Ошибки при пайке полипропиленовых труб
С первого взгляда может показаться, что в сварке труб из полипропилена нет ничего особо сложного: нагреть, соединить, охладить и готово. Однако по опыту можно с уверенностью сказать, что в этом процессе существует множество нюансов, влияющих на качество скрепления фитингов и труб. Игнорирование этих фактов приводит к массе недоработок, вызывающих протекание труб, закупорку и другие проблемы. Некоторые ошибки можно обнаружить только через некоторое время после начала функционирования трубопровода, когда найти установщиков-дилетантов уже почти невозможно.
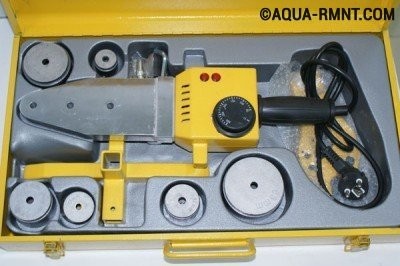
Для сваривания полипропиленовых фитингов и труб чаще всего используют технологию термической полифузии. Её смысл заключается в том, что свариваемые части нагреваются до необходимой температуры и максимально быстро соединяются. Для нагревания конструкции применяют специальный прибор, называемый в народе «паяльником». Процесс пайки труб из пластика затрачивает достаточно много времени и сил.

Некоторые изготовители нагревателей для сваривания труб из пластика устанавливают на одно оборудование сразу несколько нагревательных элементов, особенно это характерно для бюджетных моделей турецкого и китайского производства. Для каждого из них установлен отдельный тумблер, а мощности подобного оборудования хватает для фитингов и труб определенного размера. Не стоит включать сразу два нагревательных элемента вместе, чтобы не перегреть пластик, не расходовать лишнее электричество и не перегружать сеть. Второй нагреватель лучше использовать в качестве запасного, включаемого в случае поломки первого.
Если оборудование для пайки труб оснащено двумя нагревательными приборами, их можно использовать одновременно в самом начале работы, чтобы быстрее разогреть систему. Затем один из них необходимо выключить.
Разогретый материал полимерных труб сохраняет пластичность очень короткий промежуток времени. В эти мгновения необходимо соединить части и зафиксировать соединения, вместе с этим устраняя перекосы. Только по окончании момента фиксации, когда материал потерял эластичность, соединенные трубы можно положить на поверхность.
Наилучшей температурой для нагревания труб из полипропилена считается показатель, равный 260 градусам Цельсия. Во время нагрева необходимо достаточно сильно нагреть конструкцию, чтобы полученное соединение было надежным. При этом трубу противопоказано перегревать, так как она может потерять форму. Для этого нужно контролировать время нагрева. В зависимости от размера труб оно должно составлять:
- 8-9 секунд для труб шириной 20 миллиметров;
- 9-10 секунд для труб шириной 25 миллиметров;
- 10-12 секунд для труб шириной 32 миллиметра и так далее;
Если изделие не будет разогрето до необходимой температуры, соединение получится слишком слабым и со временем начнет протекать. Перегрев трубы может привести к снижению её проходимости и появлению оплывов.

Существуют модели нагревательного оборудования для сваривания полимерных труб с рукояткой для регулировки температуры или без нее. Возможность изменять степень нагрева прибора была встроена скорее из соображений маркетинга, нежели продиктована необходимостью на практике. Профессионалы рекомендуют устанавливать температуру на уровне 260 градусов Цельсия и не менять её в дальнейшем, ориентируясь по времени нагрева. Поэтому старые виды «паяльников», не имеющие регулятора температуры нагрева, также вполне подойдут для качественной сварки труб из полипропилена.
После того, как трубы нагреты и соединены, их нужно правильно остудить. Для завершения фазы скрепления потребуется столько же времени, сколько и для прогревания. Неопытные монтажеры зачастую слишком спешат, заканчивают процесс раньше необходимого на несколько секунд, что приводит к деформации соединения. Не стоит думать о том, что для работы с полипропиленовыми трубами потребуется секундомер. На начальной стадии можно считать вслух, а опытные специалисты рассчитывают время разогрева и остывания «на глаз», без дополнительных приборов.
Количество возможных ошибок, которые можно допустить при сварке труб из полипропилена, довольно большое. Однако, зачастую это:
- Наличие грязи в местах скрепления частей конструкции.
- Небольшое количество воды, попавшее в систему вовремя сварки.
- Длительное позиционирование элементов трубы.
- Использование некачественного или неподходящего материала.
- Несоблюдение инструкций по монтажу и т.д.
Избежать подобных ошибок довольно просто, если при пайке придерживаться осторожности, аккуратности и иметь достаточный опыт в данных работах.
Ошибка, связанная с водой и грязью на соединяемых изделиях
Профессиональный установщик обязательно протирает все скрепляемые детали перед началом работ, чтобы удалить загрязнения на поверхности. Следует также тщательно вымыть пол в помещении, где производится сварка, ведь трубы кладутся на пол, а на них снова может попасть грязь. При демонтаже сломанной трубы зачастую можно найти четкий след от грязи по всей длине соединения.
Остаток жидкости в трубе может стать роковым для соединения. Несколько капель во время нагревания превращаются в пар, материал деформируется и теряет надежность. Чтобы удалить жидкость из трубы, необходимо набить в неё измятый хлебный мякиш или затолкать обычную соль. После окончания работ трубу нужно тщательно промыть. Соединение, выполненное с такими недоработками, может оставаться надежным даже во время опрессовки, но спустя некоторый период времени (нередко даже целый год) течь в любом случае появится. Данная ошибка встречается при пайке стабилизированных труб, если фольга была удалена небрежно с промежуточного слоя. Даже крошечный кусочек фольги в месте скрепления отдельных частей значительно ухудшит качество монтажа.
Чистыми должны быть не только изделия, но и паяльник. Мастеру нужно своевременно удалять частички расплавленного полипропилена с нагревательных элементов оборудования, иначе они могут попасть на следующий участок конструкции.
Ошибка, связанная с неправильным позиционированием
После того, как две нагретые части конструкции были соединены, у мастера есть всего несколько мгновений, чтобы правильно расположить их относительно друг друга. Чем меньше будет затрачено времени на этот процесс, тем лучше. Если запас времени был исчерпан, деформацию нельзя будет изменить и прочность системы значительно снизится.
Неопытные монтажеры зачастую пытаются сразу удалить оплывы, которые появились во время пайки. Это нельзя делать, потому что не остывшее до конца соединение в этот период можно легко деформировать. Удалять оплывы нужно только после полного остывания соединения. А лучше всего не перегревать трубу, чтобы оплывы не появлялись.

Ошибка, связанная с неправильным выбором материала
Если для обустройства системы были выбраны бюджетные трубы из полипропилена низкого качества, даже самый качественный монтаж не сможет защитить владельцев здания от поломок. Фитинги и трубы лучше всего покупать у одной и той же известной компании, выбирать надежного поставщика и тому подобных. Помните – скупой платит дважды.
Еще одна проблема из этой категории – попытка скрепить две качественные трубы от разных производителей. Химический состав двух изделий может быть разным, поэтому такие трубы будут вести себя по-разному при нагреве. Добиться надежного соединения практически невозможно при таких условиях.
Ошибка, связанная с несоблюдением правил установки
Низкое качество пайки труб из полипропилена зачастую вызвано различными ошибками во время соединения труб и фитингов. К примеру, если трубы была введена в фитинг не полностью, между внутренним упором фитинга и ее краем может образоваться зазор. В результате появится место, где толщина стенки меньше, а внутренний диаметр больше, чем это планировалось. Расчетное давление функционирования для такого участка будет слишком низким, рабочие нагрузки могут стать здесь чрезмерными, что приведет к образованию протечки.
Недопустимо применение слишком больших усилий при введении разогретой поверхности трубы в фитинг. В таком случае внутри может образоваться оплыв больших размеров. Это приведет к снижению проходимости трубопровода, чем это было раньше, что негативно скажется на эффективности системы.

Нередко причиной нарушений может стать человеческая халатность или лень. К примеру, поврежденный в процессе сварки труб фитинг необходимо сразу заменить на новый. Если нужной детали не оказалось под рукой, монтажеры-дилетанты могут просто впаять фитинг встык с трубой. Некоторое время такое соединение продержится, но затем проблему протечки придется решать.
Полезные советы
Чтобы работы была произведена качественно и вовремя, есть смысл придерживаться следующих инструкций, которые помогут при работе:
- Трубы и соединительные детали должны быть произведены одной из той же компаний. В этом случае нельзя экономить и приобретать бюджетные фитинги и дорогие трубы или наоборот. Это очень важно, так как температура плавления у изделий может оказаться разной, что чревато для надежности готовой системы;
- Паяльник должен нагреваться до температуры 260 градусов Цельсия, при этом нельзя повышать температуру элемента для экономии времени. Пара минут времени «не сделают погоды», а вот вероятность повреждения материала увеличится;
- Соединительные элементы нужно обезжирить и тщательно отчистить от загрязнений. Даже малейшие части грязи могут нарушить качество крепления;
- Перед началом пайки и монтажа при отсутствии опыта в подобных работах лучше сперва попрактиковаться на отрезках трубы, чтобы «набить руку» и понять, сколько усилий нужно прилагать. Недостаточное или слишком большое усилие является одной из самых распространенных ошибок;
- Если вы хотите соорудить качественную систему, нельзя экономить. Не стоит приобретать дешевые материалы, инструменты и оборудование. Качественная продукция прослужит намного дольше.
- Работу по пайке нельзя осуществлять при температуре воздуха ниже +5 градусов Цельсия. В таком случае эффективность процесса ощутимо снижается, соединения становятся хрупкими и требуют большего нагрева соединительных элементов. Это опасно излишним плавлением и деформированием изделий.
Кроме организационных проблем и ошибок при проектировке конструкции трубопровода, монтаж труб из полипропилена зависит исключительно от человеческого фактора при пайке. В наших силах повлиять и на время соединения и на температуру нагрева изделий, поэтому остается быть аккуратным и внимательным.
Разбор самых популярных ошибок при сварке полипропиленовых труб

Со стороны кажется, что в сварке полипропиленовых труб ничего особо сложного нет: нагреть, соединить, остудить — готово. Однако на практике выясняется, что в этом деле существует масса важных моментов, которые влияют на качество соединения труб и фитингов. Пренебрежение этими нюансами приводит к различным огрехам, вызывающим закупорку, протекание труб и другие проблемы. Часть ошибок обнаруживается только через несколько месяцев после начала эксплуатации трубопровода, когда горе-мастеров уже и след простыл.
Немного о процессе пайки
Для сваривания труб и фитингов из полипропилена чаще всего используют метод термической полифузии. Суть его состоит в том, чтобы нагреть свариваемые части до определенной температуры и быстро их соединить. Для разогрева частей используют специальный прибор, именуемый в народе «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
Некоторые производители нагревателей для пайки пластиковых труб устанавливают на один прибор сразу два нагревательных элемента. (Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них предусмотрен отдельный включатель, и мощности каждого такого элемента хватает для разогрева труб и фитингов конкретного диаметра. Не следует использовать два нагревательных элемента одновременно, чтобы не перегревать пластик, не перегружать сеть и не расходовать лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый в случае поломки первого.
Если прибор для сварки оснащен двумя нагревательными контурами, их можно включать одновременно в начале работы, чтобы быстрее разогреть инструмент. Затем один из контуров следует отключить.
Применение прибора для сварки труб из полипропилена особых навыков не требует. Однако начинающим монтажникам следует немного потренироваться перед началом работы
Разогретый материал труб на некоторое (очень короткое) время сохраняет пластичность. В эти секунды нужно соединить элементы и зафиксировать соединение, одновременно устраняя перекосы. Только по окончании фазы «фиксации», когда материал утратит эластичность, можно положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых труб считается температура в 260 градусов. В процессе нагрева необходимо прогреть материал трубы достаточно сильно, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следует следить за временем нагрева. В зависимости от диаметра труб оно может составлять:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т.п.
Если труба не разогрета до необходимой температуры, соединение будет слишком слабым, со временем там образуется протечка. Перегрев трубы может привести к появлению оплывов и снижению ее проходимости.

В таблице указано расчетное время сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов для пайки полипропиленовых труб с рукояткой регулировки температуры или без нее. Возможность варьировать температуру была продиктована скорее маркетинговыми соображениями изготовителя, чем практической необходимостью. Профессионалы рекомендуют выставить температуру правильно (260 градусов) и в дальнейшем ее не изменять, ориентируясь на время нагрева. Поэтому старые модели «паяльников», в которых отсутствует регулятор температуры нагрева, вполне пригодны для качественной сварки полипропиленовых труб.
Трубы прогреты и соединены, теперь важно правильно их остудить. Для завершения фазы «фиксации» необходимо столько же времени, сколько и для нагрева. Неопытные мастера слишком спешат, прекращают процесс раньше этих немногих секунд, что вызывает деформацию соединения. Не стоит думать, что для работы с трубами из полипропилена непременно необходим секундомер. Опытные мастера время разогрева-остывания рассчитывают автоматически, без всяких приборов.
Спектр ошибок, совершаемых при сварке полипропиленовых труб, довольно обширен. Чаще всего это:
- Загрязнения в месте соединения элементов
- Небольшое количество воды, попавшее на материал в процессе сварки
- Длительное позиционирование частей трубы
- Использование неподходящего или некачественного материал
- Несоблюдение правил монтажа и т. п.
Избежать этих ошибок не сложно, если при сварке соблюдается аккуратность, осторожность и высокий профессиональный уровень исполнителей.
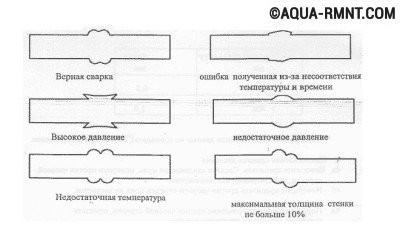
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленовых труб встык. Чтобы избежать таких ошибок, необходимо соблюдать технологию монтажа
Ошибка #1 — грязь и вода на соединяемых элементах
Профессиональный монтажник обязательно протирает все свариваемые части перед началом работ, чтобы удалить возможные загрязнения. Следует также обратить внимание на состояние пола в помещении, где выполняется сварка, поскольку трубы кладутся на пол, и на них снова попадает грязь. При демонтаже неисправной трубы нередко можно найти четкую полосу грязи по всей длине соединения.
Остаток воды в трубе может стать фатальным для соединения. Несколько капель в процессе нагревания превращаются в пар, материал деформируется и теряет прочность. Чтобы удалить из трубы воду достаточно набить ее солью или затолкать внутрь измятый хлебный мякиш. По окончании работ трубу, разумеется, следует тщательно промыть. Соединение с такими огрехами может оставаться стабильным даже при опрессовке, однако спустя некоторое время (иногда может пройти целый год) течь обязательно появится. Подобная ошибка встречается при сварке стабилизированных труб, если фольга с промежуточного слоя удалена небрежно. Даже небольшой кусочек фольги в месте соединения существенно ухудшит качество монтажа.
Чистыми должны быть не только трубы, но и паяльник. Мастеру следует своевременно удалять частички расплавленного полипропилена со всех элементов своего инструмента, иначе они попадут на следующую трубу.
Ошибка #2 — неправильное позиционирование
После того, как две разогретые части трубы соединены, у мастера есть всего несколько секунд, чтобы поставить их правильно относительно друг друга. Чем меньше будет этот период, тем лучше. Если лимит времени превышен, деформация становится необратимой и прочность соединения снижается.
Неопытные мастера иногда пытаются сразу же удалить оплывы, появившиеся в процессе сварки. Не стоит этого делать, поскольку неостывшее соединение в этот момент можно легко деформировать. Удалять оплывы следует после остывания соединения. А еще лучше не перегревать трубу, тогда оплывы просто не появятся.
Ошибка #3 — неправильно подобранный материал
Если для монтажа выбраны недорогие полипропиленовые трубы низкого качества, даже самый искусный монтаж не защитит владельцев дома от поломок. Трубы и фитинги лучше всего приобретать у одного и того же надежного поставщика, выбирать хорошую фирму и т. п. Скупой платит дважды.
Еще одна проблема такого рода — попытка соединить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому и вести себя при нагреве такие трубы будут по-разному. При таких условиях добиться надежного соединения практически невозможно.

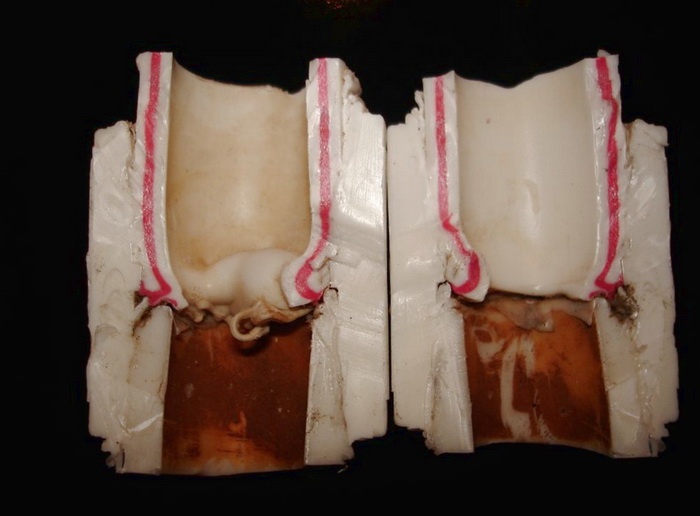
Наглядный результат неправильной пайки полипропиленовых труб в разрезе. Использование некачественного материала и несоблюдение времени фазы «фиксации» привело к деформации соединения
Ошибка #4 — пренебрежение правилами монтажа
Низкое качество сварки полипропиленовых труб бывает вызвано различными ошибками во время соединения фитинга и трубы. Например, если труба введена в фитинг не до конца, между ее краем и внутренним упором фитинга образуется зазор. В результате появляется место, где внутренний диаметр больше, а толщина стенки меньше, чем запланировано. Расчетное давление эксплуатации для такого участка будет недостаточно высоким, обычные нагрузки могут оказаться здесь чрезмерными, что приведет к появлению протечки.
Недопустимо также применение чрезмерного усилия при введении разогретого края трубы в фитинг. В этом случае внутри может образоваться значительный по размерам оплыв. В результате проходимость трубопровода будет ниже, чем расчетные показатели, что негативно скажется на работе трубопровода.
Читайте также нашу следующую статью, в которой представлена инструкция по монтажу системы отопления с использованием полипропиленовых труб: https://aqua-rmnt.com/otoplenie/documents/montazh-otopleniya-iz-polipropilenovyx-trub.html
Иногда причиной нарушений становится обычная человеческая лень или халатность. Например, поврежденный в процессе пайки труб фитинг непременно нужно заменить новым. Если необходимой детали под рукой не оказалось, нерадивые мастера просто запаивают фитинг встык с трубой. Какое-то время такое соединение продержится, но со временем проблему протечки придется все же решать.
После раскроя заготовок внутренние и внешние края среза необходимо тщательно зачистить шабером. Конечно же, при отсутствии должного инструмента можно воспользоваться и подручными средствами, например, ножовкой по металлу, однако при её использовании полипропилен будет неминуемо плавиться. На заготовках надо будет снимать фаски, а это потребует дополнительной траты времени и сил.
Напоследок хочу напомнить о том, что львиная доля дефектов появляется после сварки, проведённой на весу. Исключение составляют разве что случаи, возникающие на особо трудных, криволинейных участках магистрали, или при завершении монтажа отдельной ветки. Паяльный (сварочный) аппарат должен иметь подставку, достаточно устойчивую для того, чтобы агрегат не опрокидывался во время работы.
Пайка полипропиленовых труб частые ошибки
Возможность собирать трубопроводы самостоятельно — несомненный плюс полипропиленовых изделий. Используя удобный и легкий материал, можно быстро своими руками соорудить канализацию, починить и модернизировать водопровод. Главное знать, как производятся соединения. Согласитесь, это немаловажная часть работы, отвечающая за беспроблемную эксплуатацию.
Мы предлагаем вам подробно изложенную информацию о том, как производится пайка полипропиленовых труб. Предложенные нами сведения помогут соорудить безотказно действующие коммуникации.
У нас вы найдете пошаговое описание способов соединения ПП труб пайкой и перечисление технических нюансов. Для наглядного восприятия статья дополнена графическими приложениями и видео-руководством.
- Специфика пайки труб из полипропилена
- Общее описание технологии
- Паяльные машины для сварки труб
- Процедура сварки полипропилена
- Соединение труб пайкой с армированием
- Влияние ошибок на качество сварки
- Выводы и полезное видео по теме
Специфика пайки труб из полипропилена
Процесс пайки осуществляется благодаря выраженным термопластичным свойствам материала. Полипропилен размягчается при нагреве – приобретает состояние, подобное пластилину.
Общее описание технологии
Возвращение материала в условия нормального температурного фона способствует отвердению его структуры до нормального состояния. Эти свойства стали основной технологии пайки, которая на техническом языке называется – полифузная сварка.

На практике применяются две методики стыковки свариваемых деталей:
- Муфтовая.
- Прямая.
Первая техника сварки показывает, как можно паять полипропиленовые трубы, используя для этого фасонную деталь – муфту или трубу большего внешнего диаметра. Обычно таким способом выполняется пайка пластиковых труб, диаметр которых не превышает 63 мм.
Принцип сварки двух деталей, в данном случае, построен на расплавлении части трубы по внешней окружности и части муфты по внутренней области. Затем обе детали плотно стыкуются.

Второй способ — прямого контакта, основан на том же принципе расплавления небольших участков пластиковых труб с последующей их стыковкой. Но в этом варианте стыковыми элементами выступают две трубы одинаковых диаметров, и стыкуется они торцевыми поверхностями. Этот, на первый взгляд, несложный метод пайки полипропилена требует высокой точности обработки участков стыка и точной установки двух деталей по осям в процессе их спайки.

Наряду с обозначенными «горячими» технологиями практикуется также методика «холодной» спайки. Здесь в качестве активного паяльного компонента используется специальный растворитель, способный размягчать структуру полипропилена. Однако высоким уровнем популярности подобная методика не отличается.
Паяльные машины для сварки труб
Как муфтовая, так и прямая методика требует паять пластиковые трубы специальными сварочными аппаратами. Конструктивно паяльная техника представляет собой нечто подобное электрическому утюгу. Основа приборов – массивный металлический нагревательный элемент, на поверхность которого устанавливаются съёмные насадки – металлические болванки разных диаметров.

Под выполнение стыковой сварки конструкции паяльных аппаратов отличаются повышенной сложностью. Обычно в составе такой техники имеется не только нагревательный элемент, но также система центровки свариваемых деталей. Как правило, аппаратура прямой сварки, как и сама технология, редко применяются в бытовой сфере. Приоритет использования здесь – промышленная сфера.

Кроме паяльников, мастеру также потребуются:
- ножницы для полипропилена (труборез);
- рулетка строительная;
- угольник слесарный;
- шейвер (для труб с армированием);
- маркер (карандаш);
- средство обезжиривания поверхностей.
Так как работы производятся на высокотемпературном оборудовании, обязательно следует надевать на руки плотные рабочие перчатки.
Процедура сварки полипропилена
Важное предостережение! Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.

Первым делом необходимо подготовиться к работе:
- На плато нагревателя установить болванки нужного диаметра.
- Регулятор температуры паяльника установить на 260ºС.
- Подготовить сопрягаемые детали (разметить, снять фаску, обезжирить).
- Включить паяльную станцию.
- Дождаться набора рабочей температуры (включения зелёного индикатора).
Сопрягаемые детали (труба — муфта) одновременно насадить на болванки паяльной станции. При этом полипропиленовая труба насаживается во внутреннюю область одной болванки, а муфта (или раструб фасонной детали) на внешнюю поверхность другой болванки.
Обычно концы трубы вставляют по границе размеченной ранее линии, а муфта насаживается до упора. Выдерживая полипропиленовые детали на разогретых болванках, следует помнить о важном нюансе технологии – времени выдержки.

При условии недостаточной выдержки по времени есть риск получить низкую степень диффузии материала, что скажется на качестве спая. Если по времени плавления перебор, это приводит к деформации структуры детали и также не гарантирует качественной спайки. Рекомендуется пользоваться таблицей, где указывается оптимальное значение времени для труб с разными техническими параметрами.
Таблица времени пайки полипропиленовых труб
| Условный диаметр трубы, мм | Время нагрева для оптимальной диффузии, сек | Время на спайку деталей, сек | Время на охлаждение деталей, мин |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
После выдержки деталей на болванках в течение оптимального периода времени, их снимают и быстро стыкуют нагретыми частями. Процедуру стыковки необходимо выполнить чётко, быстро (по времени в таблице), при соблюдении соосности спаиваемых деталей. Допускается производить незначительную корректировку по осям (в течение 1-2 сек), но проворачивать детали, одну относительно другой, недопустимо.

Следует отметить: обозначенное время пайки любых полипропиленовых труб может корректироваться в зависимости от условий производства работ и показателей материала. К примеру, если монтаж выполняется при минусовых температурах окружающей среды, естественным образом указанные нормы увеличиваются до 50% от номинала. Для каждых, отдельно взятых нестандартных условий, время нагрева подбирают методом пробной спайки.
Соединение труб пайкой с армированием
Рассмотрим, как правильно паять армированные полипропиленовые трубы. Здесь обязательным является съём защитного материала. Присутствие армированного слоя (алюминиевой фольги) в структуре трубы требует дополнительного нагрева. Но это не главное.
Обычно такие изделия имеют увеличенный диаметр и не подходят к стандартным насадкам паяльника. Их требуется зачистить перед процессом пайки. Исключение составляют трубы, армированные стекловолокном. Они спаиваются стандартно.
Учитывая разнообразие технологий армирования полипропиленовых труб, применяются различные методы обработки перед пайкой. Традиционно для зачистки используют швейер.

Такое название имеет специальное приспособление в виде металлической втулки с ножами. Швейер надевают на концевую часть трубы, подлежащую пайке, и вращательными движениями вокруг оси трубы счищают армированный слой до чистого пластика.
Если армированный слой располагается в средней части стенки пластиковой трубы, здесь для обработки разумнее применить другой инструмент – торцеватель пластиковых труб.

Приспособление мало чем отличается от швейера, за исключением размещения и конструкции режущих элементов. После обработки торцевателем концевая часть трубы выравнивается по торцу, плюс на глубину 2 мм по всей окружности вырезается часть армированного слоя. Такая обработка позволяет выполнить пайку без дефектов.
Влияние ошибок на качество сварки
Неспешные, тщательно обдуманные действия – гарантия от ошибок, которые могут свести на нет всю работу. Учитывать следует все мелочи технологии пайки и не отходить от них ни на шаг.
Распространённые ошибки, в результате которых появляются бракованные узлы монтируемой сети водопровода из пропилена:
- Не выполнена очистка поверхности трубы от жировой пленки.
- Угол среза сопрягаемых деталей отличается от значения 90º.
- Неплотная посадка конца трубы внутрь фитинга.
- Недостаточный или завышенный прогрев спаиваемых деталей.
- Неполное снятие армированного слоя с трубы.
- Корректировка положения деталей после схватывания полимера.
Иногда на материалах высокого качества чрезмерный прогрев не даёт видимых внешних дефектов. Однако при этом отмечается деформация внутренняя, когда расплавленный полипропилен закрывает внутренний проход трубы. В дальнейшем такой узел утрачивает работоспособность – быстро засоряется и блокирует ход воды.

Если угол среза торцевых частей отличается от 90º, в момент стыковки деталей торцы труб ложатся в скошенной плоскости. Образуется несоосность деталей, которая становится заметной, когда уже смонтирована линия длиной в несколько метров. Нередко по этой причине приходится переделывать весь узел заново. Особенно при условии прокладки труб в штробах.
Некачественное обезжиривание сочленяемых поверхностей способствует образованию «островков отторжения». В таких точках полифузное сваривание не происходит совсем или происходит частично. Какое-то время трубы с подобным дефектом работают, но в любой момент может образоваться порыв. Также частыми являются ошибки, связанные с неплотной посадкой трубы внутрь фитинга.

Аналогичный результат показывают соединения, сделанные с неполной очисткой армирующего слоя. Как правило, труба с армированием ставится на линиях высокого давления. Остаточная алюминиевая фольга создаёт в области пайки зону неконтакта. Эта зона часто становится каналом, через который вода выдавливается наружу.
Грубейшая ошибка – попытка коррекции спаиваемых элементов с прокруткой вокруг оси относительно друг друга. Подобные действия резко снижают эффект полифузной сварки. Тем не менее, в отдельных точках спайка образуется, и получается так называемая «прихватка». При небольшом усилии на разрыв «прихватка» держит соединение. Однако стоит только поместить соединение под давление, спайка тут же развалится.
Выводы и полезное видео по теме
У профессионалов всегда есть, чему поучиться. Как работать с полипропиленом, можно увидеть в следующем видеоролике:
Монтировать трубопроводы из полимеров посредством их пайки «на горячую» — удобная и популярная методика. Она успешно применяется в условиях монтажа коммуникаций, в том числе на бытовом уровне. Причём воспользоваться этим методом сварки могут люди без наработанного опыта. Главное, правильно понять технологию и обеспечить в точности её исполнение. А технологическое оборудование можно купить недорого или взять в аренду.
7 ошибок пайки полипропиленовых труб с плачевными последствиями
Полипропиленовые трубы — востребованный материал для коммуникаций. Изделия используются для отопления и водоснабжения. Полипропилен, в виду своей доступной цены, завоевал сердца миллионов тех, кто не хочет сильно тратится. Если не тратишься на трубы, то и на рабочую силу не обращаешь должного внимания. Это побудило рынок сдвинуться в сторону большого количества мало обученных специалистов, которые не особо знают правила сварки полипропиленовых труб. В этой статье поговорим с вами о ключевых ошибках пайки ппр труб своими руками и обсудим, чем каждая ошибка может для вас кончиться.
Раньше применялись металлические трубы. Системы ремонтировались путем сварки. Такие сварщики и слесари были профильными специалистами. Могли обеспечить качественный ремонт. Отвечали за результат. Предоставляли гарантии.
Сейчас по-другому. Монтажом занимаются любители. Халтурщики без соответствующего образования и профессиональной подготовки. Даже мастер-специалист устанавливает трубы не по правилам. Из лени и экономии времени.
Ниже разберем семь грубейших нарушений пайки, допускаемые большинством профи и любителей. И советы, которые помогут смонтировать систему с полипропиленовыми трубами грамотно своими руками.
Посмотрите так же видеоверсию статьи с подробными примерами:
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.

Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).

Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Когда стык перегревается, труба сужается. Не превышайте оптимальное время пайки трубы. Средняя рекомендуемая температура — 250-260 градусов.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).

Вот так выглядит соединение перегретой полипропиленовой трубы после «пайки»
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.

Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Пайка, сварка полипропиленовых труб без ошибок, — как добиться лучшего результата
Для многих, кто не специализируется на монтаже отопительно-водопроводных сетей, станет открытием тот факт, что сварка полипропиленовых труб является самым ненадежным видом монтажа. А видные специалисты обходят трубы из полипропилена дальними дорогами, предпочитая им металлопластик и др., примерно также, как отдают предпочтение завсегдатаи пивной свежему пиву, а не прокисшему квасу.
И казалось-бы, с чего вдруг такое, ведь, известно, что паяют пластиковые трубы все, после чего водопроводы и отопительные магистрали, служат исправно, вроде-бы….
Как же сделать трубопровод из полипропилена путем полифузной сварки так, чтобы не случилось то, чего опасаются сведущие специалисты….
А что собственно может произойти?
Что происходит при сварке полипропилена
Ответ, как свариваются трубы с фитингами, находится в названии паяльника-утюга (народное прозвище сварочного аппарата для пластика). Его называю полифузом, из-за способности создавать диффузию вещества, т.е. проникновение, смешивание молекул.
Расплавленные слои на одной и другой детали, после их стыковки смешиваются, образовывается единый для обоих соединяемых деталей условный слой. Качество материала в этом слое не должно, в теории, отличаться от исходного вещества.
Но что-то не так, в этой, казалось-бы, безупречной технологии…

Какие полипропиленовые трубы годятся
Потребителей интересует практический вопрос, — какие полипропиленовые трубы применить для сборки водопровода, а какие для отопления, или горячего водоснабжения.
Все просто, сейчас о нас позаботились, чтобы не возникало сложностей. Имеются на витринах трубы из полипропилена в основном под маркировкой PN20 и PN25. Первые годятся для холодного водоснабжения, вторые для «цивилизованного» отопления и ГВС.
Здесь, цивилизация обозначает скорее недопустимость перегрева более 80 град С. Т.е. применение с автоматизированными котлами. У твердотопливных бывает всякое… Поэтому некоторый участок подачи от такого котла делают из металла, затем стаят армированную алюминием магистраль, затем уже полипропилен…
Сейчас отличить трубы для отопления PN25 весьма просто – они с четко видимым слоем армировки из стекловолокна, может быть различного цвета, например, красного…
Какой паяльник применить
Для любительской пайки своими руками сгодится незамысловатый, недорогой паяльник мощностью от 800 Вт. Но самый дешевый лучше не покупать, там скорее всего слишком много будет недочетов, и он, наверное, быстро перегорит, развалится например, отломается ручка!

Как паять (сваривать)
Лучше один раз увидеть.
Важно не перегревать детали и не слишком большое усилие к ним прилагать. А также должны быть сделаны отметки глубины на трубах, на которую можно их заводить в фитинги.
Что могут сказать специалисты о теории недочетов с практической точки зрения
Чаще всего при пайке труб из полипропилена нарушается температурный режим. Рекомендованная температура 260 — 270 градусов. Но как ее определить?
Это является наибольшей сложностью.

Т.е. регулятор температуры паяльника даже европейские производители сами не могут назвать таким, который точно задает температуру. Что тогда говорить о китайских приборах или кооперативных?
Далее — в каких направлениях ошибаются монтажники, выполняя чудесную сборку…
Перегрев и излишние усилия на соединении
Происходит следующее — перегрев соединяемых деталей, излишне большие усилия к соединяемым деталям, прокручивание при соединении. В результате внутреннее сечение деталей заужается из-за наплывов выдавленного материала. Снаружи соединение подозрений не вызывает.

Недостаточный нагрев деталей
Недостаточный разогрев не обеспечит качественной диффузии. Соединение может дать течь, если не сразу, то в процессе эксплуатации.
Самое интересное, что под воздействием скачков давление, последовательных тепловых расширений, вибрации, происходит постепенное разрушение общего некачественного слоя сплавленных деталей.

Отчего могут возникнуть нарушения в готовом изделии…
-
Разворот уже соединенных деталей на нужный угол — наиболее типичная ситуация работы «спустя рукава» или неопытными руками.
Банальный перегрев почему то… Собственно градусника и нет никогда. Заплавление пропускного сечения.
Работник просто торопится, паяльник не успевает прогреться. Или отключается электричество, чего не замечают…
Соединение разогретого конца трубы с холодной стороной фитинга. В спешке бывает и такое.
Выполнение работ при температуре воздуха ниже 5 градусов С.
Перед началом пайки алюминиевая фольга должна быть удалена с торца трубы, т.е. выполняется торцевание трубы. Не редко, торцевание не делается, происходит расслоение трубы, коррозия алюминия, выход соединения со строя.
Почему не доверяют полипропилену
Ответ на поверхности, — потому что нельзя проконтролировать качество соединения. С виду все соединения нормальные.
Невозможно дать точную гарантию клиенту на этот трубопровод.
Не обеспечивается контроль со стороны специалиста за качеством работы монтажника, так как ничего нельзя сказать о действительном качестве.
Так сваривать или выбросить?
Но стоит ли принимать подобное слишком близко к сердцу домашнему мастеру?
Для многих гораздо важнее, что полипропилен стоит копейки, его можно всегда дешево переделать, если он на виду.
Миллионы фрагментов трубопроводных сетей из полипропилена, сваренных подобным образом, радуют потребителей по всему миру, есть очень большой шанс оказаться в рядах этих счастливцев…
Распространённые ошибки при сварке полипропиленовых труб
Полипропиленовые трубы широко применяются в процессе обустройства водоснабжения и отопления домов и квартир. Без сварки ППР труб при этом не обойтись. Сайт RMNT собрал наиболее распространённые ошибки, которые допускаются неопытными сварщиками при соединении полипропиленовых труб.
- Ошибка первая — не очистить трубы перед сваркой
- Видео по теме:

В статье о том, как провести водопровод внутри частного дома своими руками портал Rmnt.ru писал, какой набор инструментов потребуется для этого. Один из важнейших помощников — паяльник для ППР труб, он же сварочный аппарат. Кажется, что соединить полипропиленовые трубы проще, чем металлические. На самом деле, есть свои нюансы, специальная технология. Если её нарушить, водопровод или система отопления долго не прослужат.
Ошибка первая — не очистить трубы перед сваркой
Процесс обустройства систем водоснабжения и отопления чаще всего происходит в помещении, где активно идёт ремонт. Вокруг строительный мусор, цемент, штукатурка, краска… Всё это оказывается на трубах. Перед тем, как приступить к сварке, необходимо:
- Тщательно протереть трубы слегка влажной тряпкой;
- Просушить;
- Обезжирить.
Только потом можно пользоваться паяльником. В противном случае оставшиеся пыль и мусор могут привести к тому, что стык получится некачественным, существенно увеличивается вероятность протечки в будущем.

Ошибка вторая — не выдержать нужное время нагрева
У каждого сварочного аппарата для ППР труб есть инструкция. И производитель указывает, как долго нужно нагревать трубы для качественного соединения. Но инструкции часто вообще не читают, а время засекают на глазок. Между тем в процессе сварки важна каждая секунда. Нужно строго соблюдать инструкции, используя паяльник для полипропиленовых труб! Недогрев приводит к расстыковке соединений, то есть к протечкам.

Ошибка третья — перегрев труб
Противоположная ситуация — сварщик передержал трубы в паяльнике, думал, что так будет надёжней. В итоге получается только хуже! Если недогрев можно исправить, вновь соединив трубы, то перегретые части остаётся только выбросить, они оказываются безнадёжно испорченными.
- Ставить сварочный аппарат на его максимальную температуру;
- Слишком долго держать трубу в аппарате.
Утюг паяльника в таком случае просто расплавит материал, труба сузится и окажется непригодна для использования.
Важно! Рекомендуемая температура для сварки ППР труб — +250–260°C. Трубы диаметром 20 миллиметров нужно держать в аппарате 4 секунды, 25-миллиметровые — 6 секунд, 32-миллиметровые — 8 секунд, 40-миллиметровые — 12 секунд.

Ошибка четвёртая — сразу отпустить место стыка труб
Так делать нельзя! Нужно подождать, пока нагретые трубы остынут и место соединения надёжно скрепится. Хотя бы несколько секунд нужно крепко держать соединение руками, не отпуская сразу.

Ошибка пятая — крутить трубу во время пайки
Производители сварочных аппаратов для ПРР труб настоятельно не рекомендуют делать это. Немного откорректировать трубу можно, но не крутить во все стороны! Утюг паяльника может повредить структуру трубы, пластик деформируется. Ещё перед пайкой нужно отрегулировать детали и в процессе уже не поворачивать.

Ошибка шестая — разнородные трубы
Бывает, что не хватило деталей и владелец дома докупает первые попавшиеся фитинги и трубы. Часто от другого производителя, другого цвета. Это не такая уж страшная ошибка, если всё остальное сделать правильно. Однако, проблемы возможны из-за разного состава полипропилена, разницы в толщине стенок труб. Кроме того, стыки труб разного цвета выглядят не эстетично, а владелец лишается гарантии производителя.

Ошибка седьмая — пайка в холодном помещении
Для того, чтобы сварка полипропиленовых труб была качественной, в комнате должно быть минимум +5°C. Это указывают все производители сварочных аппаратов. Специалисты же считают оптимальной температуру не меньше +10°C. Подвергать ППР трубы деформации можно при температуре от +15°C. Поэтому помещение, где проводятся работы, нужно предварительно прогреть. И дать самим трубам возможность полежать в тепле, не начинать работать с деталями, только что занесёнными с мороза.
Видео по теме:
Ремонт унитаза своими руками: полное руководство

Поломка сантехники случается в каждой квартире, такую неисправность нужно ликвидировать быстро, ведь есть риск затопления соседей снизу. К счастью конструкция унитаза настолько проста, что справиться с проблемой можно самостоятельно, не вызывая бригаду аварийной службы. Как же починить унитаз своими руками? Рассмотрим причины наиболее частых поломок и шаги по их устранению.
Устройство унитаза
Чтобы правильно найти неисправность и выполнить ремонт, нужно изучить устройство и схему работы унитаза, определить заменяемые детали и узлы.
- чаша фиксируется к полу или стене, сверху крепятся сиденье и крышка, которая закрывается механически или с помощью микролифта;
- вода из чаши уходит в выпускную трубу, которая соединяется с канализацией специальной манжетой;
- бачок, заполняется водой для промыва чаши и может крепиться как на подставку сверху чаши (компакт), так и прятаться в стену.
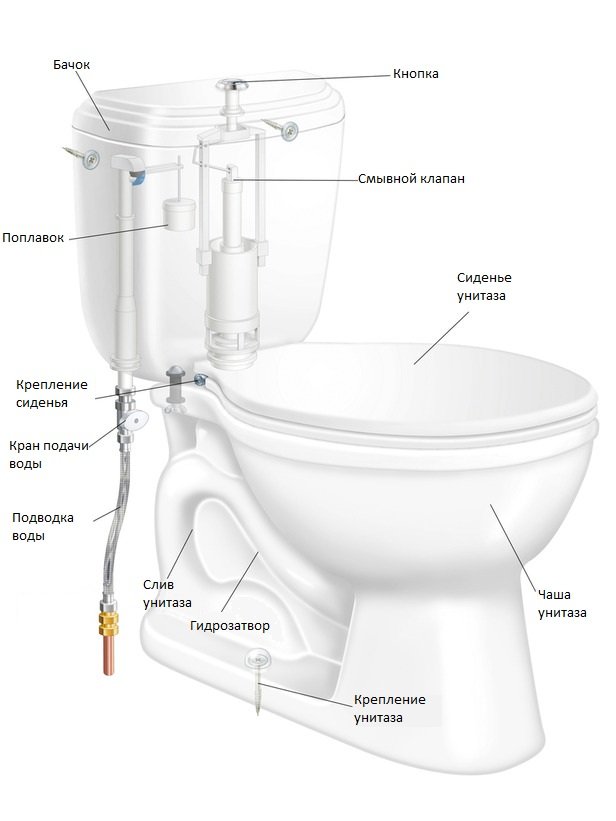
Перед тем как приступить к ремонту, рекомендуется изучить схему унитаза
Установленная в сливном бачке фурнитура может быть расположена в двух местах:
- гибкий шланг подсоединяется сбоку;
- подвод воды осуществляется снизу.
Фурнитура бачка состоит из следующих деталей:
- спусковой механизм, приводится в действие одной или двумя кнопками слива, которые выпускают 3 или 6 л вытекающей воды и позволяют регулировать расход;
- впускной клапан, через который происходит наполнение бачка, поплавок соединён с запирающим клапаном, он перекрывает воду при достижении верхнего уровня;
- резиновые уплотнители, которые обеспечивают полную герметичность системы.
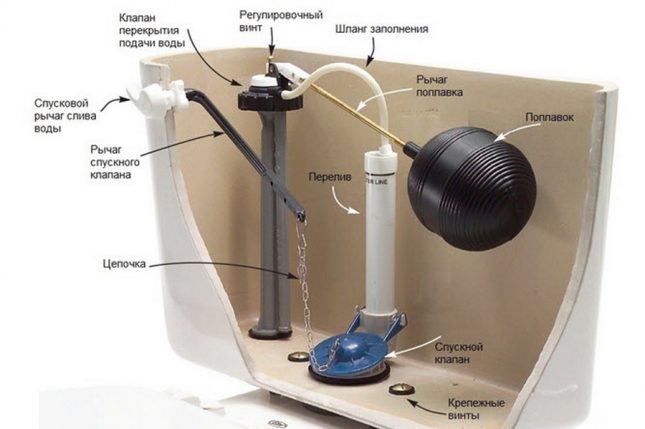
Сливной бачок состоит из нескольких элементов
К полу или стене унитаз крепится болтами, инсталлируется на специальный каркас, встроенный в стену. В этом случае вода поступает в чашу из бачка по соединительной трубе. Сливной бак спрятан в стену, а для свободного доступа при необходимости делается фальш-панель или дверца, замаскированная под общую отделку. Снаружи видны только кнопки или рычаги для слива.
Ремонт унитаза своими руками: практическое руководство
С устранением неполадок чаши и сливного механизма лучше не затягивать, а перед работой необходимо перекрыть воду, повернув впускной вентиль, подготовить необходимые материалы и инструменты:
- рожковые ключи;
- отвёртка;
- фумлента;
- силиконовый герметик;
- плоскогубцы или пассатижи.
Наиболее частые поломки унитаза:
- протечка воды, шум, постоянный слив;
- не набирается вода в бачок;
- не работает запорная арматура;
- поломка микролифта;
- не работают кнопки слива;
- кнопки нажимаются, но смыв не происходит.
Эти неполадки легко устранить, заменив комплектующие, которые сломались, важно сделать правильную диагностику.
Неисправности с бачком
Крышка бачка сделана из керамики или санфаянса, она хрупкая и тяжёлая. Для предварительного осмотра нужно осторожно снять крышку, чтобы выявить неисправные детали. Если вода постоянно набирается в бачок, то менять нужно изношенный впускной клапан. Если в чашу всё время потихоньку вытекает вода, причина в неисправности сливной арматуры, которая срабатывает самопроизвольно.
Если вообще не набирается вода, то, возможно, забился впускной шланг или соединительный патрубок. Причина протечек кроется в износе уплотнительных прокладок и нарушении герметичности.
Регулировка объёма воды
Уровень воды в бачке, при достижении которого включается запирающий клапан, определяется и регулируется с помощью специального поплавкового датчика, который можно выставить и настроить по желанию. В советские времена поплавок держался на толстой проволоке, которую можно было просто согнуть, чтобы воды набиралось меньше.

Регурировать объём воды в бачке можно с помощью поплавкового датчика
В современных моделях поплавок регулируется с помощью винта или двигается по направляющим вниз.

Отрегулировать объём воды можно сдвинув специальный ограничитель вверх или вниз
Если унитаз куплен недавно, то, скорее всего, вода подведена снизу, в таких моделях впускной мембранный клапан находится внутри специальной трубки в бачке. Отрегулировать объём воды можно, передвинув переливную трубку, которая находится в середине механизма. Для этого сначала её поднимают на самый верх и дождавшись набора полного бачка устанавливают на высоту примерно 0,5 см над уровнем воды.

В современных унитазах достаточно передвинуть переливную трубку, чтобы увеличить или уменьшить объём воды в бачке
Не набирается вода в бачок
Устранение этой неполадки займёт меньше часа, сначала наберите в ведро воды из крана и вылейте в чашу.
Вот порядок работы:
-
Перекрыть впускной вентиль, открутить кнопку, снять крышку бака, отсоединить шланг и осмотреть. Он может забиваться из-за низкого качества водопроводной воды, ржавчины.

Обязательно перекройте воду перед тем, как приступить к ремонту

Проверьте запорную армаруту, при необходимости замените её
Постоянный ток воды
Обратная проблема, когда вода постоянно течёт в бачок, требует замены сливного клапана, если он протекает. Возможно, произошёл перекос поплавка, тут нужно просто вернуть поплавок в рабочее положение. Купить новый клапан можно в магазине сантехники, стоит он в пределах 300 рублей. Последовательность действий при замене сливного клапана:
-
Перекрыть впускной вентиль, выкрутить кнопки слива и открыть крышку и слить воду из бачка.

Кнопку просто открутить без инструментов

Снимите фиксаторы и клапаны
Если напор в водопроводе очень сильный, то даже при исправных деталях будет незначительная течь.
Шум при наполнении бачка
Проблема повышенного уровня шума или посторонних звуков, например, писка, свиста или плеска, журчания, обусловлена возможным отсоединением внутренней трубки подачи воды, для решения этой поломки нужно снова подсоединить трубку к штуцеру. Также причиной может быть засорение фильтра, особенно если свист сопровождается медленным набором воды в бак. Порядок очистки фильтра:
-
Перекрыть воду, снять кнопки и крышку бачка.

Снимите крышку с бачка

Промойте чистой водой все детали
Устранение внутренней и внешней течи
Эта проблема самая опасная, в лучшем случае она грозит огромными расходами на коммунальные услуги, а в худшем — затоплением соседей и своей квартиры. Если вода течёт на пол, то действовать надо быстро. Самые уязвимые места — это соединения, в которых нарушена герметичность.
В компактах бачок устанавливается сверху чаши, между ними прокладка из резины. Со временем прокладка разрушается и возникает течь, причиной может стать и изначально некачественная установка конструкции.
- Выключить вентиль, подводящий воду к баку, слить и высушить бачок тряпкой.
- Ключом открутить шланг подачи от патрубка.
- Выкрутить винты крепления бачка на полочке унитаза.

Аккуратно снимите бачок

Течь может возникнуть и в месте соединения выпускной манжеты с канализационной трубой, причина в неправильной установке унитаза, подвижном креплении, которое разрушает герметичный слой или в износе уплотнительного элемента. В этом случае нужно сделать качественное крепление унитаза к полу и заменить прокладку. Дополнительно промазать соединение силиконовым герметиком.

При появлении течи, проверьте все соединения
Если вода перетекает через верх бачка, то проблема в приоткрытом запорном клапане. Решается она регулировкой поплавка или заменой запорного механизма.
Устранение проблем с кнопками
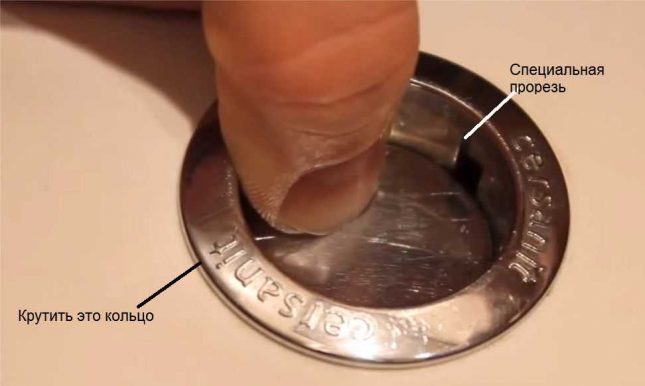
Кнопки крепятся специальными тягами к рычагу запорного механизма, при нажатии спускной клапан поднимается, и сливное отверстие открывается, происходит спуск воды. При возникновении неисправности в работе кнопок они либо проваливаются при нажатии, либо залипают и не спускают воду. Найти запасные детали по отдельности будет довольно сложно, поэтому лучшим выходом станет замена всего кнопочного механизма.
-
Снять декоративное кольцо на крышке унитаза или выкрутить его, убрать крышку, отсоединить кнопочный механизм от сливного клапана.
Кнопки могут западать

Кнопочный механизм продаётся в сборе
Ремонт (замена) микролифта
Микролифт плавно опускает сиденье и крышку унитаза, без лишнего шума и риска сколов и трещин. Работает микролифт по принципу дверного доводчика, устройство может быть предельно простым, так и с датчиками присутствия и дистанционным управлением. Шарнирный механизм с пружиной и штоком может разбираться, а поршневой с цилиндрами — неразборный. К поломке может привести некорректное применение или износ от длительного использования, чаще всего микролифт ломается при резком захлопывании крышки «по привычке», в этом случае крышка либо падает, либо закрывается рывками.

В комплекте с крышкой унитаза есть специальные крепления
При серьёзной поломке лучше поменять всю крышку с сиденьем и лифтом:
- Капнуть немного технического масла на болты в случае их закоксованности. Открутить, а если резьба сильно засорилась, то срезать ножовкой по металлу.
- Установить новое сиденье, сопоставить отверстия с пазами в полочке, всунуть крепёжные элементы.
- Отрегулировать положение крышки, подвигав его вперёд и назад, затянуть гайки с осторожностью, чтобы не повредить резьбу болтов.

Положение крышки можно регурировать
Самый простой сбой, который можно устранить своими руками — протяжный скрипящий звук при движении крышки означает, что нужно нанести смазку на подвижные элементы механизма.
Если сломались крепёжные болты, то их надо заменить:
- Открутить гайки, которые фиксируют болты с тыльной стороны и крепят заднюю часть крышки унитаза с микролифтом.
- Снять неисправные и установить новые болты, собрать систему в обратной последовательности, гайки накручивать осторожно, можно подложить мягкие резиновые шайбы.

Неисправный механизм легко заменить самостоятельно
Подтянуть разболтавшиеся опоры можно так:
- Снять декоративные колпачки на ножках крепления.
- Открыть крышку и сиденье и осторожно приподнять вверх, снять с креплений.
- Передвинуть крепления в нужное положение и подтянуть гайки или винты, механизм доводчика трогать не надо, затем установить крышку на место.
Замена запорной арматуры
Вышедший из строя запорный механизм рекомендуется менять полностью, стоит он немного, надо лишь выбрать идентичный в магазине.
-
Перед установкой необходимо выставить запорный клапан по высоте, сравнив его с поломанным. Если высота стержня достаточная, тогда и кнопка слива будет работать исправно. По бокам расположены две направляющие планки с делениями, их надо опустить или поднять на желаемую высоту.

Если в запорной арматуре вышел из строя одна деталь, то нужно менять полностью механизм
Конструкция унитаза несложная, большинство неисправностей можно ликвидировать самостоятельно, а запчасти стоят недорого. В эксклюзивных моделях используются неразборные механизмы, ремонт таких унитазов с дополнительными опциями лучше доверить специалистам.





