TIG-сварка черных металлов: выбор присадочного материала, режимы сварки, технология процесса
Дуговая сварка неплавящимся электродом в среде защитного газа получила название TIG и нашла широкое применение как средство соединения цветных металлов, склонных к оксидированию на открытом воздухе. Тем не менее этот метод может эффективно использоваться и для сварки черных металлов.
Преимущества и недостатки TIG-сварки черных металлов
По сравнению с обычной электродуговой сваркой метод обладает такими достоинствами:
- возможность качественного сваривания разнородных материалов (например, углеродистой стали с нержавеющей);
- малая зона прогрева и, как следствие, снижение вероятности прожига тонкого металла и отсутствие термических деформаций;
- возможность выполнения длинных непрерывных швов при постоянной подаче присадочной проволоки;
- предотвращение попадания воздуха и загрязнений в сварочную ванну;
- низкие требования к качеству присадочного материала;
- отсутствие необходимости в обработке готового шва;
- высокая скорость сваривания;
- аккуратность шва;
- простота обучения работе.
Недостатков у сварки неплавящимся электродом в защитной среде не так уж и много. Прежде всего, это необходимость тщательной обработки стыка перед проведением работ, иначе велик риск образования полостей в шве, чем особенно грешат высокоуглеродистые стали. Также нужно учитывать, что конструкция горелки делает неудобным ведение электрода под острым углом, а после розжига дуги вне стыка остается след, который необходимо удалять механически.
Кроме того, может быть затруднена работа на открытом воздухе – ветер будет выдувать защитный газ, а это приведет к его перерасходу.
Технология TIG-сварки
Сварка проводится вольфрамовым или вольфрамсодержащим электродом, который закрепляется в контактной трубке сварочной головки. Помимо электрического контакта со сварочным трансформатором, головка соединяется гибким шлангом с газонагнетательной системой, содержащей инертный газ. Процесс сваривания начинается с подачи газа, за которой следует поджиг дуги и поступление присадочной проволоки в сварочную ванну.
Перед тем как приступать к выбору расходных материалов и расчету параметров сварки, нужно понять, какой металл вы собираетесь варить. Наиболее распространены четыре варианта:
- Низкоуглеродистые стали (до 0,25%) – относятся к хорошо свариваемым материалам. Для предотвращения хрупкости шва рекомендуется предварительный прогрев заготовок в печи до 150-200℃.
- Среднеуглеродистые стали (0,25-0,45%) – трудно свариваемые. Требуют обязательного прогрева до 150-400℃ (зависит от конкретной марки стали), а также последующей термообработки в виде отжига или отпуска.
- Легированные и высокоуглеродистые стали (более 0,45%) – ограниченно свариваемые. Эти металлы относятся к конструкционным, а потому не рекомендуются к сварке. Допускается соединение заготовок, не несущих существенных нагрузок, при условии их защиты от резких перепадов температуры.
- Чугуны (более 2,41%) – требуют особого режима сварки с предварительным прогревом, предпочтительна работа плавящимся, а не вольфрамовым электродом. Соединения, выполненные методом TIG, не должны испытывать значительных механических нагрузок.
Для снижения температурного воздействия на околошовные зоны используются охладительные радиаторы из меди или других теплопроводных металлов.
Выбор и подготовка вольфрамовых электродов
Использование вольфрама в качестве основного материала электродов для TIG-сварки оправдано крайне высокой температурой его плавления (около 3380℃). Содержание этого металла в электроде обычно составляет 97,0-99,5%, остальное приходится на долю легирующих материалов. Они же задают классификацию изделий:
- Оксид тория – электроды переменного тока, стойкие к перегрузкам. Важно учитывать, что пыль таких изделий (выделяется при заточке, а иногда и при использовании) опасна для здоровья.
- Оксид церия – электроды переменного тока для сварки тонких и хрупких заготовок, позволяют легко и быстро поджигать дугу.
- Оксид лантана – электроды способны работать как с постоянным, так и с переменным током. Рекомендуются для кратковременных циклов и относительного малого ампеража, очень долговечны.
- Оксид циркония – электроды переменного тока со стабильной дугой, способствуют самоочистке сварочной ванны.
- Оксид иттрия – электроды постоянного тока, крайне долговечны, рекомендуются для ответственных соединений.
Диаметр электрода выбирается в соответствии с толщиной свариваемых заготовок. Условно эту зависимость можно представить в таком виде:
| Толщина заготовки, мм | Диаметр электрода, мм |
| 0,5 | 1,0 |
| 1,0 | 1,6 |
| 2,0 | 2,0 |
| 3,0 | 3,0 |
| 4,0 | 3,0-4,0 |
| 5,0 | 3,0-5,0 |
| более 5 | 3,0-6,0 |
Длина заточки электрода зависит от требуемых величин глубины и ширины шва, обычно она составляет 50-200% диаметра. «Острие» притупляется до 5-10% диаметра – это обеспечивает стабильное горение дуги.
Как выбрать присадочный материал
Для аргонодуговой сварки неплавящимся электродом используют присадочные прутки и проволоки без флюсовых оболочек, так как роль защиты сварочной ванны играет инертный газ. При этом материал может включать щелочные, щелочноземельные и цветные металлы для снижения пористости шва, сдерживания разбрызгивания, защиты прутков от коррозии и др. Широкое распространение получили такие модели присадок:
- Св.-08Г2С – стальной пруток с содержанием кремния и марганца, используется для сварки низко- и среднеуглеродистых сталей, в том числе для конструкций, работающих под нагрузкой;
- ER 70S-6 – импортный омедненный пруток для сталей с любым содержанием углерода, не требует зачистки перед подачей в сварочную ванну;
- ER-308 (и его отечественные аналоги: СВ-06Х19Н9Т, СВ-01Х19Н9, СВ-04Х19Н9) – стойкий к химическим средам пруток для сварки нержавеющих сталей, предотвращает развитие межкристалльной коррозии, включает кремний и марганец;
- ER-316 и Св-04Х19Н11М3 – прутки для сварки хром-никель-молибденовых сталей с высоким пределом текучести и низким показателем относительного удлинения.
Толщина присадочного материала зависит от толщины свариваемых заготовок, способа обработки их кромок и выбранной силы тока.
 Примерная стоимость проволоки для сварки ER 70S-6 на Яндекс.маркет
Примерная стоимость проволоки для сварки ER 70S-6 на Яндекс.маркет
Для сваривания листовой стали толщиной менее 1 мм используются 1,0-миллиметровые прутки, заготовкам толщиной 1,0-2,5 мм соответствуют прутки диаметром 1,6 мм, скорость их подачи составляет 0,3 м/мин. Толстолистовые заготовки сваривают с использованием прутков диаметром 2,0-4,0 мм.
Режимы аргонодуговой сварки листовой стали неплавящимся электродом
При сварке методом TIG крайне важно правильно выбрать значение силы тока. Если она будет недостаточной, дуга начнет блуждать, а от чрезмерно высоких значений начнет плавиться электрод. В большинстве случаев верной будет такая зависимость силы сварочного тока от диаметра электрода:
| Диаметр электрода, мм | Сила постоянного тока, А | Сила переменного тока, А |
| 1,0 | 10-70 | 10-15 |
| 1,6 | 40-130 | 30-90 |
| 2,0 | 65-160 | 50-100 |
| 3,0 | 140-180 | 100-160 |
| 4,0 | 250-340 | 140-220 |
| 5,0 | 300-400 | 200-280 |
| 6,0 | 350-450 | 250-300 |
Напряжение дуги зависит от ее длины. Для получения наиболее равномерных и аккуратных швов необходима низковольтная дуга, то есть стабильная и как можно более короткая. Оптимальная длина – 1,5-3,0 мм, что соответствует напряжению в 11-14 В.
Поджиг дуги может производиться как классическим контактным, так и бесконтактным способом. Последний предполагает генерирование высокочастотного импульса сварочным аппаратом и необходим в том случае, когда короткое замыкание вольфрамового электрода на поверхность заготовки может нарушить ее свойства, например, при сварке коррозионностойких и легированных сталей.
Как происходит процесс сварки
Перед тем как приступать к TIG-сварке листового черного металла, поверхности стыка защищают механическим инструментом и обезжиривают. В случае необходимости проводится разделывание кромок, а также прогрев заготовок до температуры около 200℃. Дальнейший алгоритм включает такие операции:
- Обеспечение подачи защитного газа в зону стыка.
- Поджиг дуги в начале шва контактным или бесконтактным методом.
- Ведение электрода под прямым углом к оси заготовок или лучше с уклоном в 10-15° назад с одновременной подачей присадочного прутка под углом 45° к электроду.
- Одно- или многопроходная проварка шва стабильной непрерывной дугой длиной 1,5-3,0 мм.
- Обрыв дуги и прекращение подачи защитного газа через 15-30 секунд.
В случае необходимости проводится защита шва от быстрого остывания или последующая термообработка сваренных заготовок. С поверхности шва механически удаляются шлаки и другие загрязнения.
Присадочная проволока для сварки аргоном
Время чтения: 5 минут
Применение аргона в сварочных работах получило широкое распространение. И это не удивительно: готовые швы отличаются хорошими эксплуатационными свойствами, они эстетичные и долговечные. Для выполнения работ применяется специальный присадочный материал — металлическая проволока.

В этой статье мы подробно расскажем, что собой представляет присадочная проволока для сварки аргоном, какие существуют разновидности и как применять ее в своей работе.
Общая информация
Присадочный материал (она же присадка) — это проволока малого сечения, изготовленная из металла или искусственного полимера. Длина сварочной проволоки настолько велика, что присадочный материал продается в катушках и измеряется в килограммах. На данный момент существует столько же видов присадочной проволоки, сколько существует металлов и полимеров.
Сварочная проволока для работы с металлами относится к отдельному классу. Она используется в связке с автоматическим или полуавтоматическим оборудованием. Из сварочной проволоки не только изготавливают присадочный материал, но и делают электроды.
Проволока для аргонной сварки заменяет электроды и помогает сформировать равномерный шов. Присадка служит проводником сварочного тока, тем самым позволяет возбудить дугу и поддерживать ее стабильное горение. Также проволока плавится вместе с металлом и смешивается с ним, улучшая физико-химические свойства шва.

Проволока может быть изготовлена из любого металла. Поскольку при сварке должна использоваться проволока с тем же составом, что у детали. Так, к примеру, алюминиевая проволока используется исключительно для работы с деталями из алюминия. В магазинах она также встречается под названием присадочные прутки для аргонодуговой сварки алюминия и его сплавов.
Если проволока изготовлена из антикоррозийной стали, значит она предназначена для сварки нержавейки. И так по аналогии с остальными металлами. Конечно, это очень обобщенные параметры выбора проволоки. Но подробнее о выборе мы поговорим далее.
Выбор проволоки
Новички, приходя в магазин, сталкиваются с простой проблемой: выбор проволоки очень большой. Множество производителей, марок, диаметров. Как выбрать среди такого богатого ассортимента?
Для начала определитесь с типом ваших работ. Вам нужна проволока для изготовления или сварки металлов? А может быть для пайки пластмассы? Ответ на эти вопросы уже упростит вам задачу.
Допустим, вы определились, что собираетесь варить металл аргоном, и вам нужна сварочная проволока. Здесь нужно узнать, с каким металлом будете работать. И важно знать не просто тип (сталь, медь, алюминий и т.д.), а конкретную марку металла. У одной только стали десятки марок и разновидностей.
После того, как вы узнаете марку металла, можно подбирать проволоку со схожими характеристиками.
Что касается диаметра, то его нужно подбирать исходя из толщины металла. Чем толще металл, тем больше диаметр проволоки. И зачастую диаметр равен толщине, т.е. для сварки металла толщиной 3 мм зачастую используется проволока диаметром 3 мм.
Производитель не так важен. Важны условия хранения и транспортировки этой самой проволоки на прилавок магазина. Конечно, вы не сможете узнать наверняка, соблюдались ли условия в конкретном магазине. Поэтому покупайте проволоку в более-менее проверенных местах, возможно у официальных представителей какого-нибудь производителя. В большинстве случаев они соблюдают правила при хранении и перевозке продукции.
Применение
Недостаточно просто выбрать присадочный материал, важно понимать саму технологию сварки в среде аргона, чтобы работа соответствовала стандартам качества. Как не трудно догадаться из названия технологии, этот метод сварки предполагает формирование шва с применением газа аргона. В работе используется присадочная проволока и электрод. Он может быть неплавящимся и плавящимся. Мы расскажем о сварке неплавящимся электродом, поскольку такая разновидность применяется чаще всего.
Для такой сварки применяется автоматическое или полуавтоматическое оборудование. Сварочная проволока заправляется в подающий механизм и в заданном режиме подается в зону сварки. Дуга образуется между металлом и электродом, образуя ту самую сварочную зону. Одновременно подается струя аргона, защищающая электрод и металл от окисления.

Используйте специальную горелку для аргонной сварки и установите на сварочном аппарате постоянный ток прямой полярности. Если вы хотите варить на переменном токе, то нужно использовать осциллятор. Но данный метод нерационален и оправдан только при сварке труб небольшого диаметра и с тонкими стенками.
Также возможна ручная сварка аргоном, когда сварщик в одной руке держит горелку, а в другой проволоку. Проволоку он сам подает в сварочную зону и сам следит за ее расходом.
Вместо заключения
Вот и все, что вам нужно знать о присадочном материале для сварки аргоном. При выборе учитывайте состав металла, с которым будете работать. Поскольку проволока должна быть изготовлена из тех же материалов, что и деталь. Присадочная проволока можно использоваться как для смешивания с основным металлом в процессе плавления, так и для формирования соединения только за счет плавления проволоки.
А вы когда-нибудь применяли технологию сварки аргоном? Если да, то какую проволоку вы использовали? С какими трудностями столкнулись в процессе сварки? Расскажите о своем опыте в комментариях ниже. Возможно, вы поможете новичкам понять, в чем причина их ошибок. Желаем удачи в работе!
Процесс сварки в аргоновой среде с использованием присадочной проволоки
Присадочная сварочная проволока и ее особенности
Проволока – это металлическое изделие, которое имеет малое сечение. Причем оно настолько мало, что несопоставимо по размерам с его длиной. Для производства проволоки применяют различные виды металлов – и черных, и цветных, и нержавеющих.

Порошковая сварочная проволока
Отдельный класс продукции – это сварочная. Ее применяют для проведения автоматической и полуавтоматической сварки. Из нее изготавливают электроды, прутки и прочие изделия, применяемые при сварке деталей ручным и автоматическим способом.
По сути, она заменяет собой электроды, используемые при сварочных работах. Через нее в сварочную зону подают электричество, необходимое для розжига и поддержания дуги. Кроме того, проволока принимает участие в формирование сварных швов и обеспечивает их физико-механические параметры.
Для производства проволоки, применяемой для сварочных работ, используют различные типы металла. При этом может измениться сфера использования готовой проволоки. Например, при производстве сварочной проволоки может быть использован алюминий. Ее можно использовать для работы со сплавами на основании магния, алюминия и ряда других. Если проволока выполнена из нержавейки, то ее применяют при сварке деталей выполненных из сталей стойких к воздействию коррозии.
При строительстве судов чаще всего применяют порошковую проволоку. Кроме того, существует омедненная проволока. Ее использование влечет за собой получение качественных швов. Не так давно, в ходу была проволока без какого-либо покрытия вообще.
Омедненная присадочная проволока
Выбирая проволоку для сварочных работ необходимо всегда помнить о том, что на рынке существует несколько типов подобной продукции. Они отличаются друг от друга не только химическим составом, но и строение, количеством легирующих компонентов.
Проволоку необходимо выбирать исходя из пометок, нанесенных на ее поверхность или на упаковку. Пометки, говорят потребителю о физико-технических параметрах проволоки и области ее применения.
Например, в ГОСТ 2246-70, это документ, который нормирует технические условия на стальную сварочную проволоку. Так, он гласит, то, что для производства этого сварочного материала допустимо использовать низкоуглеродистую сталь (Св-08АА, Св-08ГА) легированную (Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ) и высоколегированные сплавы (Св-10Х16Н25АМ6, Св-09Х16Н25М6АФ).
Кроме того, сварочную проволоку разделяют на ту, которую применяют для выполнения сварочных работ, и на ту, из которой производят электроды. Она может быть изготовлена c с медным покрытием и без него. Все тонкости, касающиеся диаметра, марки стального сплава, наличия покрытия должны оговариваться при оформлении заказа.
Что такое присадочная проволока
Присадочная проволока — это пруток из специального материала, имеющий сечение небольшого диаметра. Материалом для ее изготовления могут служить различные металлы. Отдельный вид — это присадочная проволока для аргонодуговой сварки. Она может применяться при использовании автоматических и полуавтоматических аппаратов. Прутки для аргонодуговой сварки играют роль проводников между током и дугой. Они обеспечивают легкое зажигание дуги и стабильность ее горения.
Во время сварки происходит постепенное расплавление материала проволоки и смешивание ее с основным изделием. При смешивании характеристики шва улучшаются. Поскольку присадка для аргонной сварки должна иметь тот же состав, что и основной материал, то проволока может выполняться из различных видов металла. Присадочный материал для аргонодуговой сварки не имеет дополнительного покрытия или обмазки, поскольку их функции выполняет аргон.
Общие параметры метода сварки с применением аргона
В основе аргонной сварки, как уже отмечалось, лежит создание сварочной ванны под защитой аргона. Его наличие защищает расплав от воздействия атмосферного кислорода. Технология такой сварки подразумевает использование, как минимум двух методов сварки. Для их реализации могут быть использованы плавящиеся и неплавящиеся электроды.
Сварочные технологии подразумевают два способа, в одном применяют плавящиеся электроды, в другом плавящиеся. За счет использования последних получают качественный шов с равномерной плавкой обоих заготовок. Такой способ применяют для сварки труб и соединения деталей из титана и алюминия.
Дуга разжигается между рабочим инструментом и деталями, подлежащими сварке. При сваривании деталей по аргонодуговой технологии используют инструмент (электроды) произведенные из вольфрама. Главное их достоинство заключается в их тугоплавкости. Для улучшения его эксплуатационных характеристик в состав вольфрамового сплава вводят отдельные химические соединения.
Если существует необходимость в применение дополнительного присадочного материала, то его подают в сварочную ванну сборку и это исключает контакт с электричеством подаваемом в нее.
Нюансы применения
На сегодня разработано множество методов сварки, работающих на основании различных принципов. Но сказать, что один способ лучше сказать сложно. Каждый из них обладает плюсами и минусами. Но иногда получается так, что имеет смысл использовать только один, конкретный вид сварки. Одним из таких видов является сварка порошком или порошковой проволокой.
Процесс применения присадочной проволоки
По сути, эта проволока представляет собой трубку, внутрь нее уложен флюс и порошок из металла.
В РФ выпускают проволоку преимущественно для сварных работ с черными сталями.
К материалу этого класса существуют такие требования, например, ее использование не должно создавать проблем при розжиге и сопровождении дуги. Проволока должна расплавляться равномерно и при этом не создавать большого количества искр вокруг сварочной ванны. Образующийся шлак равномерно распределяется на всей поверхности шва и по мере его остывания он должен легко отделяться.
Шов должен отвечать всем требованиям нормативной документации и на нем должно быть, ни каких дефектов – подрезов, непроваров, пор и трещин. Указанные свойства определяют возможность использования порошковой проволоки для выполнения работ. Между тем для установления некоторых свойств сварочной проволоки необходимо выполнить экспериментальную сварку. Для этого необходимо взять валик и наварить его на металлическую пластину. Сварка должна выполняться равномерно, в самом нижнем положении рабочего инструмента. В качестве сварочных режимов принимаются средние, для свариваемого металла. После проведения таких экспериментов станет ясно, когда и в каких условиях имеет смысл применять такую проволоку.
Схема сварки при использовании присадочной проволоки
Эта сварка может быть использована часто, так как обладает множеством достоинств. Так, сварка может быть невозможна потому, что направление электрода в необходимое место невозможно. Кстати, такие проблемы встают и при выполнении сварки полуавтоматом.
В этих условиях имеет смысл использовать порошковую сварку. Все дело в том, что она сочетает в себе положительные свойства обыкновенных электродов и обыкновенной сварочной проволоки.
Надо отметить, что сварка порошковой проволокой не нуждается в газе, наборе газовых рукавов и аппаратуры для подачи или создания флюса.
Преимущества
Присадочная сварочная проволока может быть классифицирована как самозащитная и газозащитная. Защиту проволоки могут обеспечивать различные виды газов. Применение сварочной проволоки позволяет получать:
- За счет высокого теплового потока электрод образует узкую область термического действия на металл.
- Необходимое воздействие на металл образующегося сварного шва за счет изменения газового состава и марки проволоки.
- Высокую производительность труда по время выполнения сварочных работ.
Самозащитная порошковая проволока
Применение сварочной проволоки предоставляет большие возможности для механизации работ.
Из явных достоинств можно назвать и то, что благодаря применению проволоки для электродуговой сварки происходит снижение основного и вспомогательного времени на выполнение работ в результате снижаются накладные расходы и происходит снижение себестоимости готовой продукции.
Присадочная проволока с полированной поверхностью
Существует два вида сварочной проволоки – с полированной и с обмедненной поверхностью. И состояние поверхности проволоки оказывает существенное влияние на качество дуги, получаемого шва, количество капель расплавленного металла и само собой на надежность сварочного оборудования.
Недостатки
Между тем нельзя не отметить и то, что использование присадочной проволоки для сварки обладает рядом недостатков, которые технологи должны учитывать при выборе метода и режимов сварки:
- Сварочный присадочный материал требует постоянной защиты и это оказывает негативное влияние на стоимость работ.
- Для хранения больших объемов материала необходимо обеспечивать строго определенные условия, которые не всегда получается использовать.
- Катушки с ней не всегда удобно использовать для работы в домашних условиях, особенно если речь идет о небольших объемах сварки.
Дополнительные флюсы для сварки
- При выполнении сварки с помощью этого изделия достаточно проблематично подобрать какой-то один универсальный диаметр и поэтому приходится держать на складе несколько типоразмеров продукции.
- Часто для повышения качества сварочных швов приходится использовать дополнительный флюс.
Применение
Правильно выбрав присадочный материал, необходимо соблюдать технологию сварки в аргоновой среде. Могут быть использованы автоматический и полуавтоматический режимы. Подача присадочной проволоки должна быть синхронной с поступлением аргона. Как правило, используется постоянное напряжение, что предполагает использование выпрямителя.
Классификация
Выбирая необходимый сварочный материал надо понимать, для каких именно работ она будет использована. Для облегчения выбора разработано несколько видов классификации. Изначально выделяют группы, касающиеся количества легирующих элементов в химическом составе проволоки, выделяют три основные группы:
- с небольшим количеством углерода;
- с небольшим количеством легирующих компонентов;
- с большим количеством легирующих составляющих.
В отдельную группу выделяют порошковую проволоку, применяемую для автоматической сварки и показывающую требуемое качество сварного соединения.
Строение присадочной проволоки
Еще один способ классификации определяет ее по материалу изготовления. В этом случае изделия разделяют по основному материалу. Для изготовлениясварочной проволоки применяют алюминий, медь, нержавейку, сталь и пр.
Для сваривания деталей из обыкновенной стали применяют следующие марки сварочного материала:
08Г1С – она состоит из материала покрытого медью, ее применяют при работе со сталями и материалами с низким содержанием легирующих элементов. В качестве защитной среды применяют углекислоту или аргоновую смесь. Ее применяют для сварки на полуавтоматическом оборудовании.
Проволока для сварки сталей
Чаще всего в магазинах приобретается присадочная проволока для газовой сварки сталей. Отметим, что данная проволока изготавливается по тем же стандартам, что и для дуговой сварки. Поэтому нет никакой разницы между проволокой для газовой и для РДС-сварки. Для рядовой сварки большинства типов сталей применяют проволоку, изготовленную из низкоуглеродистой и легированной стали. Для сварки ответственных и особо ответственных конструкций рекомендуется применять низколегированную проволоку.
Если вам необходимо добиться наилучшего качества сварных или наплавочных швов, то используйте марганцевые и кремнемарганцевые проволоки. К ним относятся марки Св-08ГС, Св-08ГА, Св-08Г2С, Св-10Г2. При использовании данных марок швы получаются прочными и надежными. Они устойчивы к механическим повреждениям.
При работе с низколегированной сталью приобретайте такую же низколегированную проволоку, но с содержанием хрома. У получаемых швов высокий предел прочности. А вот при сварке высоколегированной стали проволоку стоит подбирать с аналогичным химическим составом.
Для сварки нержавейки
Нержавеющая сталь обладает некоторыми сложностями при обработке. Для выполнения сварки подбирают такой материал, которая максимально приближена к составу заготовок. Например, 04×19Н11М3.
Проволока для сварки нержавейки
Он обладает стойкостью к коррозии. Проволоку из этого материала применяют для сваривания из деталей, в состав которых входит хром и пр. Сварку производят на автоматическом оборудовании под защитой газа.
Сварочная проволока для сварки меди, алюминия и их сплавов
Алюминиевая проволока и проволока из сплавов алюминия изготавливается по ГОСТ7871. Для сварки алюминия выбирают алюминиевую проволоку марок Св-А1, Св-АМц, Св-АК-5.
Сварочная проволока из меди и её сплавов изготавливается по ГОСТ16130. Для газовой сварки меди применяют проволоку, марок М1, МСр1 или прутки М1р и М3р. Для сварки латуни и сварки бронзы применяют проволоку, аналогичную со свариваемым материалом по химическому составу.
Разновидности проволоки для нержавейки 12х18н10т
Для сваривания деталей из нержавейки необходимо использовать аргонодуговую сварку и присадку, выполненную из такого же материала. Она может иметь разные свойства, которые могут подходить для других случаев. Из стали 12×18Н10Т производят сортовой прокат. Присадочный материал этой марки должна отвечать требованиям ГОСТ 18143-72.
Сварочная присадочная проволока нашла свое применение в машиностроительной и пищевой отраслях промышленности, на стройке и пр. Она обладает не только высокой коррозионной стойкостью, но и сопротивляемостью к воздействию химически — агрессивных сред. В ее составе содержится достаточное количество хрома, который защищает ее от ржавчины.
Для сварочных работ применяют изделия произведенные по технологии холодного вытягивания. У нее довольно низкая цена и в то же время такая обработка сохраняет все ее свойства. Такая проволока обеспечивает качество шва при обработке любого материала.
Проволока нержавеющая 12Х18Н10Т
Так, системы водоснабжения часто собирают из трубопроводной арматуры, изготовленной из этой марки стали. При сборке и ремонте оптимальным считается использование сварочной присадки марки 12Х18Н10Т.
Эта марка стали выпускается в нескольких вариантах. Для ее производства применяют технологии горячего или холодного проката. Они позволяют получать изделие диаметром от 0,2 до 6 мм. При использовании проволоки этой марки необходимо учитывать то, что она может изменять некоторые свои параметры исходя из диаметра.
Сварка деталей из нержавеющей стали – это сложный технологический процесс и если нарушать его правила, то в результате может получиться большое количество некондиционной продукции. Во избежание этого необходимо сделать правильный выбор материала проволоки. Проволока из стали 12Х18Н10Т – это специфичный продукт и вполне вероятно может не подойти для большинства видом легирующей стали. Главное правило выбора материала для сварки – идентичность химсостава. Проволока, выполненная из этой проволоки, хороша тем, что промышленность выпускает широкую номенклатуру и проблем с выбором, как правило, не встает. Кстати, при сваривании может потребоваться предварительный прогрев и плавное остывание. Подогрев выполняют с помощью газовой горелки.
Подборка присадочного материала
Так как ассортимент довольно обширный, начинающие сварщики могут столкнуться с некоторыми затруднениями. Материалы различаются производителями, марками, диаметрами. Какой сделать выбор из всего этого?
Первым делом нужно выяснить тип работы. Вы будете производить или варить металлы? Или работать с пайкой пластмассовых деталей? Найдя ответ на этот вопрос, вы уже сдвинетесь с места.
Например, вы собираетесь проводить аргоновую сварку металлов. Узнайте, какой именно металл вы собираетесь варить. При этом вам нужен не просто тип металла, а конкретная марка.
Выяснив, что у вас стальная заготовка, вы можете столкнуться ещё с десятком разных видов стали.
Когда марка станет вам известна, можно приступать к выбору материалов.
Диаметр присадки должен соответствовать толщине заготовки. Чем больше толщина детали, тем больше показатель диаметра. Часто значения диаметра проволоки и толщины металла совпадают.
Кто производитель не важно. Главное, какие были условия при хранении и перевозке присадки в магазин. Скорее всего, выяснить эту информацию на сто процентов вам не удастся.
Поэтому лучше закупаться в проверенном магазине, а если есть возможность, то идти к официальному представителю. У представителей обычно соблюдается все правила хранения и можно на счет этого не беспокоиться.
проволока для аргонодуговой сварки
Главная страница » проволока для аргонодуговой сварки
В данном разделе рассматривается проволока для аргонодуговой сварки.
Для кузнецов, кузниц, производств и частных лиц (самодельщиков, самоучек и энтузиастов).
Ниже смотрите полезную информацию для выбора.
Выбирайте марки из списка под статьей.

Проволока омедненная СВ-08Г2С-О (18 кг; 1.6 мм) КЕДР. Фото ВсеИнструменты.ру
При выполнении аргонодуговой сварки неплавящимся (вольфрамовым) электродом в качестве присадочного материала используется сварочная проволока. В зависимости от свариваемых материалов подбирается вид проволоки, обеспечивающий производство качественного шва.
Область применения, назначение
Химические элементы, входящие в состав таких материалов как нержавеющие стали, чугуны, титановые сплавы, алюминиевые сплавы и других цветных металлов при сварке активно взаимодействуют с воздухом. Естественно о качестве таких швов ничего хорошего сказать нельзя. Решить проблему соединения вышеуказанных материалов позволяет защита зоны соединения инертным газом аргон. При этом не требуется специальная обработка шва после окончания процесса.

Проволока титановая сварочная 7 мм. ВТ1-00св. Фото БВБ-Альянс
Применение аргонодуговой сварки при ремонте автомобилей дает возможность продлить срок службы ремонтируемым деталям. Сложной конфигурации изделия, изготавливаемые с ее помощью, получают товарный вид непосредственно после сварки. Обработка швов для таких деталей практически невозможна и качественное соединение – технологический способ решения проблемы.
Обозначения и маркировки
Присадочные материалы, которые используются в аргонодуговой сварке, отличаются разнообразием. На каждый из видов имеется свой стандарт, согласно которому выполняется обозначение и маркировка сварочной проволоки. Так, например:
- стальная легированная (нержавеющая) обозначается по ГОСТ 2246-79, например, легированная проволока Св-08Г2С-О (или ее аналог – ER70S-6);
- сварочная алюминиевая по ГОСТ 7871-75;
- титановая, например, ВТ1-ооСв – по ГОСТ 27265-87;
- медная (которую нередко путают с омедненной) сварочная – по ГОСТ 16130-90.
Для каждого из материалов существует свой вид сварочной проволоки, который детализируется в зависимости от марок внутри самого вида.
Для нержавеющей стали
В проволоке для нержавеющих сталей обязательно содержится хром. Кроме него в состав могут входить никель, титан, молибден и другие. Аргон является хорошей защитой, которая позволяет сохранить требуемое наличие легирующих элементов в процессе сварки. Это важный фактор, обеспечивающий сохранение коррозионной стойкости сварного шва.

Сварочная проволока СВ-10Х16Н25АМ6 для нержавеющих сталей
Для алюминия
Расходный материал при аргонодуговой сварке алюминиевых сплавов может подаваться в зону соединения вручную или с помощью механизированной подачи (автоматы, полуавтоматы). Высокая химическая активность алюминия при взаимодействии с кислородом нейтрализуется созданием оборудования, где сварка с присадкой из алюминиевой проволоки надежно защищена аргоном.

Алюминиевая проволока DEKA ER4043 0,8 мм. по 0,5 кг. в упаковке. Фото DEKA
По дуплексу
Развитие технологии выплавки сталей в металлургической промышленности приводит к созданию материалов с особыми свойствами. Дуплексные стали как раз из этой области. Они обладают высокой коррозионной стойкостью при повышенной прочности. Кроме этого, они хорошо свариваются. Однако, чтобы сохранить свои уникальные свойства после соединения материалов, эта технология должна обеспечить следующие условия:
- в качестве присадочного материала должна быть проволока, изготовленная из такого же дуплекса;
- сохранность легирующих элементов должна быть надежно выполнена с помощью инертного газа (аргона).
Популярные марки
- Св-04Х19Н11М3. Хром-никелевая, обладающая коррозионной стойкостью сварочная проволока. Предназначается для полуавтоматической сварки нержавеющих сталей на постоянном токе в среде защитного газа аргон, например: 10Х17Н13М3Т, 03Х17Н14М2 и подобных. Обладает высокой стойкостью к межкристаллитной коррозии. Используется в сварочных технологиях нефтехимической промышленности, пищевой и других отраслях машиностроения.

Нержавеющая сварочная проволока ESAB OK Autrod 2209 – 0,8mm – 5,0kg. Фото Сварочные Технологии
- Сварочная проволока Lincoln Electric LNM (ER 5356, аналог Св-АМг5). Применяется в технологии полуавтоматической сварки с защитным газом аргон для соединения алюминиевых сплавов, где содержание марганца превышает 3%.
- Проволока сварочная ESAB OK Autrod 2209. Применяется для стандартных дуплексных сталей, содержащих 22% Cr, 5% Ni, 3% Mo.
Сертификация, ГОСТ
Количество примесей в аргоне, их состав влияют на качество шва при аргонодуговой сварке. Особенно требовательна к чистоте газа сварка алюминиевых и титановых сплавов. ГОСТ 10157-79 регламентирует физико-химические показатели аргона. Объемная доля аргона первого сорта должна быть не менее 99,987%, высшего – не менее 99,993%.
Отличительные особенности, достоинства и недостатки
Для обеспечения нормального функционирования технологического процесса требуется достаточно сложное и громоздкое оборудование. Это является основным недостатком данного вида сварки. Однако возможность выполнить качественное соединение заготовок материалов, которые другими методами сварить нельзя, делает этот недостаток необходимым условием для проведения работ.

Нержавеющая проволока DEKA ER308LSi 1,6 мм. по 15 кг. Фото DEKA
Следует отметить, что расход аргона и материалов сильно зависит от материала свариваемых заготовок. Это зависит от требований к степени защиты сварочных швов. Самый большой расход аргона требуется при сварке титановых сплавов, несколько меньший – для алюминиевых. Самый маленький расход аргона потребуется для нержавеющих сталей.
Рекомендации по использованию
Поверхность сварочной проволоки, собственно как и всю околошовную зону перед сваркой требуется зачищать от оксидной пленки, масла, жира, других загрязнений и обезжиривать, например, ацетоном. Одной из причин плохого соединения металла сварного шва и основного металла является как раз плохо зачищенная поверхность.
Производители
Широкое распространение аргонодуговой сварки заставляет производителей сварочных материалов выпускать максимально большой ассортимент продукции для этого вида сварочных соединений. Самой большой номенклатурой обладают американские и европейские производители: Lincoln Electric и ESAB, а также китайская компания DEKA. Шведский концерн является также производителем обширного спектра полированной проволоки.
Где купить
Продажей проволоки разных видов, в том числе и для аргонодуговой сварки, занимаются производители и поставщики. Некоторые предприятия, предлагающие качественную и соответствующую стандартам продукцию, представлены в отдельном разделе нашего сайта.

Сварочная проволока ESAB
Расходный материал в виде сварочной проволоки широко используется в различных сварочных технологиях. Наличие этого продукта в ассортименте производителей, имеющих влияние на рынке сварочных материалов, является обязательным условием. Компания ESAB, как мировой лидер, отличается выпуском видов проволоки широкого назначения, охватывающим все возможные сферы ее применения. Сферы применения Сварочная проволока ESAB востребована в нефтегазовой, судостроительной, машиностроительной, химической и других отраслях промышленности. В.

Сварочная проволока: расход, заправка, подача
Для выполнения разовой сварочной работы в домашних условиях необходимо определиться с количеством расходного материала, который потребуется закупить в магазине. В промышленных условиях величина расхода сварочной проволоки скажется на окончательной цене производимого продукта и в конечном итоге на спрос покупателя. Особенности проволоки На расход проволоки оказывает влияние множество причин, включая человеческий фактор в контексте наличия у сварщика требуемой квалификации. Однако наиболее объективным является значение.

Производители сварочной проволоки
Проволока является расходным материалом, пользующимся сегодня высоким спросом. Поэтому многие компании: в России и за рубежом – специализируются на выпуске сварочной проволоки. Наиболее значимые производители, а также особенности их продукции, востребованные марки расходников и другая полезная для мастеров информация представлена в данном обзоре. Список стран и заводов-производителей Компании имеют в распоряжении современное оборудование, квалифицированные сотрудники предприятий используют в производстве новейшие.

Проволока ВТ1
ВТ1-00Cв – самая химически «чистая» российская марка титана. Характеризуется ультранизким содержанием примесей и газов, что определяется сферой применения – сварка титановых изделий марок ВТ1-0 и ВТ1-00. Область применения, назначение Используется в качестве присадочного материала для сварных конструкций из титановых сплавов. Характеристики Основные характеристики титановой проволоки, применяющейся в основном при аргонодуговой сварки вольфрамовым электродом: Производится из технического титана методом холодной или горячей.

Сварочная проволока: марки, маркировки, виды
Сварочные работы производятся с любыми материалами – это могут быть чугуны, стали или цветные металлы. Технологии позволяют выполнять эти работы на производительных автоматах и полуавтоматах. Обеспечивают функциональность этого оборудования расходные материалы в виде проволоки. Применение Основным назначением является использование расходного материала на полуавтоматах в атмосфере защитного газа. В тех случаях, когда применяется самозащитная проволока, сварка производится без газа. Проволока применяется как наплавочный.

Сварочная проволока ER70S
ER70S-6 – омедненная сварочная проволока высокого качества, соответствующая всем российским и мировым стандартам. Область применения, назначение Проволока омедненная (не нужно путать с медными расходными материалами) ER70S-6 используется в сварочных автоматах и полуавтоматах, этот материал производится для работ с деталями, элементами и конструкциями из низколегированной или нелегированной, конструкционной и углеродистой сталей. Широко применяется в различных отраслях промышленности: электроэнергетике, электротехнике.

Сварочная проволока СВ08Г2С
Сварочная проволока СВ08Г2С (допустимо также написание Св-08Г2С) является одной из самых распространенных марок присадочных материалов. Данную марку нередко называют универсальной, так как с её помощью выполняется сварка и наплавка. Кроме этого, она используется при изготовлении электродов. Полная информация представлена далее. Область применения, назначение Проволока СВ08Г2С используется для сварки низколегированных и углеродистых сталей, которые находят широкое применение в различных отраслях: машино-, самолето- и.
Размеры и планировка бани: паримся с комфортом
Современные загородные дома по уровню комфорта практически не уступают городским квартирам, а многие и превосходят, в том числе и по оснащению сантехническим оборудованием. Тем не менее, как и раньше, когда с гигиеническими процедурами было проблематично, так и сегодня, баня остается одним из атрибутов загородной жизни. И если бывалые знают о банях все, и даже больше, то у новичков, только начинающих осваивать загородный образ жизни, масса вопросов.

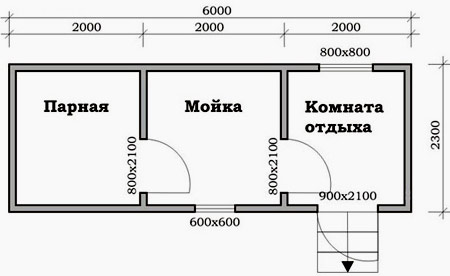
Бывалые, подскажите – какой размер бани считаете удобным? Затеял поднять баньку, ну и запнулся на этой глупости. У меня лично душа размаха просит, думаю, минимум 6х6 м и двухэтажную, с гостевой комнатой с балконом, верандой, просторной парилкой, раздельным санузлом. Жена против, говорит, участок маленький (8 соток), дом большой, сарай, детская площадка и прочие «приблуды», все битком. И максимум хочет 3х4 м и в один этаж. А я думаю мало – ни посидеть, ни помыться толком. Что скажете?

А скажем то, что задача со многими неизвестными! В своем вопросе не сказали ничего! Потому, что об этом даже и не думали! Сколько человек будет париться, какие процедуры будут проводиться, будет ли зимний режим работы бани и т. д. Глупо делать амбарных размеров и потом полдня ее топить!
Тем не менее, существуют общие правила, которых стоит придерживаться, их мы и рассмотрим.
Содержание:
- Оптимальные размеры парной
- Планировка бани
- Оптимальные размеры помещений и бани
- Как рассчитать мощность печи для бани
Оптимальные размеры парной
В свободном доступе в сети достаточно большое количество проектов и планировок бань всех масштабов, начиная от мини-домиков и заканчивая полноценными комплексами с бассейном.

Выбрать есть из чего, но, не столь проблематично и самостоятельно разработать планировку под свои «хотелки», а не заниматься подгонкой.

Гораздо разумнее взять карандаш и бумагу (или соответствующую программу) и, продумав, нарисовать ПЛАН бани, чем запихивать в общие габариты, взятые с потолка, все необходимые помещения.
Отправной точкой при проектировании бани являются габариты основного же помещения – парной, при расчете которых учитывают несколько факторов.
- Среднее количество посетителей одновременно.
- Какой будет печь.
- Режим эксплуатации.
Нормативами площадь парной, как и частной бани, в целом, не регламентируется, исключительно здравым смыслом и собственными возможностями. Но считается, что комфортные банные процедуры возможны в том случае, если на каждого находящегося в парной, отводится не менее 1 м². Опять же, если домочадцы крупные, по квадрату им явно не хватит, и лучше заложить по 1,5 или по 2 м² на посетителя.
Кроме количества парильщиков учитывают и габариты печного оборудования. Современные банные печи преимущественно компактные, но вокруг обязательно должна быть зона безопасности, размеры которой зависят от типа конструкции. Это 500 мм с каждой стороны для кирпичной (металлическая в кирпичном окладе) и 1 м для металлической печи.
Под режимом эксплуатации понимается не только интенсивность использования бани, хотя и этот фактор важен, но и предпочтения парильщиков. Если сидя три человека могут попариться и в помещении 2×1,5 м, то лежа, да еще с веничком, в трехметровой парной не поместишься, и будет уже минимум 2,4×2 м. Что касается высоты потолка, то она варьируется в пределах 2-2,5 м, оптимальной считается высота в 2,1 м. Этого значения достаточно для основной массы посетителей, с расчетом на замах веником, если среди домочадцев или друзей, которые могут нагрянуть в баньку, нет «дяди Степы».

Планировка бани
При наличии возможностей банный комплекс может включать и пару этажей, и гостевые с балконами, и бильярдные с бассейном, а за неимением оных умудряются получать удовольствие от бани и в одном помещении «на все про все». Типовая же планировка бани включает следующие помещения:
- парную;
- моечную (мыльную);
- предбанник.
Изначально на Руси обходились одним помещением, в котором и парились, и мылись, но в нынешних банях парная и моечная разделены. Это связано как с возможностью использования в парной различных режимов, так и с удобством, и с безопасностью. Современные моющие средства далеко не так безвредны, чтобы рисковать использовать их при повышенной температуре.
Габариты типичной моечной с полками и тазиками также привязаны к количеству посетителей – на одного человека от 1,5 м², то есть, моечная вполовину больше парной. Но учитывая, что сегодня многие предпочитают ополаскиваться под душевой лейкой или устанавливать душевые кабинки, это помещение можно сделать и меньше, подогнав под габариты оборудования. В этом случае будет достаточно и 1,8×1,8 м. Однако можно не значит нужно.
Влажные процедуры делаются в мыльной. Оптимально в мыльной иметь столько же лежачих мест, как и в парной, по числу парящихся! А еще лучше иметь посредине стол, на котором можно выполнять массажи и ходить вокруг! Для этого и нужна большая мыльная и тепло в ней на время процедур не помешает! Тот, кто этого не учитывает – очень много теряет! Это основная, так же как парение, часть банного процесса! Обидно, народ все растерял!


Полноценную комнату отдыха в бане могут себе позволить не все – кому-то финансы не дают «разгуляться», а у кого-то из-за габаритов участка места только на базовый минимум. В этих случаях функции комнаты отдыха выполняет предбанник, он же и раздевалка, и тамбур. Естественно, чем это помещение больше, тем комфортнее в нем можно разместиться, обустроив место под посиделки за кружечкой чего кому больше нравится. Если же отдыхать после бани планируется в доме, а у предбанника исключительно прямой функционал, достаточно ширины в 1,2 м, чтобы было удобно раздеваться.

Минимальные размеры помещений и бани
Оптимальный размер бани каждый подбирает исходя из своих предпочтений и возможностей, допустимый же минимум (речь не о комфорте, а о жесткой необходимости) можно взять из таблицы.
Количество купающихся при одновременном расположении сидя и лежа
Парная: размеры (см), площадь (м²)
Моечная: размеры (см), площадь (м²)
Предбанник: размеры (см), площадь (м²)
Баня в целом: размеры (см), площадь (м²)
Для сезонной бани и этого вполне достаточно.

Баня размером 2,20×6 м, пользуемся более пяти лет на даче в основном в теплый сезон (апрель-декабрь). Печь топится снаружи, удобно – в предбанник не натаскивается с дровами мусор, на пол при чистке поддувала не просыпается зола. В сезон выращивания урожая душем пользуемся практически ежедневно. Предбанник сравнительно небольшой, но для того, чтобы переодеться и посидеть отдохнуть после парилки его вполне хватает. Соглашусь с теми, кто считает комнату отдыха в бане излишеством – куда приятней посидеть после бани в беседке или просто под навесом. Размеры даны примерно по внутреннему периметру без учета толщины стен.
Если же говорить о комфорте в бане круглогодичного использования, к минимуму стоит прибавить несколько квадратов.

Житейский опыт – минимум для бани, это 5×4 м, можно уместить любую хотелку, а все, что меньше, уже поиск компромиссов.
Также при выборе габаритов бани учитывают и тип стенового материала – если кирпичные/блочные здания могут быть практически любыми, каркасные и деревянные «привязаны» к размерам пиломатериалов и обшивки.
Как рассчитать мощность печи для бани
Если удобство банных процедур во многом определяется габаритами помещений, то температурный режим и качество пара зависит от печи. Производители предлагают большой выбор печного оборудования, мощность которого подбирается исходя из объема парной. Но, кроме объема, необходимо учитывать и конструктив бани, так как эффективность печи напрямую зависит от качества утепления и других факторов.
- Обогрев окон и дверей: каждый м² поверхности потребляет в среднем как 1,2 м³ парной, если дверь стеклянная, как 1,5 м³. Если в парной кирпичная перегородка, на нее расходуется также, как и на 1,2 м³ помещения.
- Поглощение тепловой энергии стенами: коэффициент для неутепленного сруба – 1,5; неутепленный сруб с холодным полом – 2; с утеплением – 1; утепление с фольгированной пароизоляцией – 0,6.
Чтобы узнать оптимальную мощность банной печи, высчитывают:
- объем парной (V) – произведение длины, ширины и высоты;
- потери тепла сквозь окна и двери – площадь поверхностей (S) умножают на коэффициент 1,2 или 1,5 и суммируют;
- к значению объема парной прибавляют полученную сумму теплопотерь сквозь закрытые проемы;
- коэффициент поглощения тепла стенами (К) умножают на полученное значение.
Рассмотрим парную, площадью 2,4×2 м, с высотой потолка 2,1 м, с утеплением, без кирпичной перегородки, с окном и деревянной дверью.
- 2,4·2·2,1=10,08 м³.
- (0,5·1,2)+(1,8·1,2)=2,76.
- 10,08+2,76=12,84.
- 1·12,24=12,84.
То есть, мощность печи для такой парной должна быть не меньше 12,84 кВт, но, если баня используется круглогодично, стоит взять модель с небольшим запасом. На первый взгляд кажется, что достаточно к фактическому объему парной прибавить 20%, чтобы получить расчетный и без вычислений, но это сработает только с качественно утепленной баней. Когда речь о неутепленном срубе, на парную объемом 10,08 м³ нужна будет уже печь мощностью в 19,26 кВт. Если же мощность печи будет превышать оптимальную более чем на 20 %, пар будет слишком «тяжелым», что не добавит удовольствия от процедуры, хотя прогреваться парная будет быстрее.
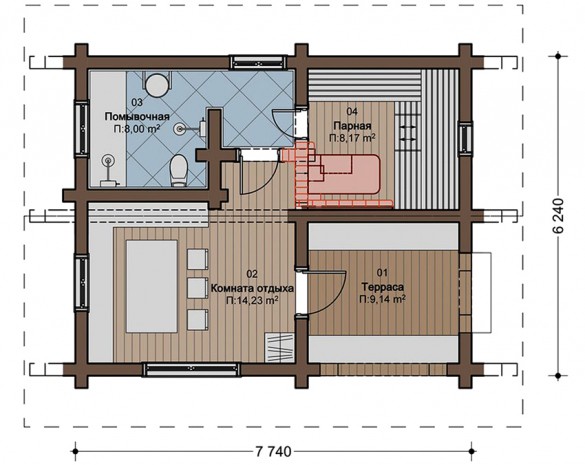
План бани: мойка и парилка раздельно, вместе, проекты планировки бань с разной площадью
 Рассмотрим вопросы, связанные с планировкой бани.
Рассмотрим вопросы, связанные с планировкой бани.
- Что следует сразу учесть
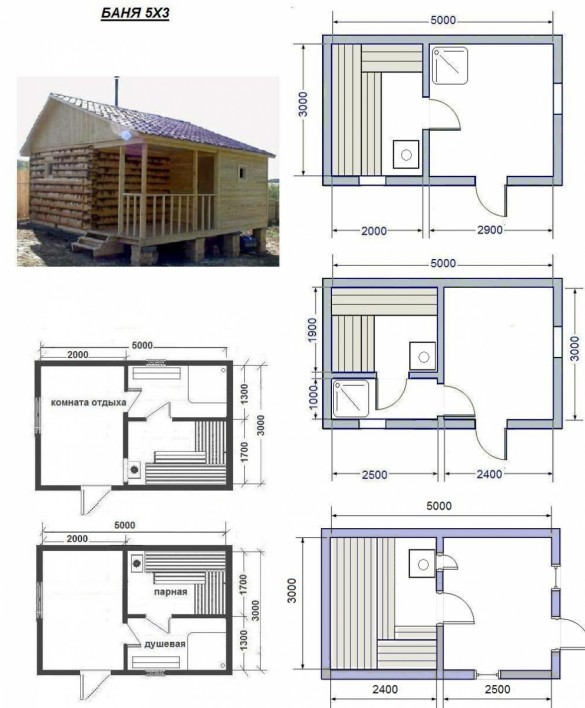
- Планировка маленькой бани с мойкой и парилкой
- 3х3, мойка и парилка вместе
- 3х4 мойка и парилка отдельно
- 3х5
- Мойка и парилка отдельно
- Мойка и парилка вместе
- Проекты бани с отдельной парилкой, мойкой, комнатой отдыха
- 4х4 мойка и парилка отдельно
- 4х5 мойка и парилка отдельно
- 5х5 мойка и парилка отдельно
- 6х3 мойка и парилка отдельно
- 4х6 мойка и парилка отдельно
- Печки для бани с раздельной топкой, мойкой, парилкой
- Полезное видео
Что следует сразу учесть
Потребности у всех разные, поэтому начинать составлять проект бани с парилкой, мойкой, комнатой отдыха, санузлом, террасой, бассейном и прочим стоит все-таки с того, как именно вы собираетесь в дальнейшем пользоваться этой баней.
Второй момент — какие климатические условия там, где будет ваша баня — есть специфика для местностей с особо суровыми зимами, например.
Третий момент — какими возможностями вы располагаете, начиная с бюджетных и заканчивая геологией участка.
И если есть определенность хотя бы по пунктам:
- количество человек;
- частота и сезонность использования;
- тип бани (русская или финская, печка железная или кирпичная);
- материал стен (бревно,брус,кирпич,блоки,каркас);
- размеры годного по геологии участка;
- допустимые затраты,
- то можно приступать к проектированию.
Мы же покажем вам варианты того, какой может быть баня при тех или иных заданных габаритах — это не единственные варианты планов, вы можете отталкиваться от них и вносить любые необходимые коррективы.
Скажем так: наша статья для тех, кто уже прикинул в уме, на какой размер бани рассчитывает, и хотел бы познакомиться с уже готовыми планами, чтобы в итоге либо выбрать готовый, либо сделать свой на основе имеющихся.
Рассчитывать мощность печки для данной кубатуры парной вы научитесь здесь, а зависимость размера парилки от количества людей узнаете отсюда, оптимальный размер парной мы с вами рассчитаем в этой статье.
Планировка маленькой бани с мойкой и парилкой
Правильно, по уму устроенная маленькая баня ничуть не уступит по комфорту бо́льшим по масштабу. Единственно, конечно, если все делать по минимуму, то и париться в ней одновременно сможет только 1-2 человека. Но иногда именно это и есть то, что нужно.
Когда размер помещения невелик, встает вопрос о том, рентабельно ли будет делить его дополнительно перегородкой, делая баню с парилкой и мойкой отдельно. Но и для самых крохотных вариантов равно встречаются бани с помывочной и парилкой как вместе, так и раздельно. Поэтому дадим оба варианта.
3х3, мойка и парилка вместе
Тут надо определиться, как вы планируете использовать второе помещение, которое является естественным «тамбуром» между совмещенной моечной и парилкой, и улицей. Если есть желание поставить какой-никакой диванчик и столик, то общую площадь лучше делить поровну (см. план). А если это будет всего лишь предбанник, что-то вроде прихожки, где можно раздеться, то его величину можно сократить до приемлемого минимума.
Планировка (план) бани 3х3 мойка и парилка вместе.
Обратите внимание на то, что печка в такой маленькой парной должна быть соответствующей мощности, чтобы не перегревать ее. А дальше вас ждет довольно трудноразрешимое противоречие.
Дело в том, что сауна, она же «суховоздушка», как любят называть ее те, кто относится к ней негативно, предполагает низкую влажность — не более 15%. В моечной же влажность обычно выше. Температура в сауне от 70 до 90 градусов (это в человеколюбивом варианте). Такая температура не будет комфортной для мытья.
Вы можете возразить, что и не собирались устраивать сауну, но проблема в том, что при таких габаритах у вас просто нет возможности сделать полноценную русскую баню, где печь должна быть либо кирпичной, либо в кирпичном/каменном обкладе, да еще с внутренней каменкой.
Вариант — либо хоть немного увеличить площадь парилки, чтобы сделать кирпичный обклад пусть для минимальной самодельной металлической печурки, либо воспользоваться генератором пара, чтобы париться как в нормальной русской бане, либо как-то приспособиться управлять печкой, чтобы во время мытья у вас была подходящая температура.
3х4 мойка и парилка отдельно
Что будет, если предыдущий план увеличить буквально на метр? У вас появится возможность разделить единое банно-моечное пространство на два отдельных помещения.
Планировка (план) бани 3х4 мойка и парилка отдельно.
Как видите, на мойку в этом случае выделяется не больше метра (а вы помните, да, что мы не берем в расчет толщину стен), зато парилка приобретает нормальные размеры, которые и при больших площадях всей бани редко сильно увеличиваются.
Опять же, заметьте, что при желании вы легко увеличите размеры парной за счет ширины комнаты отдыха. Если она — не более, чем предбанник, смело сокращайте ее размеры, чтобы выиграть в габаритах парной и моечной.
Так как народ интересуется именно для этих габаритов вариантами мойки и парилки отдельно и вместе, мы приведем оба варианта, а там уж вам решать, какой больше по душе, но все, что говорилось о возможностях воспроизведения кондиций русской бани в строении с площадью 3 на 3 метра — остается в силе и при увеличении до 5. Делайте печку в обкладе, пользуйтесь парогенераторами, если нет возможности сделать полноценную закрытую каменку.
Мойка и парилка отдельно
Сразу скажем, что этот вариант нельзя назвать единственно возможным. Более того, те, кто не склонен к приему гостей и возлияниям, проект бани с парилкой и мойкой таких габаритов может показаться неудачным. Но всегда можно оттолкнуться от имеющегося и перекроить все по-своему
Планировка (план) бани 3х5 мойка и парилка отдельно.
Здесь нет принципиальных отличий с предыдущей схемой, мы оставили все тот же расклад с метровой моечной, двухметровой парилкой, просто увеличили размеры комнаты отдыха. Конечно, на трех метрах можно разместить нормальный стол, посадить больше гостей, это тоже существенно.
Но и моечная могла бы быть местом отдыха, в котором можно перевести дух после парилки. Тогда можно было бы иначе распределить пространство: поделить эти пять метров между тремя помещениями, сделать парилку 2х3 м, моечную 2х3 или 1,5х3 м, предбанник 1х3 или 1,5х3 м. А если предбанник покажется слишком длинным, в конце сделать склад дров или кладовку.
Мойка и парилка вместе
Но ту же самую задачу можно решить иначе — сделав тот же проект бани с помывочной и парилкой вместе.
Планировка (план) бани 3х3 мойка и парилка вместе.
Выглядит на наш взгляд довольно привлекательно, хотя навязывать свою точку зрения мы не будем. Печь в данном случае по габаритам весьма условная, вы видите, что есть возможность сделать ее в обкладе — места достаточно. Полки можно сделать и пошире при желании. Мы исходили из стандартных 60 см, но они могут быть и метровой ширины.
Проекты бани с отдельной парилкой, мойкой, комнатой отдыха
Дальше мы пройдемся по другим размерам, но во всех случаях это будут проекты бани с отдельной парилкой и моечной. Такая планировка более оправдана, потому что места становится больше, необходимость делать «два в одном» отпадает.
4х4 мойка и парилка отдельно
Как использовать квадратный план бани? Смотрите сами:
Планировка (план) бани 4х4 мойка и парилка отдельно.
Обратите внимание на то, что печь обогревает все три помещения, для этого у нее должна быть достаточная мощность, но при этом основной жар все-таки уходит в парную, поэтому расчет должен быть продуманный, ведь вам еще летом в ней париться, поэтому надо учесть возможность регулировки теплоотдачи печки.
Моечная на этом плане вполне нормальная, в ней уже можно ставить лавки, тазики, а не просто поддон для душа.
Да и камин в комнате отдыха располагает к тому, чтобы поставить там диванчик и наслаждаться видом горящего очага. Мы считаем, что план более-менее сбалансированный, тут только можно было бы нарастить комнату отдыха, чтобы была не такой вытянутой.
4х5 мойка и парилка отдельно
Вместо того, чтобы нарастить лишний метр к предыдущему плану, мы предлагаем вам еще более комфортабельный вариант, уже с санузлом. Правда, пришлось пожертвовать пространством мыльной, которая свелась к душевой кабинке в углу совмещенного санузла, но теперь комната отдыха стала просторней и удобств в бане стало больше.
Планировка (план) бани 4х5 мойка и парилка отдельно.
Хотелось бы, конечно, чтобы в самом читателе пробудился дизайнерский азарт, и он начал вычерчивать собственные схемы с разнообразными решениями в поисках того единственного, которое устроит его больше всего. Потому что по-другому и не получится — вы должны понимать, что всякое решение есть компромисс между неравнозначными условиями, которые приходится соблюдать.
Например, дверь из парной должна открываться в помывочную, а не в комнату отдыха или предбанник. Таким образом владелец сбережет тепло в парной. А с другой стороны, чтобы выбежать на улицу, нужно открыть и закрыть несколько дверей.
Следовательно, без компромисса не обойтись — кто-то предпочтет тепло, кто-то быстроту достижения цели, потому что количество дверей сократить трудно — одна в парилку, одна в мойку, одна на улицу — если только не вывести ее сразу в предбанник. Вот на такой балансировке решений все и строится.
Про окна в парной можно почитать здесь — мы не стали их указывать на планах, считая, что вопрос спорный, а решение нужно принимать после основательного разбирательства с принципами вентиляции, о которой можно тоже почитать у нас — вот в этом разделе.
5х5 мойка и парилка отдельно
Еще одна квадратная в плане баня, которую можно расчертить по-разному. Вот один из возможных вариантов:
Планировка (план) бани 5х5 мойка и парилка отдельно.
План выглядит удачным — размеры помещений уже не заставляют нас ютиться и приспосабливаться, но при увеличении площади возникает другой вопрос: как в зимнее время добиться равномерного нагрева всей бани, особенно, если нет возможности или желания ставить больше одной печи.
Проблема существенная: если брать печь слишком мощную, годную для обогрева 25 квадратных метров, парилка будет мифическим «адом». А выведение печи сквозь стены, чтобы она обогревала и соседние помещения — затея годная зимой, но плохая для теплого или жаркого лета.
Поэтому все-таки стоит подумать о дополнительных источниках тепла. Это могут быть и обогреватели, и другие печки, меньшего размера, и система отопления, в которой печь нагревает воду для радиаторов, обогревающих все остальные помещения. Оптима в данном случае найдется только опытным путем.
6х3 мойка и парилка отдельно
Пропорция этого плана 2:1 — это можно попытаться обыграть не только тем способом, какой представлен на плане ниже:
Планировка (план) бани 6х3 мойка и парилка отдельно.
Данный вариант больше подойдет для любителей принимать гостей. Все-таки в комнате 3 на 3,4 м уже можно собирать гостей. Но при этом вы не видите на плане санузла, а моечная занимает скромный метр по ширине, без толку вытягиваясь в длину на 2,6 метра.
Можно было бы поделить все пространство поровну по два метра из шести на каждую комнату, а ставшую 6-метровой по площади моечную можно разделить, выделив место для санузла. Но при таком раскладе комната отдыха будет 2 на 3 метра, а этого хватит только для посиделок небольшой семьи или пары друзей.
4х6 мойка и парилка отдельно
Что будет, если добавить «лишний метр» к предыдущей бане? Формально это всего на квадрат меньше, чем 5х5, но давайте посмотрим план, выиграл он от изменения конфигурации или нет?
План бани 4х6 мойка и парилка отдельно.
Снова основное внимание уделено комнате отдыха. Теперь ее площадь уже 16 квадратов, можно с комфортом устраиваться, собирать шумное застолье, а в парную с площадью 4 квадрата ходить парами. Хорошо, что в моечной нашлось место для санузла, плохо, что совмещенного.
Печки для бани с раздельной топкой, мойкой, парилкой
Выше мы уже пытались рассказать вкратце читателю о том, что увеличение размера бани с неизбежностью приводит к необходимости решения вопроса об отоплении помещений помимо парилки.
О том, каким образом рассчитывается мощность печи под известную кубатуру парного помещения можно узнать здесь. Однако там речь идет об адекватном задаче отоплении именно парного помещения.
Если вывести топку в комнату отдыха, где она будет выполнять функцию камина, часть тепла будет передаваться комнате отдыха. Будет ли этого достаточно — определяется только опытным путем, потому что имеет значение и конкретная температура за окном, и мощность печи, и кубатура комнаты отдыха.
А ведь у нас есть еще мыльная — как быть с ней? Можно вывести одну из сторон печки, но так обычно поступают с кирпичными печами, хотя можно поэкспериментировать с кирпичным обкладом металлической печки.
Другой вариант обогрева мыльной — вынести бак, который греет печь, в помывочную, тогда бак будет выполнять функцию радиатора.
Еще один вариант — обогреватели или теплый пол. Вы не так много времени проводите в бане, поэтому работа обогревателей не пробьет дыры в бюджете.
Можно еще вывести нагрев горячей воды в радиаторы, то есть создать автономную систему отопления в бане, но нужно помнить, что нагрев воды отбирает тепло у печки, поэтому ее мощность падает. А ведь есть еще лето, когда отопление не нужно.
Поэтому печка должна быть такая, чтобы вы могли регулировать ее мощность. Это реально для газовых печей, электрических, но с дровяными придется повозиться — в том числе и с кирпичными.
Если вы интересуетесь, какие есть печи для бани — русской или финской — полистайте наш раздел, посвященный печкам. Там много полезной информации и про печки для бани с раздельной топкой, мойкой, парилкой..
Полезное видео
В этом ролике вас будут агрессивно убеждать, что их система наилучшая, но подойдите к их словам критически и составьте собственное мнение, а чужая точка зрения никогда не повредит:
Будем рады, если вы напишете свой комментарий, расскажете о том, по какому плану строили свою баню, довольны ли ей.
Варианты планировки бани

Иметь собственный земельный участок и не построить баню – это моветон. Даже на небольших садовых участках, где из-за теплиц и грядок негде было расположить полноценный домик, наш человек всегда находил место для русской бани. Что уж говорить о полноразмерных земельных участках категории ИЖС.

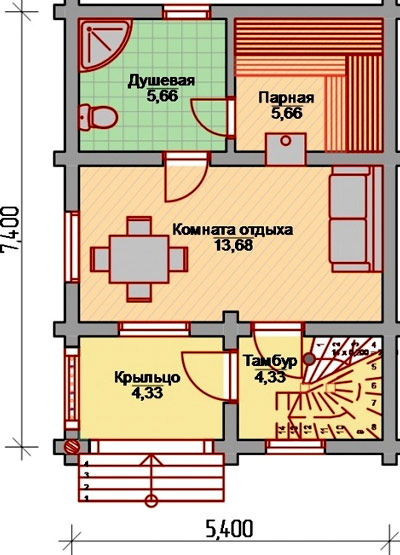
Планировка бани 3×4 с указанием всех размеров
Там, где пространство не позволяет строить большую баню, встает сруб с размерами 3*4, а если ограничений по площади нет, то можно замахнуться и на двухэтажный большой дом. При этом любая планировка бани будет включать в себя самое основное – парилку, помывочную и предбанник в различных вариациях. Остальные помещения присутствуют опционально.
Обязательные помещения в русской бане
Даже самую маленькую баню лучше дробить на помещения внутренними перегородками, чем оставлять одно большое помещение.
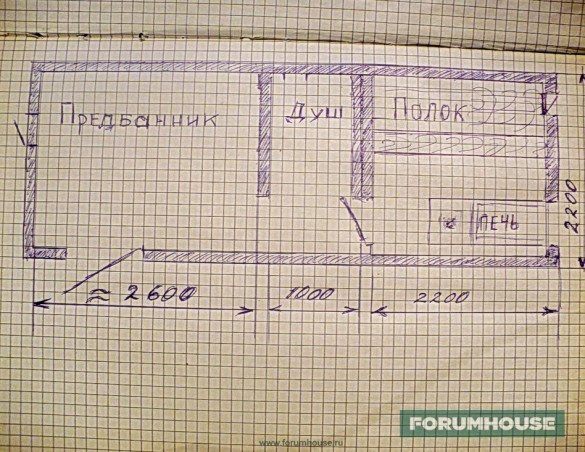
Пример планировки небольшой бани размером 6×2,3
Продуманная внутренняя планировка бани – залог успешной эксплуатации. Только разбив и без того небольшую комнату стенами, вы сможете добиться качественного прогрева парилки, из которой не будет уходить пар, хорошо отапливаемой помывочной, с доступом к горячей воде, и защищенному от пара и влаги предбаннику.
Комнату отдыха и прочие помещения в очень маленькой бане, как правило, не делают, предпочитая выносить их за пределы строения.
Это позволяет не только сэкономить и оптимизировать внутреннее пространство, но и более комфортно и продуманно организовать зону отдыха, используя альтернативные варианты.
Предбанник в русской бане
Нужен обязательно, как и в любом капитальном строении. Это небольшое, чаще всего неотапливаемое, хотя бывают исключения, помещение. Его главная задача исключить прямое попадание холодного воздуха во внутренние помещения бани – помывочную и парную.

Проект и планировка бани с предбанником размером 3×5
Чертежи самых скромных по размерам бань представляют предбанник в виде небольшого закутка на две двери – одна ведет на улицу, вторая – внутрь бани, непосредственно в помывочное помещение. Иногда тамбур оснащают несколькими крючками и узкой скамейкой, где можно оставить одежду.
Некоторые проекты бани 6х6 предлагают совмещать тамбур с комнатой отдыха. В этом случае входная дверь с улицы ведет сразу внутрь бани.

Планировка маленькой бани 6×4
Холодный воздух попадает в помещение, где размещается небольшой стол со скамейками или лежаками, а также оборудуется полноценная раздевалка. Предполагается, что комната отдыха настолько хорошо прогревается от банной печи, что холодный воздух с улицы не изменит комфортного микроклимата.
Там, где размеры участка позволяют, тамбур могут совместить с террасой или верандой. В этом случае в теплое время года комнату отдыха оборудуют на улице, на свежем воздухе, а внутренние помещения используются по прямому назначению – под парную и мойку.
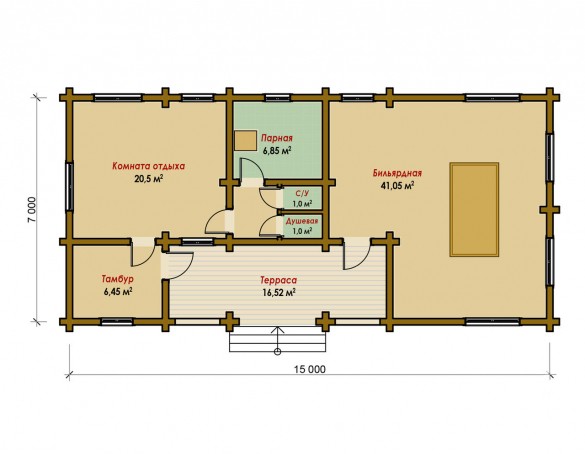
Планировка бани с комнатой отдыха размером 7×5
Помывочная комната в русской бане
Русская баня традиционно отделяла помещение парной, от комнаты, где плескалась вода. Во-первых, качественно прогреть и сделать паронепроницаемым большое помещение намного сложнее, чем пространство в пару-тройку квадратных метров. Во-вторых, при высокой влажности очень трудно терпеть большую температуру воздуха. Хотя бани, где мойка и парная – это 2 в 1 вовсе не редкость.
Даже небольшие постройки с размерами 3*4 позволяют разделить внутреннее пространство на парную и помывочную комнату. В зависимости от потребностей владельцев будет зависеть и размер каждого помещения.
Если русская баня строится для частых встреч с друзьями исключительно в мужской компании, то для помывочной будет достаточно и половины квадратного метра – душ в одном из углов бани. А все остальное помещение может занять парная или парная с комнатой отдыха.

Вариант планировки бани 4×5 с туалетом и душем
В том случае, если баня строится для семьи с детьми, или является не только местом отдыха, но еще используется для стирки и прочих бытовых и хозяйственных нужд, тогда помывочная комната должна быть большего размера.
Вполне возможно, что она будет превалирующим помещением в бане, а парилка – чисто символической комнатой, рассчитанной на 1-2 человек. Такая планировка бани вовсе может обойтись без комнаты отдыха, так как пить чай и общаться после парной можно непосредственно в доме.
Русская парная
Сердце и сама суть русской бани – парная. Обустраивается такое помещение на максимальном отдалении от входной двери. Не имеет оконных проемов и отличается небольшими габаритами. Если размеры постройки могут быть произвольными, то вот чертежи парилки соответствуют нормам, которые рассчитываются исходя из:
- Материалов, которые использовались для отделки помещения и строительства;
- Особенностей обустройства вентиляционной системы;

- Количества человек, которые будут одновременно пользоваться парной;
- Мощности и типа печи, которая стоит в бане и количества тепла, которое приходится непосредственно на парилку;
- Требований пожарной безопасности;
- Эргономии и конструкционных решений парной, то есть, сколько полок и каким образом они расположены в помещении, где и как стоит печь, как организован вход и прочее.

При этом высота потолков имеет очень небольшой разброс: от 2,1 метра до 2,4. А вот длина и ширина комнаты даже для двух человек может существенно различаться: от 840*1150 мм, до 1900*2350 мм. И это только весьма скромные, малогабаритные проекты. Чем больше помещение самой бани, тем больше простора и возможностей появляется при проектировании парилки.
В том случае, если парной будет пользоваться 1-2 человека, то можно сделать это помещение весьма компактным, предусмотрев только сидячие места для парящихся.

Проект и планировка бани 5×5 с прихожей, моечной и санузлом
Если место позволяет, то планировка бани может включать полки для горизонтального размещения. При каскадном обустройстве полок парную можно сделать более вместительной, чем при классическом варианте обустройства.
Дополнительные помещения в бане
Баня сегодня перестала быть только помещением для принятия водных процедур. Сегодня это место отдыха, встречи с друзьями, гостевой дом или дачный дом-баня. В зависимости от назначения и размеров постройки, количество дополнительных помещений может быть абсолютно разным.
Баня с комнатой отдыха
Если комната отдыха при строительстве бани предусмотрена как отдельное помещение, то она выполняет самостоятельную функцию, не дублируя обязанности предбанника, раздевалки или помывочной комнаты.

Пример планировки бани 5×5 с комнатой отдыха
Это очень вместительное помещение, которое может занимать до 1/2 площади всей бани. Здесь, как правило, стоит большой стол, удобные скамьи или лежаки, при хорошей вентиляции можно даже поставить специальную мягкую мебель, которая не боится влаги и перепадов температур. Это важно, так как в зимнее время банное помещение не будет отапливаться постоянно, и температура внутри будет опускаться с +25-30 до минусовой.
Некоторые проекты бань предполагают размещение в комнате отдыха небольшой кухонной зоны и бильярдного стола. А установка специальной банной печи с каминным модулем позволяет сделать это помещение более уютным и домашним.
Баня с бассейном
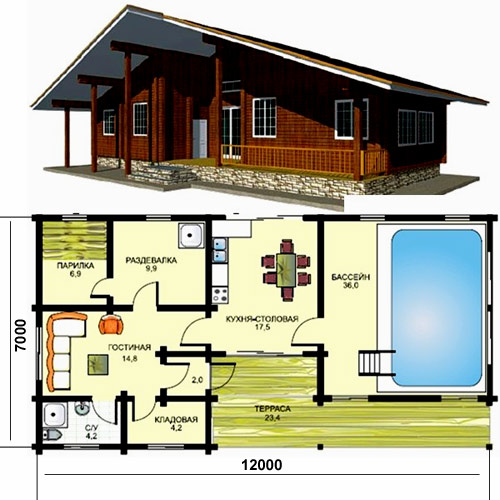
Классическая русская баня не предусматривает такую роскошь, но сегодня бассейн в бане – не такая уж и редкость. Отдельные проекты могут похвастаться полноценным плавательным бассейном, тренажерным залом и зимним садом. Но вот размещение небольшого бассейна-купели под одной крышей с парилкой – вполне рядовое явление.
Одноэтажная баня с размерами 8*10 спокойно вмещает в себя просторную комнату отдыха, отдельную парную, помывочную и помещение с бассейном. При этом вход в водный блок осуществляется через комнату отдыха. Проходным помещением, куда ведут сразу три двери, является помывочная. Попасть из парной в бассейн можно только через душевую.
Полноценный бассейн можно заменить купелью. В этом случае нет необходимости выделять под эти нужды закрытое помещение. Достаточно сделать помывочную чуть просторнее и установить купель. Такой вариант приемлем даже для небольших по площади бань.
Проект и планировка бани 7×12 с бассейном
Спальня в одноэтажной бане
Этот вариант планировки очень удобен, если к вам часто приходят гости. Тогда баню можно использовать не только в качестве места для отдыха, но и отдельного дома для размещения друзей. Спальня в бане является самостоятельным помещением и не выполняет функции общей комнаты отдыха. Отдельный вход она может не иметь, но обязательно должна быть изолирована от основного банного блока: помывочной и парной.
Чаще всего подобные проекты предлагают симметричное или ассиметричное размещение гостевой комнаты.
В первом случае внутренняя планировка бани 3х5 делиться на две равные части, входная дверь располагается четко по центру. И в одну сторону от входа обустраивается комната для гостей, в другую – весь комплекс банных помещений. Гостевая комната имеет общую стену или с комнатой отдыха или с парной и помывочной комнатами.

Проект и планировка бани со спальней
Во втором случае помещение также разделяется на два блока – общий банный и гостевой, но пространство делится не одинаково. Большая площадь отводится под общие нужды, и меньшая часть (как правило, 1/3) под комнату для гостей.
Двухэтажная баня
Баня в два этажа строится только в том случае, если будет использоваться в качестве жилого помещения самими хозяевами или как гостевой домик. Реже двухэтажная баня строится исключительно для отдыха.
Полноценный второй этаж в целях экономии часто заменяется мансардой. Такой тип строения вполне отвечает всем требованиям, которые возлагают на второй этаж.
Большинство проектов бани с мансардой предусматривает размещение там спальных комнат или комнат для гостей. В небольших постройках это может быть одна общая зала, в более габаритных на втором этаже уместится и две спальни. В зависимости от выбранного варианта этаж обустраивается небольшим холлом, куда приводит лестница, или же он может отсутствовать, если спальня наверху только одна.

Планировка всех этажей двухэтажной бани 7×8
Если баня с мансардой строится исключительно для отдыха, то на второй этаж переносятся развлечения для узкого круга лиц: здесь может разместиться чилаут, комната отдыха, встать бильярдный стол и разместиться кинотеатр.
Пространство первого этажа делят просторная парная, помывочная, возможно бассейн и комната отдыха. Комната отдыха на первом этаже – это место со столом, скамьями или лежаками, а также небольшая кухонная зона с чайником, микроволновкой и холодильником. Все это делает комфортным отдых после парной и посиделки с друзьями.
Баня с пристройками
Еще один интересный вариант планировки бани – это строительство основного банного блока, который вмещает в себя парную, помывочную и возможно комнату отдыха. А все остальные помещения – гостевые комнаты, спальни, зоны отдыха, бассейн и купель – достраиваются рядом, по мере необходимости.
Проект и планировка бани 5×12 с террасой
Этот вариант идеально подходит тем, кто пользуется баней сезонно, в летний садоводческий период. Или тем домовладельцам, кто не располагает большой суммой для строительства сразу большого комплекса.





