять во внимание ширину стандартных листов оцинковки и толщину предполагаемых заготовок, которые этот станок сможет согнуть. Хотя разрабатывать полноценный сборочный чертеж не имеет смысла, все же желательно до начала работ сделать небольшой эскиз или схему с указанием основных размеров.
Далее рассмотрим порядок изготовления своими руками ручного станка со следующими техническими характеристиками:
- ширина сгиба — до 1000 мм;
- толщина заготовки до 2 мм;
- угол сгиба — до 135°.
Процесс подготовки материалов можно опустить, так как он включает в себя только нарезку металлопроката нужной длины и подбор метизов. Поэтому сразу приведем перечень компонентов, необходимых для того, чтобы сделать станок с указанными выше параметрами:
- швеллер N 8 для опоры — 115 см;
- уголок 45 для прижима и траверсы — 2х115 см;
- полоса 40 — 2х115 см;
- пруток или труба для ручки траверсы — прим. 160 см;
- петли приварные цилиндрические 60х10 — 2 шт;
- болт М8х60 — 2 шт;
- пружины под болт — 2 шт;
- гайки-барашки — 2 шт;
- отрезки уголка 45 — 4х6 см.
Далее поэтапно описан процесс изготовления и сборки своими руками станка для гибки листового металла (операции разметки, проверки и подгонки частично опущены):
1. Установка петель. На опоре с обеих сторон необходимо сделать выборки на длину петли глубиной в половину ее диаметра. Траверсу с обоих концов укорачиваем на половину длины петли и также делаем на ее концах выборку длиной в половину петли и глубиной в половину ее диаметра. Проверяем на размер обе балки вместе с петлями, а затем привариваем петли к траверсе. Прижимаем ее к опоре так, чтобы петли точно зашли в выборку, а поверхности опоры и траверсы были на одном уровне. В паз между ними вставляем несколько пластин толщиной 2 мм, а затем привариваем петли к опоре.
2. Повышение прочности рабочих балок. Ввариваем полосу по всей длине внутри траверсы таким образом, чтобы в сечении получился треугольный профиль (это позволит при необходимости согнуть металл большей толщины без ущерба для станка). То же самое нужно сделать и с прижимом, предварительно обрезав его по длине траверсы.
3. Монтаж ушек и болтов. Сверлим по одному отверстию на 10 мм в каждом отрезке уголка, а затем привариваем одну пару отверстиями вверх на торцы прижима, а вторую — отверстиями вниз на торцы опоры. Отмечаем положение отверстий на ушках прижима на поверхности опоры и тоже сверлим отверстия на 10 мм. Снизу в них вставляем болты (резьбовой частью вверх) и привариваем их с внутренней стороны швеллера.
4. Установка ручки. Гнем или свариваем п-образную ручку для траверсы размером 30х80х30 см и привариваем ее по центру.
5. Сборка. Ставим поворотную конструкцию из опоры и траверсы на край стола или верстака и фиксируем ее с помощью ушек (сквозными болтами или струбцинами). Надеваем на болты опоры пружины, затем устанавливаем на нее прижим, пропускаем болты через отверстия в его ушках и крепим гайками-барашками.
6. Проверка собранного листогибочного станка. Помещаем заготовку из листовой стали на поверхность стола и выпускаем ее край в зазор между прижимом и опорой. С помощью штангенциркуля проверяем и выставляем размер выступающей части листа. После чего зажимаем его, вращая барашки на левой и правой сторонах прижима. Поднимаем за ручку траверсу и сгибаем кромку листа на нужный угол. Опускаем траверсу вниз, ослабляем барашки (при этом прижим поднимется на пружинах) и вытаскиваем лист со сгибом.
Описанный выше станок имеет усиленные прижим и траверсу, что позволяет гнуть металл толщиной до 3 мм без опасности деформации этих конструктивных элементов.
Рекомендации и возможные ошибки
Для того, чтобы понять, как изготовить простейший листогиб, достаточно изучить вышеизложенную инструкцию. Поэтому любой, кто имеет навыки работы с металлом, может легко сделать такой станок своими руками. Если его применять только для разовых работ, то неудачные конструктивные решения, влияющие на долговечность, точность и производительность, скорее всего, проявятся очень нескоро (если вообще проявятся). Поэтому дальнейшие рекомендации относятся к станкам, которые используются в постоянном режиме и выполняют десятки циклов гибки в день на протяжении длительных периодов.
Основными рабочими инструментами листогиба являются прижим и траверса, к проектированию и изготовлению которых необходимо относится к особым вниманием. Далее перечислены основные параметры этих элементов и мероприятия по их улучшению:
- Устойчивость к деформации. Достигается применением ребер жесткости из листовой стали (для швеллеров) или созданием цельных жестких конструкций (для уголков), см. выше.
- Точность прилегания траверсы и прижима. Для качественного и стабильного сгиба величина зазора по всей длине должна составлять не менее половины толщины заготовки 0.2-0.3 мм для самых распространенных видов металла. Единственная возможность добиться таких показателей — фрезеровка прилегающих поверхностей.
- Равномерность нагрузки. Ручка для подъема траверсы должна быть расположена параллельно ее поверхности и крепиться как можно ближе к ее концам.
Самой распространенной ошибкой при изготовлении листогибов является применение сварки на балках в пределах их рабочей зоны. Такие действия ведут к деформации и ослаблению металла, что может проявиться в самые короткие сроки. Другие недостатки многих самодельных станков — это ошибки в конструкции и расположении ручек траверсы, а также качество поворотных петель, что влияет на эргономику труда и повышает затраты мускульной энергии.
Самодельные листогибочные станки (листогибы)
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
-
Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
 Для гибки листового металла
Для гибки листового металла
 Для получения радиального изгиба металлического листа
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
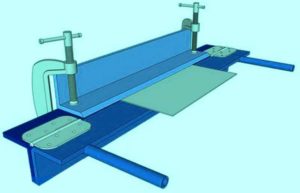
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
-
Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
 Вырезаем выемки под петли
Вырезаем выемки под петли
Приваривают петли с двух сторон (проварить с лица и с изнанки).
 Хорошо провариваем петли
Хорошо провариваем петли
К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
 Такие укосины
Такие укосины
К укосинам приварить гайку болта.
 Привариваем гайку
Привариваем гайку
Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить.
 Центруем, привариваем
Центруем, привариваем
Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку. После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
 Остались мелочи
Остались мелочи
К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
 К шляпке болта приварить отрезки арматуры
К шляпке болта приварить отрезки арматуры
К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
 Самодельный листогиб в процессе работы
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
 Небольшой ручной листогиб для самостоятельного изготовления
Небольшой ручной листогиб для самостоятельного изготовления
В данном самодельном станке для гибки листового металла есть много особенностей:
-
Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
 Особенности
Особенности
 Прижимная планка
Прижимная планка
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
 Планка устанавливается так
Планка устанавливается так
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
 Под отверстие ставят пружину, затем — болт
Под отверстие ставят пружину, затем — болт
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
 Вальцевый листогиб
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Изготовление трубогиба своими руками: варианты конструкции и особенности готовых изделий
Строительство теплиц и навесов, прокладка инженерных коммуникаций – все это требует наличия гнутого металлического профиля. Но покупать трубы, гнутые под заказ – дорого, приобретение готового трубогиба – тоже удовольствие не из дешевых. Вот и используют современные умельцы для создания металлических дуг требуемого радиуса приспособления и механизмы собственного изготовления.

В данной статье мы рассмотрим следующие вопросы:
- Разновидности самодельных трубогибов и их особенности.
- Конструкция простейшего приспособления для загибки труб квадратного сечения.
- Конструкция трехвалкового станка для загибки труб круглого и квадратного сечения.
- Технология загибки труб на трехвалковом самодельном трубогибе.
Разновидности трубогибочных приспособлений и механизмов
В наши дни можно встретить примеры трубогибочного оборудования, имеющего различное конструктивное исполнение: от сравнительно простых приспособлений для ручного гиба до самодельных станков с ручным или электрическим приводом.


По предназначению трубогибы делятся на два типа.
Первый тип – угловые (позволяют придать нужный радиус определенному участку заготовки).

Второй тип – трехвалковые трубогибы – станки и приспособления, которые позволяют формировать заданный радиус гиба по всей длине заготовки.
По способу регулировки радиуса трубогибы бывают механическими.

Привод опорных валов может быть как ручным, так и электрическим.


Простое приспособление для гибки металлических труб
Конструкция самодельного трубогиба зависит от объема и сложности работ, которые планируется выполнять с его помощью. Если устройство необходимо для одноразового использования (например, для строительства домашней теплицы), то нет необходимости в создании сложного трехвалкового механизма с гидравлической регулировкой радиуса загиба.
Срочно нужно ставить теплицу. Хочу арочную, но ни на базе металлов, ни у знакомых нет трубогиба. Строить трубогиб на валах и роликах? Для этого нет ни времени, ни надобности. Считаю, что на одно строительство подходит приспособление для ручной гибки.
Да, действительно, чем проще трубогиб, тем меньше мороки с его изготовлением. Главное – правильно определить размеры приспособления, которые напрямую будут зависеть от радиуса гиба.
Представляем вашему вниманию устройство, изготовленное пользователем moning. Оно предназначено для работы исключительно с тонкостенными трубами, ведь гибка труб вручную – это тяжелый физический труд.


Эту штукенцию я делал под квадратную трубу 30*30. Радиус, который удалось получить, был примерно 1метр. По бокам приспособления можно приварить что-то вроде распорок или лапок, чтобы не кидало из стороны в сторону, когда давишь на трубу. По поводу перемычек внизу трубогиба: вначале труба подкладывается под верхнюю перемычку (для первоначального загиба), потом труба перекладывается под следующую перемычку (для дальнейшего продвижения).
Последовательная гибка нужна для того, чтобы при резком перегибе труба не пошла на излом.


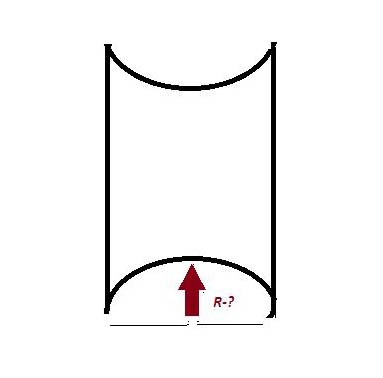
Рассчитать размеры приспособления очень просто: для этого достаточно знать радиус гиба, который требуется получить на готовой детали. Полоса (шириной 40 мм), которая служит оправкой для сгибаемой заготовки, изначально имеет кривизну, обеспечивающую заданный радиус гиба (R).
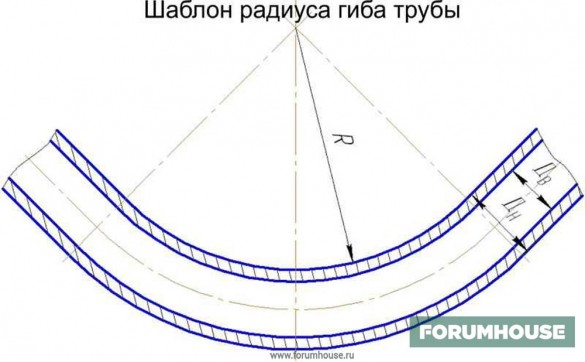
Как утверждает автор изобретения, радиус заготовки получается хоть и не значительно, но больше радиуса самой оправки.
Умея пользоваться сваркой, болгаркой и вспомогательными инструментами, данное приспособление можно изготовить менее чем за 1 день.
Представляем пример таблицы допустимых радиусов для труб круглого сечения.
| Наружный диаметр трубы, мм | Радиус загиба, мин | |||
|---|---|---|---|---|
| 45 | 35 | 20 | 10 | |
| R загиба, мин | ||||
| 18 | 74 | 62 | 56 | 43 |
| 24 | 95 | 79 | 65 | 55 |
| 32 | 115 | 96 | 79 | 67 |
| 38 | 156 | 131 | 107 | 91 |
| 50 | 197 | 165 | 136 | 115 |
| 60 | 238 | 199 | 165 | 139 |
| 75 | 280 | 260 | 194 | 173 |
| 80 | 324 | 270 | 224 | 190 |
| 90 | 362 | 302 | 250 | 213 |
Изготовление электромеханического трубогиба
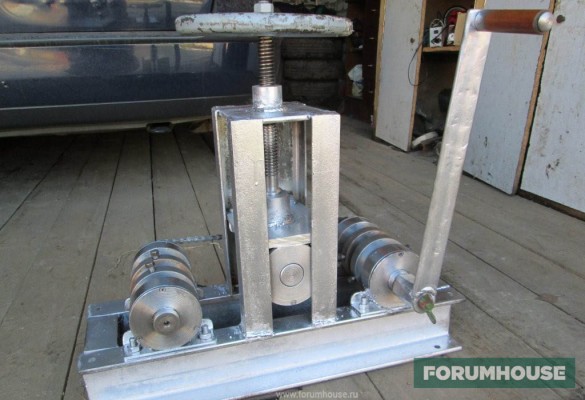
В конструкции электромеханического трубогиба можно выделить три основных рабочих органа: один нажимной и два опорных (ведущих) вала. Отсюда и название станка – трехвалковый прокатный трубогиб.

Подобное устройство имеет довольно сложную конструкцию, поэтому, если вам не удалось раздобыть чертежи самодельного трубогиба, рекомендуем каждый его элемент вначале нарисовать на бумаге (хотя бы в виде эскиза). А о том, какими размерами и характеристиками должны обладать основные узлы будущего изделия, мы вам последовательно расскажем.
Итак, основная функция трубогиба состоит в том, чтобы сгибать детали под заданный радиус гиба. Радиус гиба зависит от расстояния между опорными катками (валами) и регулируется нажимным катком. Расстояние между опорными роликами – величина постоянная. Именно ее следует учитывать, приступая к проектированию станка.

Расстояние между нижними вальцами зависит от минимального радиуса гиба. Определяя его, учитывайте, что чем меньше расстояние между вальцами, тем тяжелее опускать прижимной ролик и тем тяжелее пропускать между валами заготовку. И наоборот: чем больше расстояние, тем легче крутить. У меня, если память не изменяет, расстояние около 35-40 см. Валы прокручиваются достаточно легко: я гнул минимальный радиус около 50 см, но можно и меньше.
Радиус гиба (радиус дуги) рассчитывается по простой геометрической формуле.
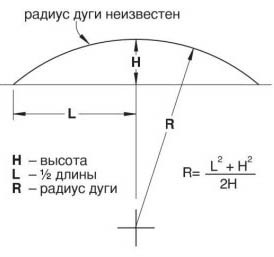
Руководствуясь ею применительно к своему оборудованию, можно быстро отрегулировать станок на заданные параметры.
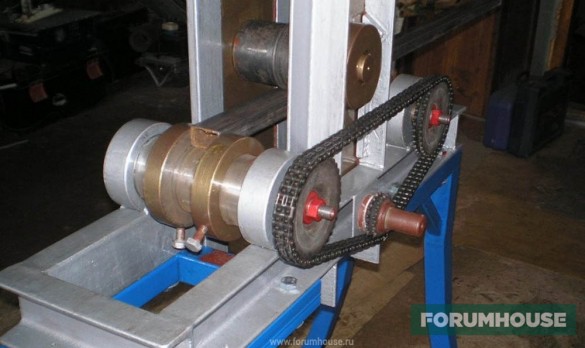
Изготовление вальцов
Для изготовления вальцов следует поискать надежные материалы, которые уже успели пройти проверку на прочность. Кто-то использует роторы от электродвигателей старых стиральных машин или шкворни от автомобиля КамАЗ, кто-то – круги из углеродистой стали. На самом деле вариантов множество, главное – не забывать о том, что выбранный материал должен быть достаточно прочным. Пользователь Dva11, к примеру, использовал ступицы колес от старой поливальной установки.

Диаметр ступицы – 75 мм, длина – 110 мм, подшипники подбирал по ступице (подошли 205). Мне пришлось купить 5 подшипников и 1 шкив, остальные детали изготовил из металлолома.

Ровные цилиндрические валы – вариант универсальный. С их помощью гнут трубы различного сечения. Если профиль валов привести в соответствие с профилем сгибаемых труб, то качество гиба заметно улучшится.

Можно также использовать болванки, рассчитанные на разные профили сгибаемых заготовок.

В идеале на валы устанавливаются съемные насадки или кольцевые прижимы (ограничители), с помощью которых профиль вальцов регулируется по ширине трубы.
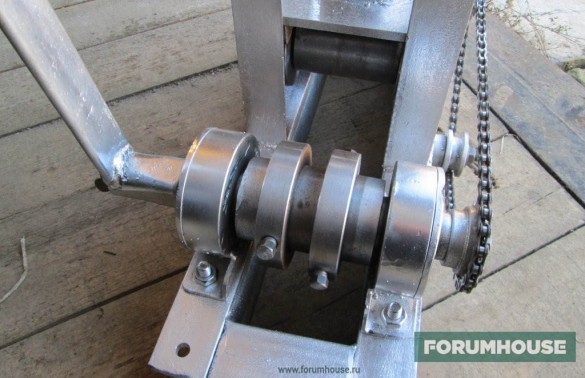
В конструкцию вальцов я внес некоторые усовершенствования: на крайние валы, там, где находятся ограничители, сделал насадки под трубу. Испытания проводились на трубе размером 1 дюйм. Насадки заменяются легко. Для этого одну сторону подшипников я сделал скользящей. Насадка сделана из стали 65Г (плюс закалка). Износа фактически нет, а твердость – напильник не берет.
Речь идет вот об этом размере.
Если прижимной ролик, предназначенный для гибки прямоугольных труб, будет иметь посередине небольшую выпуклость, это поможет сохранить геометрию сгибаемого профиля. Ролик будет вдавливать верхнюю стенку трубы вовнутрь, не давая заготовке раздаваться в стороны.
Конструкция рамы
Определившись с межосевым расстоянием и конструкцией вальцов, можно размечать заготовки деталей для рамы. Опираясь на опыт пользователей FORUMHOUSE, следует сделать вывод, что самые прочные рамы получаются из стального швеллера (шириной – не менее 80 мм). Этот материал легко достать, поэтому можно смело брать его себе на заметку.

На фото – станок на стадии изготовления. А вот чертеж, который взят за основу.
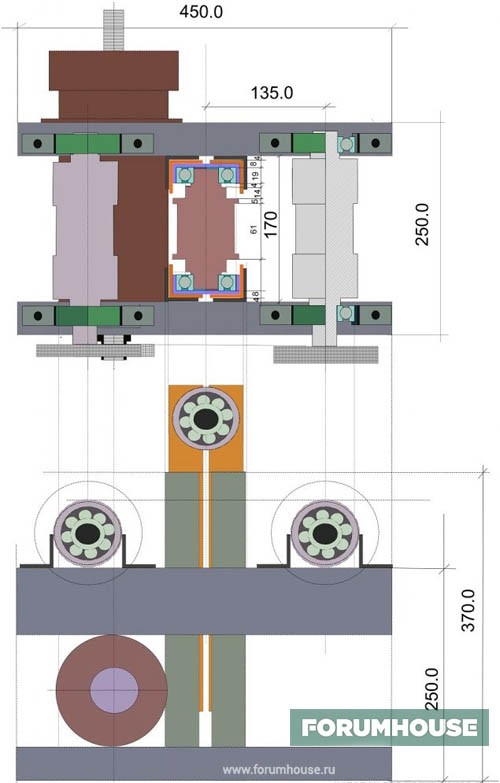

При выполнении работ в первоначальные чертежи были внесены некоторые изменения.
Представленный чертеж не является обязательным руководством к действию, но дает объективное понимание того, как устроен прокатный трубогибочный станок.
Прижимной механизм
Многие умельцы делают прижим из обычного автомобильного домкрата (механического или гидравлического). Тех усилий, которые он способен создать, вполне достаточно для того, чтобы придать металлической заготовке нужную конфигурацию.

В качестве прижимного винта использовал старый винтовой домкрат от газели. Гнет легко две трубки 20х20.
Если использовать гидравлический домкрат, то он должен быть рассчитан на 2 тонны или более. Основное достоинство гидравлического прижима состоит в том, что работать им можно, не прилагая особых усилий. Преимущества винтового домкрата: им проще выставить радиус гиба.
Вместо механического домкрата часто используются самодельные винтовые прижимы. Они также позволяют гнуть заготовки в точном соответствии с заданными параметрами.
А чем же винт хуже домкрата? Заказать у токаря винт с меньшим шагом резьбы, чтобы меньше усилия прикладывать при вращении. Это на порядок дешевле домкрата обойдётся.

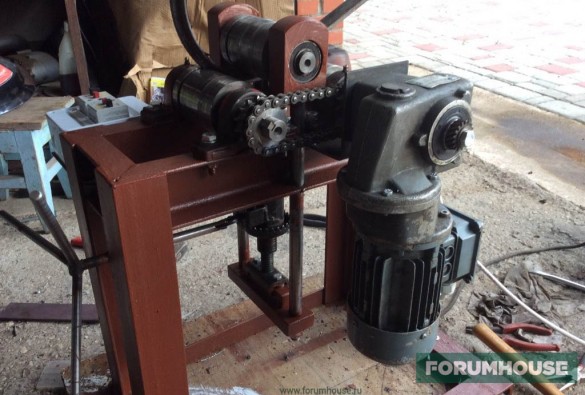
Электрический привод
Чтобы пропустить заготовку через станок с помощью механической ручки, потребуется приложить немало усилий. Поэтому механизация ручного труда – цель вполне обоснованная.
Гнуть трубы «с чашкой кофе в руках» поможет подходящий электродвигатель и небольшой механический редуктор. Эти устройства устанавливаются на раму трубогибочного станка в соответствии с подготовленными чертежами. Ведущую звездочку, установленную на валу редуктора, можно соединить с опорными валами металлической цепью (например, от ГРМ легкового автомобиля).
Лет 15 валялась в гараже электроталь на 380В, все думал, куда ее приспособить. Весит 40 кг, а поднимает – до 500 кг. Давно уже купил маленькую таль, которая при весе 8 кг поднимает столько же. Так вот: разобрал, удалил все лишнее, после чего получился электродвигатель и редуктор в одном флаконе. Весит это хозяйство 6–7 кг.

Мы рассмотрели основные элементы трубогибочного станка, который при желании и определенной смекалке вполне можно изготовить самостоятельно. В заключение статьи поговорим о том, как правильно использовать это оборудование, чтобы не испортить заготовку.
Технология гибки
Гибка трубы на самодельном трубогибе должна быть последовательной. Это ключевое правило, которое необходимо соблюдать, независимо от размеров заготовки.
Последовательная гибка – это гибка в несколько проходов (с каждым проходом радиус гиба постепенно уменьшается).
Главное – не торопить события и не давить помногу. Как правило, готовые дуги выходят после четырёх прокаток. Небольшие отклонения в плюс или минус легко догибаются или разгибаются руками – проверено на практике.
Последовательная гибка позволяет значительно снизить нагрузку на рабочие оси гибочного оборудования и защищает профиль трубы от чрезмерных деформаций.
Если вы всерьез заинтересовались самостоятельным изготовлением трубогибочного станка, рекомендуем посетить раздел нашего портала, который посвящен данному вопросу. Там вы найдете не только ценные рекомендации, но и готовые чертежи, успешно применяемые на практике. Если изготовление трубогиба кажется вам занятием неоправданным, то познакомьтесь с информацией о том, как гнуть квадратные трубы простыми способами. О том, как устроены самодельные приспособления для загибки арматуры, вы узнаете из соответствующей статьи. А видеосюжет, посвященный строительству домашней теплицы, расскажет вам о том, как правильно использовать гнутые металлические конструкции по их прямому назначению.
Листогиб своими руками: 6 идей для домашней мастерской

Чтобы самостоятельно изготовить отливы для фундамента, коньки на баню и другие изделия из жести, нужен настольный или ручной листогибочный станок, потому что сгибать листовой металл вручную — долго и муторно.
Причем если в домашних условиях вы планируете профессионально заниматься гибкой тонколистового металла (например, изготавливать различные конструктивные элементы из жести на заказ), лучше приобрести заводское оборудование. Возможно, даже с гидравлическим приводом.
Во всех других случаях вполне можно обойтись листогибом самодельным, изготовленным из «народных» материалов — металлического уголка или швеллера.
Если нужно выполнить какие-то разовые работы, то вполне достаточно будет самого простого приспособления, которое можно своими руками сделать из подручных материалов — без сварки, уголков и петель.
Какую именно конструкцию самодельного листогиба взять за основу — напрямую будет зависеть от ваших потребностей и возможностей.
В этой статье расскажем, как сделать листогиб своими руками — рассмотрим разные варианты конструкции на все случаи жизни.
Некоторые варианты самодельного листогибочного станка немного замороченные, другие — наоборот, просты в изготовлении. Но в любом случае сделать их под силу каждому.
Простейший листогиб своими руками — из бревна и пары досок
Чтобы согнуть отливы для защиты верхней части фундамента, предлагаем воспользоваться очень простым приспособлением, которое можно изготовить буквально за полчаса.

Идея самоделки принадлежит автору YouTube канала doRABOTKA.
Для изготовления самодельного листогиба своими руками потребуется бревно подходящей длины, пара досок и какой-нибудь увесистый прижим.
В качестве прижимной части самоделки можно использовать толстую длинную доску или кусок деревянного бруска.
Обратите внимание: две перпендикулярных стороны опорного бревна должны быть максимально ровными, чтобы был выдержан угол в 90 градусов. Благодаря этому будет достигаться правильная форма отлива.
К нижней части бревна (по краям) крепятся две доски — они обеспечат устойчивость основания во время гибки металла.
К боковой ровной стороне опорного бревна с помощью длинных саморезов крепится длинная доска. Ее прижимная сторона должна быть максимально ровной.

Шурупы закручиваем не до упора, чтобы между доской и опорным бревном была небольшая щель — в дальнейшем в этот технологический зазор будет вставляться листовая сталь.
Дополнительно надо будет подготовить прижимную часть конструкции (из доски или деревянного бруска).
Принцип работы самодельного станка для гибки листового металла довольно прост.
Подготовленный кусок жести вставляем на нужную глубину в зазор между опорным бревном и доской. Далее саморезами притягиваем доску к бревну, и зажимаем таким образом металлический лист.
Перед тем, как закрутить саморезы, обязательно проверяем, чтобы линия разметки на листе сходилась по всей длине.

Далее берем прижимную доску (по длине она должна быть не меньше, чем длина листового металла), и выполняем загибание заготовки под углом 90 градусов. Дорабатываем место сгиба с помощью деревянной киянки.

Подробно о том, как изготовить самодельный листогиб своими руками, можно посмотреть в авторском видеоролике.
Из достоинств данной конструкции стоит отметить простоту сборки и дешевизну (автор использует б/у материалы, найденные на участке). После изготовления нужного количества отливов конструкцию можно разобрать, а материалы использовать для других целей.
Как изготовить роликовый листогиб
Для работы с небольшими заготовками из листового металла нет необходимости приобретать настольный станок. В данном случае можно использовать приспособление попроще.
Рассказываем, как изготовить ручной листогиб своими руками, который отлично подойдет для работы с небольшими кусками жести.
Причем с помощью самодельного роликового листогиба можно сгибать тонкий листовой металл не только оцинкованный, но также из нержавейки.
Идея самоделки принадлежит автору YouTube канала Kwando Technic.
- стальная круглая труба;
- металлический уголок;
- стальной круглый пруток;
- подшипники;
- крепеж — болты с гайками.
Приступаем к изготовлению загибочного инструмента. Первым делом отрезаем кусок стальной круглой трубы длиной 10 см, и сверлим в нем два отверстия. Вставляем в них два круглых прутка, и обвариваем.

Далее необходимо будет отрезать два уголка длиной по 15 см. Свариваем их вместе, чтобы получился швеллер. Делаем разметку, и сверлим в заготовке шесть отверстий.

На следующем этапе с помощью болтов и гаек крепим к швеллеру четыре подшипника.

К центральным отверстиям необходимо приварить пару направляющих втулок из круглой трубы. В одной из них сверлим отверстие, и привариваем гайку, в которую будет вкручиваться болт-барашек.

В направляющие втулки вставляем деталь, изготовленную из круглой трубы и двух стальных прутков. На прутки напрессовываем подшипники.

Принцип работы мини листогиба по металлу очень прост. Лист жести крепим к рабочему столу с помощью струбцин. Выдвигаем подвижную часть приспособления на требуемую длину, и фиксируем ее барашковым болтом.

После этого проводим самодельный гибочник вперед-назад вдоль листа металла, формируя угловой изгиб.

Пошаговую инструкцию о том как сделать листогиб своими руками, можно посмотреть в видеоролике на нашем сайте.
Это одна из самых простых конструкцию роликового листогиба. С помощью этого приспособления можно согнуть отлив или конек на крышу. Идеально подойдет для работы в домашней мастерской.
Настольный листогиб из обычного строительного уголка
Самый популярный и часто используемый материал для изготовления листогибочного станка своими руками — это металлический уголок.
Рассмотрим вариант листогиба, предложенный автором YouTube канала Men’s Craft.
Конструкция состоит из основания, обжимного пуансона с ручками и прижимной части.
Для изготовления основания потребуется доска и уголок. Подготавливаем заготовки нужного размера. Сверлим в уголке отверстия, делаем зенковку и прикручиваем его к доске на саморезы.

Далее изготавливаем обжимной пуансон. Отрезаем кусок уголка подходящей длины.
По краям с помощью болгарки делаем вырезы. Привариваем к пуансону две ручки-рычага из профильной трубы.

После этого с помощью болтов с гайками крепим по краям пуансона петли. Затем прикручиваем пуансон к деревянному основанию.


На последнем этапе изготавливаем прижимную часть конструкции. Отрезаем кусок уголка требуемой длины. По краям делаем вырезы. Потом сверлим два отверстия.

В деревянном основании сверлим два отверстие, чтобы установить крепежные болты. Далее устанавливаем прижим, и фиксируем его с помощью барашковых гаек.

Подробно о том, как из металлических уголков сделать листогиб своими руками, можно посмотреть на видео.
Самодельная конструкция получилась довольно простая, но в то же время удобная в использовании.
Причем при изготовлении гибочного станка своими руками можно совсем обойтись без сварки — ручки к обжимному пуансону можно закрепить с помощью болтов.
Самодельный листогиб из швеллера и уголка
Рассмотрим еще один способ, как сделать для домашней мастерской листогиб своими руками простой конструкции.

В данном случае за основу также используется строительный уголок, но основанием служит подходящего размера кусок швеллера. Этой идеей поделился автор Samodelki Vitmana.
Вначале надо изготовить прижим для листового металла, который будет крепиться с помощью болтов и барашковых гаек в верхней части конструкции гибочного приспособления.
Отрезаем два куска уголка одинакового размера. Вырезаем в них часть полки под углом 45 градусов, и сверлим отверстия.



Отрезаем еще одну заготовку из строительного уголка, привариваем к ней две изготовленных детали. Прижим готов.

Далее приступаем к изготовлению обжимного пуансона. Для этого отрезаем кусок уголка, делаем вырезы по краям, и дополнительно прорезаем пазы для петель. Из профильной трубы свариваем квадратную рамку, которая будет выступать в качестве ручки.

Привариваем ручку-рычаг к обжимному пуансону. Потом зачищаем сварные швы зачистным или лепестковым кругом.

Отрезаем кусок швеллера, который будет выступать в качестве основания листогиба. По краям вырезаем пазы под петли.

Привариваем петли к пуансону и основанию, после чего соединяем обе части конструкции вместе.


В швеллере нужно просверлить два отверстия. Вставляем в них длинные болты, и обвариваем. На болты надеваем пружины.

После этого устанавливаем прижимную часть конструкции, и фиксируем ее при помощи барашковых гаек. При желании самоделку можно покрасить.

Подробную инструкцию, как сделать листогиб своими руками из уголка и швеллера с пошаговыми этапами работ, вы можете посмотреть в видеоролике на нашем сайте.
Работать с этим приспособлением очень просто — основание зажимаем в слесарных тисках. Можно приварить к швеллеру уголки, чтобы фиксировать листогиб к поверхности стола с помощью болтов.
Далее вставляем между прижимной частью и основанием лист жести, фиксируем прижим. С помощью обжимного пуансона делаем загиб заготовки.
Как сделать сегментный листогиб
Если вам нужно не только сгибать листовой металл под углом (например, при изготовлении простых изделий — отливов и коньков), но также изготавливать детали коробчатой формы, мы советуем использовать сегментный листогибочный станок.

Идея самоделки принадлежит автору YouTube канала HD karya.
Сначала необходимо изготовить основание с обжимным пуансоном. Для этого отрезаем два строительных уголка, делаем по краям вырезы под петли, после чего соединяем обе части с помощью петель.

Из толстых металлических пластин автор изготавливает две одинаковых стойки, к которым крепятся Г-образные кронштейны. К стойкам крепятся основание с обжимным пуансоном.

На последнем этапе изготавливается матрица со съемными сегментами из толстого металла. Крепим ее к опорным стойкам. К обжимному пуансону привариваем две ручки.

Подробно о том, как своими руками сделать сегментный листогибочный станок для гнутья коробок из листового металл и других деталей, можно посмотреть в авторском видеоролике.
На первый взгляд, конструкция кажется очень сложной, но если посмотреть видео, то все станет понятно — разобраться можно. Автор постарался подробно снять все основные этапы сборки.
Большой листогиб улучшенной конструкции
Данный вариант станка не особо отличается от предыдущих приспособлений, за исключением разве что дополнительного усиления прижимной части.
Конструкция самодельного листогиба стандартная, состоит из:
- основания;
- обжимного пуансона;
- прижимной части.
Из двух уголков изготавливаются основание и обжимной пуансон. Между собой эти детали соединяются с помощью петель.

Потом из уголка надо будет сделать прижимную часть листогиба. По краям сверлим отверстия, вставляем в них направляющие втулки, и обвариваем.

К обжимному пуансону привариваем два отрезка профиля — для крепления ручек.

По краям основания привариваются длинные болты, на которые будет надеваться прижим. Дополнительно надо приварить к основанию металлические пластины с отверстиями, с помощью которых листогиб можно будет прикрепить к верстаку.

На последнем этапе останется только приварить к прижимной части усиления из металлической полосы, и изготовить из профильной трубы П-образную ручку.


Подробно о том, как сделать листогиб своими руками, вы можете увидеть в авторском видеоролике ниже. Эта идея принадлежит автору YouTube канала Phil Vandelay.
Гибочный станок для листового металла своими руками
В наше время набирает обороты листовой металлопрокат. Всё чаще встречается у того или иного человека новенький забор из металлопрофильных листов.
Возникает вопрос, какая машина создаёт этот замечательный и необходимый строительный продукт для человечества.
Общие понятия
Листогибочный станок
Это специально созданное устройство, с помощью которого можно сгибать листы оцинкованного металла, определённой толщины. Такой чудо станок, как правило, применяется в производственных целях.
Среди умелых мастеров такое приспособление так и не получило широкого распространения. Однако в наше время существуют люди, которые смогли воспроизвести прототип производственного модуля и сделать собственноручный листогиб.
Такую вещь довольно просто сделать своими руками, он не займёт много места в вашем гараже или мастерской.
Направленность применения
Казалось бы, довольно простое оборудование, а охватывает огромную отрасль промышленности. Это изобретение способно производить изделия в следующих сферах деятельности:
Самая расширенная сфера применения
Это строительство. Именно в этой сфере можно встретить огромный выбор профнастила, металлопрофиля, металлочерепицы и её комплектующих элементов. Также металлический сайдинг — его используют для внутренней отделки домов и зданий. Вентиляционные шахты также производятся посредством листогибов.
Машиностроение и авиация
А также кораблестроение. Эта сфера очень расширена, так как создаются различные детали кузовов, авиационной обшивки, а также обшивки судоходной техники.
Электроника
Ни всем известно, что с помощью листогибов создаются корпуса бытовой техники (микроволновые печи, духовые шкафы, корпуса холодильников и стиральных машинок, корпуса компьютеров и многое другое).
Производство мебели
В этой сфере создаются короба, шкафчики для раздевалок, шкафчики для хранения вещей и т.д.
Многие сферы оказались охваченными по эксплуатации листогибочной установки. Каждая из вышеуказанных сфер очень сильно распространена среди населения.
Разновидности листогибочного приспособления
Рассмотрим эти виды:
Ручное приводное воздействие
Такой тип используется в основном в быту. К ним относятся самодельные изобретения. Именно с помощью этого устройства можно мастерить из оцинковки любые приспособления для дома или дачи. А если на ручном листогибе правильно установить опорные балки, скобы на необходимый радиус сгиба, то это позволит создавать сложные элементы.
Механическое воздействие
Такие агрегаты относятся к стационарным станкам. Действующая сила распределяется от маховика. Такая конструкция имеет ограничения в своём использовании. Дело в том, что аппарат снабжён специальным рычагом, посредством которого и осуществляется сгибание листа. Минус состоит в том, что необходимо прикладывать физическую силу.
Электромеханический вариант
Электромеханические приводы получили широкое одобрение, среди своих обладателей. Всё потому, что этот станок очень удобен и универсален. Процесс начинается с укладывания оцинковки на поверхность матрицы. После нажатия пусковой клавиши в силу вступают пуансон, толкатель и непосредственно редуктор. За счёт этого прогибается или выгибание оцинкованного листа с необходимыми параметрами. Усилие, которое производит такой станочек — минимум 100-200 килограмм, в отдельных случаях эта характеристика может доходить до одной тонны.
Электромагнитное приводное действие
Электромагнитные станки, в наше время, в основном используются в металлопрокатной индустрии. Процент использования такого оборудования в машиностроении составляет 70%. В нём имеются только одни плюсы. Малые габариты, высокая производительность (это устройство способно за одну только минуту производить порядка нескольких сотен деталей), он совершенно бесшумный.
Гидравлический привод
Эта категория относится к разряду листогибочных прессов. Пресса с гидравликой используют в серийном производстве деталей. Они очень производительны, качественны, полностью автоматизированы, имеют контроль угла гиба листов.
Зиг машина
Это приспособление имеет очень важную сторону. Применяются они в изготовлении комплектующих деталей. С помощью зиг машины можно сделать отбортовку листовой оцинковки, рифление краев, производится прокатка соединительных сгибов и многое другое.
Изготовление листогиба своими руками
Если разобраться, деталировка листогиба не такая уж и сложная.
Виды металлопрофиля
Гибочная балка
За счёт неё производится сгибание металлического листа под углом от 0 до 180 градусов.
Прижимная балка
Данная деталь прижимной силой удерживает лист и не допускает его скольжение.
Угломерный диск
Специальный диск, на котором отображены все необходимые размеры углов.
Дисковый нож
Острый, заточенный диск, произведённый из высокопрочной стали, который производят резку стали без проблем.
Задний стол
Состоит из сквозной конструкции с ровной, верхней поверхностью, по которой будет передвигаться оцинкованная заготовка.
Зажимная рукоять
За счёт неё приводится в готовность и действие, прижимная балка.
Натяжное устройство
Позволяет обеспечить выбор положения и форм балок, для производства качественного сгиба продуктов металлопроката.
Разработка технического устройства
В процессе конструирования , важно собрать его так, чтобы вам было удобно. Чтобы вся нагрузка распределялась на самые выносливые мышцы вашего тела и на опорные стойки устройства. При разработке агрегата, который вы хотите создать своими руками, важно учитывать следующие параметры:
- Ширина оцинковки не должна превышать одного метра.
- Наклон сгиба не должен быть меньше 120 градусов.
- Количество циклов беспрерывного производства не должно превышать 1200 единиц.
- Применение в качестве заготовки различных сплавов стали и других металлов категорически запрещено.
- Разрешённая толщина следующих металлов:
- Алюминий — допустимая толщина 0,7 миллиметра.
- Оцинковка — оптимальная толщина 0,66 миллиметра.
- Медь — допускается толщина в один миллиметр.
Когда все необходимые критерии учтены, вы можете смело собирать ваш инструмент.
Именно так будут выглядеть листы стали и металла в процессе сгибания при прохождении через валки. Помимо этого, на рисунке показано, какими способами можно сгибать листы, до получения необходимой формы.

Разнообразие сгиба оцинкованного листа
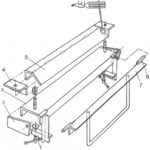
Чертежи листогибочного станка
Чертеж гибочного станка из простых деталей.
Чертежи любого устройства считаются основой вашего изобретения. Ведь именно в нём будут указаны размеры и местоположение той или иной детали. Когда есть все необходимые
размеры и наброски, то сборка устройства, непременно закончится успехом. В нынешнее время, в интернете существует огромное множество различных чертежей с размерами. Как говорится, выбирать вам! Ниже мы рассмотрим один из самых простых чертежей.
Такая разновидность является довольно производительной и удачной моделью.
Выбор материалов
Все материалы для данного станочка можно легко найти у себя в гараже. Итак, разберём, что же это за материалы:
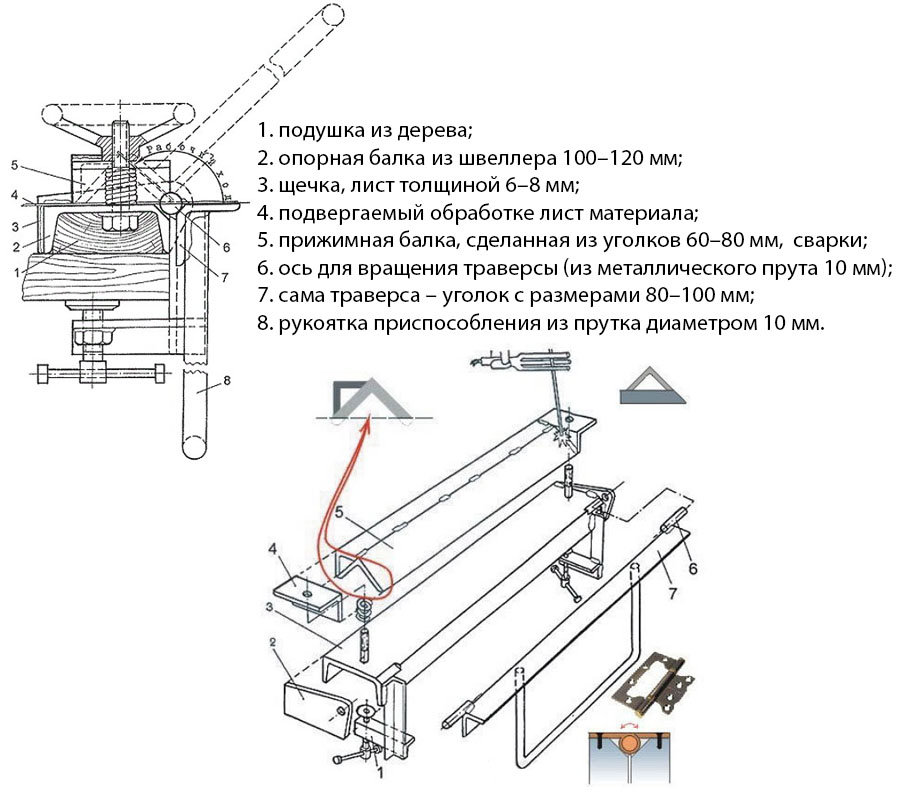
Деревянная вставка
Обозначающаяся на чертеже цифрой «1» создаётся из простого деревянного бруска.
Металлический швеллер
Размером 100х120 мм хорошо войдёт в конструкцию основания.
Правая щёчка
Создаётся из стального листа, толщиной 6-8мм.
Железные уголочки
60мм и 80 мм сослужат для изготовления прижимной балки.
Ось пуансона
Можно создать из железного штыря диаметром в 10 мм.
Сам пуансон, возможно создать из железного уголка 80х100 мм, либо можно воспользоваться швеллером.
Стальной прут
В диаметре 10 мм подойдёт для создания рычага пуансона.
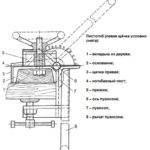
Деталировка и процесс сборки
Итак, рассмотрим детали, указанные на схеме сборки:
Местоположение деталей при сборке.
- Струбцина средних размеров (на винте М 10 расположен вороток с одной стороны и пятка с другой), расположенная в уголке размером 40х60 мм.
- Щёчка из листовой стали, толщиной 8 мм.
- Основание из швеллера 100х120 мм.
- Кронштейн из уголка 110х110 мм.
- Балка прижимная из уголка 60х60 мм и 80х80 мм.
- Ось пуансона из прута 10 мм.
- Сам пуансон из уголка 80х100 мм.
После того, как все выше перечисленные детали расположены на своих местах и закреплены, следует подготовить ваш станочек к эксплуатации. Для этого просто необходимо убрать весь строительный мусор, который остался после сборки.
Правила и техника безопасности при эксплуатации
Всем давно известно, что безопасность — залог здоровья и долголетия. А также шанс не остаться инвалидом. Данный станок, по своей категории, крайне опасен. Всё дело в том, что сам станок может нанести огромное количество травм. Помимо этого сам материал, который будет использован на нём очень острый.
Поэтому важно учитывать самые простые правила, чтобы не подпустить к себе опасность:
- Если ваш станок покупной, то важно проверить все узлы аппарата на исправность.
- Перед работой необходимо подтянуть всю одежду, чтобы не торчала свисающая кофта, не болтался ремень или шнурок и т.д.
- При работе с покупным или самодельным станком нужно приобрести защитные очки и плотные перчатки, в которых будет удобно работать.
- Проверить состояние крепёжных элементов установки, чтобы всё было закручено и ничего не болталось.
- Все заготовки необходимо расположить около станка, чтобы было удобно их брать руками.
- Обеспечить достаточную освещённость на рабочем месте.
- Рабочее место должно быть расчищено и иметь свободный проход в радиусе одного метра.
- Станина должна быть заземлена, если присутствует электрический привод.
- Если вы работаете с электричеством, строго-настрого, на рабочем месте должен присутствовать резиновый коврик.
- Недопустимо совать в станок различные материалы, не предназначенные для данных работ.
Когда эти правила соблюдены, вы можете не переживать за вашу безопасность.
Видео
Обзор механического листогибочного станка
Листогибочный станок – делаем ручной листогиб своими руками
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла 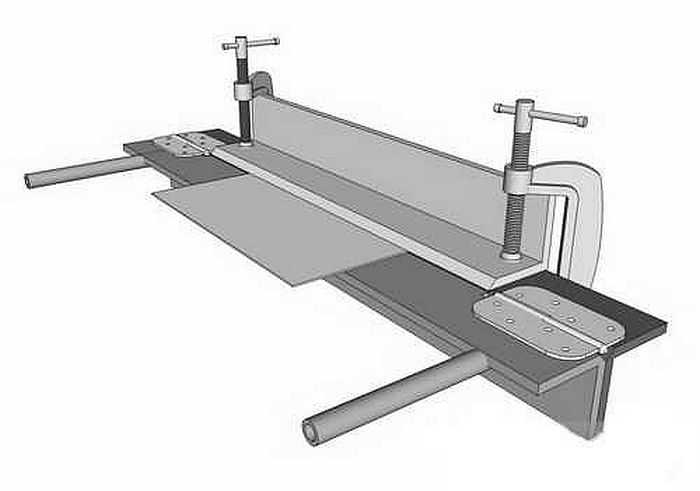
- Гидравлические машины, в которых листовой металл сгибается до формы матрицы путем удара. Матрица может быть прямой или изогнутой. Это оборудование профессиональное и применяется на предприятиях средней и большой мощности.
- Роликовые или валковые листогибы. В них лист металла не сгибается по прямой а закругляется. С помощью этого оборудования можно сделать самому трубы или другие подобные изделия.
Для получения радиального изгиба металлического листа 
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Чертеж гибочного станка для листового металла 
Листогиб — проекция сбоку 
Другая модель 
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
Вырезаем выемки под петли 
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.

Такие укосины 
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины. Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовления 
В данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону. Из-за этого крепление петли получается не самым удобным, но сделать можно.
Особенности - На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).

Прижимная планка 
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается так 
Прижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
Под отверстие ставят пружину, затем — болт 
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб 
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.





