Пайка медных труб своими руками при помощи газовой горелки
 Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
 долговечность эксплуатации;
долговечность эксплуатации;- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
 долговечность эксплуатации;
долговечность эксплуатации;Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600—900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
- Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
 Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев
 Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Соединительные фитинги
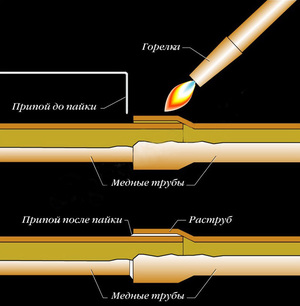
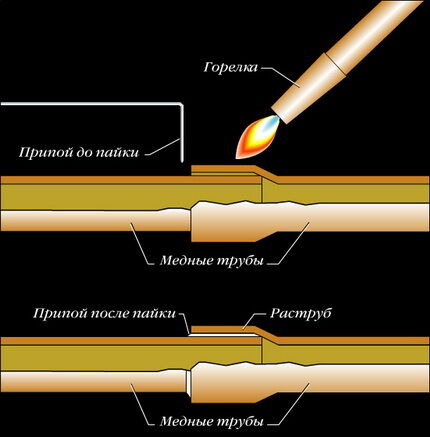
 При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
 Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Недопустимые ошибки
 Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.
Originally posted 2018-03-28 15:01:27.
Пайка медных труб: пошаговый разбор работ и практические примеры

Домашние мастера стараются выполнять строительные и ремонтные работы самостоятельно, что позволяет не только сэкономить семейный бюджет, но и быть абсолютно уверенным в качественном результате. Поэтому им приходиться овладевать новыми для себя методиками и технологиями – такими, как пайка медных труб.
Мы расскажем, как производится сборка и соединения коммуникаций из медных труб. У нас вы узнаете, какие расходные материалы и инструменты потребуются исполнителю. Полезные даже в быту навыки дадут возможность самостоятельно собирать трубопроводы с отличными эксплуатационными характеристиками.
Пайка меди: почему стоит этому научиться
Медные трубопроводы на практике используются редко. Причина тому – довольно высокая стоимость материалов. Однако трубопроводы из меди по праву считаются лучшими.
Этот металл превосходит все остальные материалы по термостойкости, гибкости и долговечности. Отопительные медные трубопроводы после сборки можно заливать в бетон, прятать в стены и т.д. В процессе эксплуатации с ними ничего не случится.

Это стоит учесть, выбирая материал для обустройства отопления или водопровода. В расчете на длительную эксплуатацию более высокие затраты вполне окупаемы. Помимо отличных эксплуатационных характеристик, которыми обладает медь, она достаточно проста в монтаже. «Страшные сказки» про трудности в пайке чаще всего преувеличены.
Медь достаточно просто паять. Ее поверхность не нуждается в применении агрессивных средств при очистке. Множество легкоплавких металлов имеет с нею высокую адгезию, что упрощает выбор припоя.
Дорогостоящие флюсы меди не нужны, поскольку при плавлении металла не происходит бурных реакций с кислородом. В процессе пайки труба не деформируется, ее форма и размеры остаются неизменными. Получившийся шов при необходимости можно распаять.
Способы паяния деталей из меди
Пайка считается оптимальным методом соединения медных деталей. В процессе работы расплавленный припой заполняет небольшой зазор между элементами, образуя при этом надежное соединение.
Наиболее распространены два способа получения таких соединений. Это высокотемпературная и низкотемпературная капиллярная пайка. Разберем, чем же они отличаются друг от друга.
Особенности высокотемпературных соединений
В этом случае процесс соединения элементов из меди проходит при температуре превышающей +450 градусов. В качестве припоя выбираются составы, основу которых составляют достаточно тугоплавкие металлы: серебро или медь.
Они дают прочный шов, устойчивый к механическим повреждениям и воздействиям высоких температур. Такое соединение называется твердым.
Особенность так называемой твердой пайки заключается в отжиге металла, это приводит к его размягчению. Поэтому, чтобы потери прочностных характеристик меди были минимальными, следует проводить охлаждение готового шва только естественным путем, без использования искусственного обдува или опускания детали в холодную воду.
Твердое соединение используется для труб диаметром от 12 до 159 мм. Высокотемпературная пайка используется для соединения газовых труб.
В сантехнике она используется в процессе сборки водопроводов для монолитной состыковки деталей, диаметр которых превышает 28 мм. Кроме того, такое соединение используется в случаях, когда температура жидкости, циркулирующей в трубах, может превышать +120 градусов.
Высокотемпературная пайка применяется и для сборки отопительных систем. Ее достоинством считается возможность обустройства отвода от ранее смонтированной системы без ее предварительного демонтажа.
Низкотемпературная пайка в деталях
Мягкой или низкотемпературной пайкой называется соединение медных деталей, в ходе которого используется температура ниже +450С. В качестве припоя в этом случае подбираются мягкие легкоплавкие металлы, например, олово или свинец.
Ширина шва, образованного такой пайкой, может колебаться от 7 до 50 мм. Получившееся соединение называют мягким. Оно менее прочное, чем твердое, однако имеет ряд значимых преимуществ.

Основное отличие заключается в том, что в процессе пайки отжига металла не происходит. Соответственно, его прочность остается прежней.
Кроме того, температура в процессе низкотемпературной пайки не такая высокая, как при проведении высокотемпературной. Поэтому она считается более безопасной. Так называемые мягкие соединения используются для сборки труб небольшого диаметра: от 6 и до 108 мм.
В сантехнике низкотемпературные соединения медных труб используются для монтажа водопроводных магистралей и отопительных сетей, но при условии, что температура циркулирующей в них жидкости будет меньше +130 градусов. Для газовых трубопроводов использование соединений такого типа строго запрещено.
Что понадобится в процессе?
Для выполнения качественных соединений понадобятся специальные материалы и инструменты. Прежде всего, для обработки предварительно очищенной поверхности деталей понадобится флюс. Он удаляет с основания оксиды, улучшает растекаемость расплавленного припоя и снижает поверхностное натяжение.
Кроме этого понадобится еще и припой для работы с медью. Для высокотемпературной сварки выбирается материал, в состав которого не входит свинец. На упаковке должна быть надпись «lead free» или «без свинца».
Для низкотемпературной пайки подбирается легкоплавкий припой, в котором может присутствовать олово, медь, висмут, серебро. Припой низкотемпературного типа выпускается в виде 3-мм проволоки.

Для работы понадобятся инструменты. Прежде всего, труборез. С его помощью можно будет нарезать детали нужного размера. Важно выбирать инструмент высокого качества, чтобы мягкий материал, которым является медь, не заминался.
Потребуется и фаскосниматель, чтобы снять заусенцы. Иначе будет невозможно вставить одну деталь в другую. Для зачистки внутренней поверхности труб так же используется щетка или ершик.

Для нагрева медных элементов используют разные инструменты. Чаще всего для низкотемпературной пайки выбирают газовую горелку, имеющую узконаправленное пламя.
Газовое оборудование в этом случае работает от баллона со смесью пропана и бутана или с чистым бутаном. Одной такой заправки хватает на 3-4 сотни стыков.
Прибор работает эффективно, при нагреве горелкой труба разогревается за несколько секунд. Высокотемпературная пайка осуществляется при использовании газовых смесей пропан-кислород либо ацетилен-воздух.
Кроме того, пайка может осуществляться с помощью специального электрического паяльника, предназначенного для работы с деталями из меди. Устройство способно работать и с твердым, и с мягким припоем. Паяльник подключается к сети и используется там, где работать с открытым огнем невозможно. Устройство оснащается прижимными клещами и съемными электродами.
Помимо этих инструментов для монтажа трубопровода понадобится маркер или карандаш, рулетка, молоток и строительный уровень.
Технология пайки медных изделий
Подготовив инструменты и материалы, можно приступать к процессу пайки. Выполняем все операции в такой последовательности:
Отрезаем деталь необходимой длины
Для резки медных труб можно использовать различные инструменты. Чаще всего применяется ручной труборез. Чтобы срез получился ровным, трубу удерживаем только перпендикулярно к инструменту.
Зажимаем деталь между роликом и лезвием и вращаем вокруг нее труборез. Не забываем после каждого оборота подтягивать регулировочный болт примерно на треть оборота. При использовании трубореза срез получится ровным, задиры появятся только внутри трубы.

Но при этом диаметр изделия немного уменьшится, что нежелательно. Избежать деформации детали можно, если отрезать ее ножовкой. Но в этом случае появится множество заусенец, от которых необходимо будет избавляться, и понадобится использовать шаблон, чтобы уменьшить косину реза.
Смятие или овализация среза трубы приведут к неприятным последствиям, поскольку обязательно изменят размер монтажного зазора. Его величина должна находиться в пределах 0,02-0,4 мм. Если зазор получится меньше, в него не сможет попасть припой. При увеличении зазора не сможет проявиться капиллярный эффект.
В результате резки должна получиться деталь с окончанием строго цилиндрической формы, имеющим минимальную косину реза. С детали обязательно снимаем заусенцы, чистим ее внутреннюю поверхность ершиком и обезжириваем. Аналогично обрезаем второй фрагмент трубы. Берем труборасширитель и при помощи молотка увеличиваем диаметр второй трубы.

Проверяем, как детали входят одна в другую, проверяем размеры получившегося монтажного зазора. Он должен точно соответствовать норме. Зачищаем и обезжириваем вторую деталь. Операцию выполняем по всему сечению трубы, помним, что длина соединения должна равняться диаметру детали.
Наносим флюс на поверхность трубы
По правилам технологии пайки медных труб, на детали нужно нанести слой флюса. Берем состав и кисточкой аккуратно наносим его на внешнюю поверхность трубы, которая будет находиться внутри соединения.
Выполняем операцию очень аккуратно. Стараемся набрать минимальное количество раствора и полностью распределяем его по детали. На поверхности не должно остаться излишков флюса.
Соединяем детали перед пайкой
Как только флюс нанесен на детали, их нужно соединить. Сделать это надо достаточно быстро, чтобы на влажную поверхность не попали частички загрязнений. Если мы работаем с фитингом или с раструбом, производим полное соединение элементов.
Для этого вращаем их до упора. В процессе вращения детали не только «встают» на место, но и флюс распределяется по монтажному зазору максимально равномерно.
Оставлять флюс на детали запрещено, поскольку это агрессивный химический состав.
Припаивание крана с фитингом на базе компрессионного кольца производится в следующем порядке:
Образование соединения при низкотемпературной пайке
При выполнении мягкого соединения в обязательном порядке используется легкоплавкий припой и низкотемпературный флюс. Для нагрева можно взять стандартную или малогабаритную газовую горелку, которая заправляется смесью пропана с воздухом либо пропана с бутаном и воздухом. Можно взять и специальный электрический паяльник.
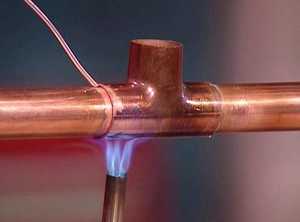
Берем горелку, включаем ее и направляем пламя на стык труб. Пятно контакта, находящееся между пламенем и деталью, нужно постоянно перемещать. Это необходимо для того, чтобы элементы прогревались равномерно. Берем припой и время от времени касаемся им монтажного зазора. При достаточном разогреве припой начинает плавиться.

Как только это случится, отводим горелку в сторону, чтобы дать возможность припою заполнить капиллярный зазор полностью. Если припой еще не начал плавиться, нагрев продолжаем. Особенностью низкотемпературной пайки является то, что припой специально не разогревается. Он должен расплавиться от тепла нагретых элементов соединения.
После того, как припой заполнит капиллярный зазор полностью, ему нужно дать остыть, желательно в естественных условиях. Нужно помнить, что получившееся мягкое соединение имеет невысокую прочность, поэтому трогать его в горячем виде запрещается.
Еще один важный момент. В процессе пайки крайне важно не перегреть медь. Иначе нанесенный на металл флюс разрушится, и, соответственно, не сможет растворять и удалять оксиды, что резко отрицательно скажется на качестве соединения.
Поэтому желательно использовать флюс с порошком-припоем. Когда температура детали будет достаточной для разогрева припоя, порошок расплавится и будет видно, как внутри флюса блестят капельки расплава.
Если использование пламени по каким-либо причинам недопустимо, применяют паяльные аппараты, работающие от электричества. Такое оборудование представляет собой набор из блока питания, электрических щипцов и паяльника.
Процедура нагрева и последующего образования соединения паяльником ничем не отличается от выше описанной. Единственный нюанс: на полный разогрев деталей может уйти меньше времени, чем при нагреве горелкой.
Образование шва при пайке высокотемпературного типа
В процессе такой пайки для разогрева деталей тоже используется газовая горелка. Она заправляется смесью пропана с кислородом или ацетилена с воздухом. Возможно использование смеси ацетилен-кислород.
Мастера рекомендуют прогревать детали равномерно и быстро. То есть процесс разогрева должен быть коротким. Горящий в устройстве газ должен давать ярко-синее пламя небольшой интенсивности.

Горелку плавно перемещаем вдоль будущего соединения так, чтобы разогрев был максимально равномерным. Когда медь нагреется примерно до 750С, она приобретет темно-вишневый цвет. В этот момент подаем припой.
Чтобы он лучше разогрелся, его можно немного прогреть горелкой. Но при этом надо помнить, что припой должен расплавиться от разогретых деталей соединения, а никак не от горелки. В идеале нужно обеспечить соединению минимальный нагрев, при котором припой сразу же расплавится и с первого раза заполнит монтажный зазор.
Возможно, сразу это не получится, но по мере накопления опыта результат будет улучшаться. После полного заполнения зазора припоем оставляем соединение для остывания. В это время трогать его не рекомендуется. Остывший шов тщательно протираем, чтобы избавиться от остатков флюса.
Детальный разбор технологии пайки медных трубопроводов с применением газовой горелки приведен в статье, с содержанием которой мы советуем ознакомиться.
Техника безопасности при спаивании труб из меди
Начинающие мастера интересуются, как паять медные трубы правильно, но при этом забывают о безопасности. Этого делать нельзя. Нужно понимать, что медь отличается высокой теплопроводностью, поэтому держать детали в руках без какой-либо защиты нельзя.
Неосторожность и неаккуратность при сборке медного трубопровода может закончится термическим ожогом. Небольшие элементы длиной до 0,3 м берут только защитными рукавицами или удерживают клещами.
Осторожность нужна и при работе с флюсом. Это чрезвычайно агрессивный состав. Если в процессе пайки он попадет на кожу, следует немедленно остановить работы и смыть флюс с кожи большим количеством мыльной воды. Иначе на коже может появиться не только термический, но и химический ожог.

Одежду для работы тоже нужно подбирать правильно. Синтетические ткани категорически не подходят. Искусственное волокно очень чувствительно к высоким температурам. Оно легко плавится и загорается, поэтому для работы лучше всего выбирать плотную одежду из натурального хлопка.
Еще один важный момент. При нагреве деталей флюс начинает гореть. Его пары опасны для человека. По этой причине помещение, в котором проводятся работы по пайке труб из меди, должно хорошо проветриваться.
Опытные мастера советуют тем, кто впервые взялся за пайку, сначала потренироваться на обрезках труб. Практика показывает, что после трех-четырех самостоятельно выполненных соединений уже можно браться за монтаж трубопровода. При этом желательно собрать систему на полу и только потом приступать к пайке.
Готовый трубопровод нужно хорошо промыть чистой горячей водой, чтобы удалить припой и флюс с внутренней стороны деталей.
Основные ошибки, допускаемые при пайке
Процесс пайки труб из меди достаточно прост, но требует определенного опыта. Новички часто допускают ошибки в работе.
Рассмотрим основные из них:
- Наличие дефектов на поверхности соединяемых деталей. Такие изъяны могут появиться в процессе разрезания трубы. Если пайка проведена поверх дефекта, шов будет непрочным.
- Загрязнения на участке соединения элементов. Детали после нарезки и чистки обязательно нужно обезжирить.
- Недостаточная ширина монтажного зазора. По правилам, для деталей сечением от 6 до 108 мм размеры зазора должны составлять от 7 до 50 мм.
- Недостаточный разогрев деталей. В этом случае припой не сможет должным образом сплавиться с основанием. Такой шов легко разрушится даже при небольшой нагрузке.
- Флюс покрывает не всю поверхность трубы. Окиси остаются на поверхности детали, что негативно влияет на качество шва.
- Перегрев участка соединения. Приводит к сгоранию флюса и образованию окиси и окалины. В результате качество соединения резко ухудшается.
- Проверка неостывшего соединения. Прежде чем проверять качество шва, нужно убедиться в том, что труба остыла. Иначе соединение неизбежно деформируется и утратит прочность.
- Игнорирование правил безопасности. Пайка проводится при высоких температурах и с использованием агрессивных химически веществ. Защитная одежда, маска и перчатки обязательны.
Возможно, начинающему мастеру сложно будет самостоятельно определить степень разогрева деталей, тогда стоит пригласить профессионала и сделать первые соединения под его руководством.
С методами сооружения отопительных контуров из медных труб ознакомит следующая статья, с которой мы рекомендуем ознакомиться.
Выводы и полезное видео по теме
Еще больше интересной информации о пайке медных труб вы можете узнать из следующих видеороликов.
Видео #1. Особенности высокотемпературной пайки меди:
Видео #2. Как правильно паять медные фитинги:
Видео #3. Какие бывают флюсы для пайки:
Самостоятельная пайка труб из меди – полезный навык, который обязательно пригодится домашнему мастеру. Трубопроводы из меди служат очень долго и беспроблемно. Учитывая достаточно высокую стоимость таких деталей, на самостоятельной сборке можно значительно сэкономить и получить трубопровод высокого качества по вполне приемлемой цене.
А у вас есть личный опыт в соединении труб из меди пайкой? Возможно, вы владеете знаниями о нюансах проведения работ? Пишите, пожалуйста, комментарии в расположенном ниже блоке, задавайте вопросы, делитесь своим мнением и фото по теме статьи.
Медные трубы: инструкция пайки медных соединений (мягким припоем)
Главная страница » Медные трубы: инструкция пайки медных соединений (мягким припоем)

Специалистами пайка определяется как группа процессов соединения, посредством которых достигается объединение материалов нагреванием до температуры пайки. При этом используется присадочный металл (припой), обладающий ликвидусом (состоянием плавления), не превышающим 450°C и солидусом (твёрдым состоянием) ниже основных металлов. Инструкция пайки показывает — большая часть работы выполняется при температурах 175 — 315°C.
Последовательность подготовки и проведения операций пайки
Как выполняются соединения медных труб пайкой припоем? Ниже по тексту представлена инструкция пайки медных труб, учитывающая все детали процесса. Однако для получения удовлетворительных, непрерывных соединений пайкой, необходимо соблюдать последовательность подготовки и проведения операций.
Технологическая последовательность основана на стандартной практике ASTM B 828 и выстраивается следующими функциями подготовки и операциями:
- измерение и резка,
- развертывание,
- очистка,
- применение флюса,
- сборка и поддержка,
- нагрев,
- применение припоя,
- охлаждение и чистка,
- тестирование.
Инструкция пайки медных труб и фитингов
Методика пайки по инструкции позволяет получить герметичные паяные соединения между трубой и фитингами из меди и медного сплава, как в цеховых, так и в полевых условиях.
Навыки и знания инструкции необходимы для получения качественно спаянного соединения. Поэтому рассмотрим технологическую инструкцию пайки, в первую очередь, мягким припоем.
Подготовительная часть: измерение медной трубы и резка
Необходимо точно измерить длину каждого сегмента медной трубы. Следует подчеркнуть: неточность измерений сопровождается риском снижения качества соединения. Если медная труба чрезмерно коротка, то есть не достигает дна чашки фитинга, такое соединение характеризуется неправильным.
Напротив, когда отрезок медной трубы чрезмерно длинный, появляется риск деформации узла, что негативно влияет на срок службы паяного соединения. Об этом отмечает инструкция пайки, в частности.
 Проведение замеров сегментов соединительного узла – процедура необходимая для точного формирования монтажного участка на основе медных труб и фитингов
Проведение замеров сегментов соединительного узла – процедура необходимая для точного формирования монтажного участка на основе медных труб и фитингов
Разрезается медная труба на измеренную длину. Резку допускается выполнять различными способами, но с учётом получения обрезанного торца ровно под прямым углом. Трубу медную рекомендуется резать дисковым ножом. Также допустимо применять:
- ножовку,
- абразивный круг,
- стационарную или переносную ленточную пилу.
Следует принять меры по исключению возможных деформаций стенок в процессе резки медной трубы.
 Часто используемый механический ручной инструмент – труборез дисковый, при помощи которого удобно, быстро и просто делать ровный отрез по всей окружности медной трубы
Часто используемый механический ручной инструмент – труборез дисковый, при помощи которого удобно, быстро и просто делать ровный отрез по всей окружности медной трубы
Инструкция пайки: развёртывание области отреза
Требуется развернуть отрезанные торцы медной трубы до полного внутреннего диаметра, тем самым удалить микроскопические заусенцы, неизбежно образующиеся в процессе операции резки.
Если шероховатую внутреннюю кромку не удалить путём развертывания, существует риск возникновения эрозионной коррозии по причине локальной турбулентности и увеличенной локальной скорости потока в трубе.
Правильно развернутая область медной трубы обеспечивает гладкую поверхность для хода агента во внутренней области. Также следует удалить заусенцы на наружной стороне отрезанной области медной трубы после операции резки, обеспечив тем самым надлежащее сочленение с чашей фитинга.
 Развёртка внутренней области по торцевому отрезу медной трубы – другими словами, очистка внутренней стенки по линии отреза от заусенцев и выравнивание кромки по кругу
Развёртка внутренней области по торцевому отрезу медной трубы – другими словами, очистка внутренней стенки по линии отреза от заусенцев и выравнивание кромки по кругу
Инструменты, используемые для разворачивания трубных торцов, включают:
- полукруглые или круглые напильники,
- карманный складной нож,
- другой подходящий инструмент удаления заусенцев.
Если работы проводятся с мягкой (отожженной) медной трубой, необходимо соблюдать осторожность, так как есть риск деформирования конечной части медной трубы приложенными усиленными действиями.
На случай непреднамеренной деформации мягкой медной трубы, округлость можно восстановить с помощью калибровочного инструмента — пробки и калибровочной муфты.
Инструкция пайки: очистка области пайки
Удаление оксидов и поверхностного загрязнения на концевых (в местах реза) частях медных труб и установочных фитингов имеет решающее значение для корректного распределения припоя в области соединения.
Невыполнение очистки соответствующим образом приводит к снижению капиллярного эффекта и, в конечном итоге, снижает прочность спаянного узла.
Поэтому требуется лёгкая шлифовка (зачистка) концевой области медной трубы, как правило, посредством стандартной наждачной бумаги, нейлоновых абразивных прокладок, металлической щётки.
Согласно инструкции пайки, шлифовка производится на участке поверхности, немного превышающем глубину чашек установочных фитингов.
 Зачистка трубной поверхности посредством классического обрабатывающего материала – наждачной бумаги. Инструкция пайки требует применять мелкозернистую «шкурку»
Зачистка трубной поверхности посредством классического обрабатывающего материала – наждачной бумаги. Инструкция пайки требует применять мелкозернистую «шкурку»
Капиллярное пространство между телом медной трубы и телом фитинга составляет приблизительно 0,1 мм. Припоем этот зазор заполняется благодаря капиллярному действию.
Размер зазора является критическим параметром, определяющим эффективность заполнения зазора припоем и, как следствие, прочность соединения.
Медь — относительно мягкий металл. Очевидно, когда с конца трубки или фитинга снимается чрезмерное количество материала, слишком свободная посадка деталей способна привести к соединению низкого качества.
Допускается химическая очистка сочетаемых поверхностей, если концевые части медной трубы и фитинга тщательно промыть после такой операции. Как правило, производители химических средств очистки предоставляют инструкции на этот счёт.
 Выполнение очистки внутренней поверхности фитинга – составляющего компонента соединения, формирующего рабочий узел сегмента системы
Выполнение очистки внутренней поверхности фитинга – составляющего компонента соединения, формирующего рабочий узел сегмента системы
Не следует прикасаться к уже очищенным поверхностям медных деталей голыми руками или масляными перчатками. Жировые отложения кожи рук, а также любые смазочные масла, попадающие на зачищенные поверхности сочленяемых деталей, ухудшают процесс пайки.
Инструкция пайки: применение флюса под припой
Процесс создания паяных соединений обязательно предполагает использование флюса. Благодаря обработке поверхностей флюсом, дополнительно растворяются и удаляются следы оксида с поверхностей, подлежащих соединению.
Нанесением флюса очищенные поверхности защищаются от окисления в момент нагревания горелкой. Флюс способствует лучшему смачиванию поверхностей металлическим припоем, поэтому однозначно рекомендуется инструкциями ASTM B 813.
 Наложение флюса на тело медной трубы в области сопряжения конечной части с чашей фитинга. Аналогичное действие проводят внутри фитинга. Используется рабочая кисточка и защитные перчатки
Наложение флюса на тело медной трубы в области сопряжения конечной части с чашей фитинга. Аналогичное действие проводят внутри фитинга. Используется рабочая кисточка и защитные перчатки
Наносить тонкий ровный слой флюса на поверхность медной трубы и фитинга рекомендуется специальной кистью. Согласно инструкции пайки, делается это немедленно после выполнения операции очистки, дабы исключить образования новых окислов (чистая медь окисляется очень быстро).
Флюс нельзя наносить пальцами рук. Химические вещества, присутствующие в составе флюса чрезвычайно вредны для глаз, организма, открытых ран.
Кроме того, чрезмерное количество флюса, остаток этого вещества после пайки, нередко способствует образованию коррозии, приводящей к перфорированию стенки медной трубы, фитинга или обеих частей соединения.
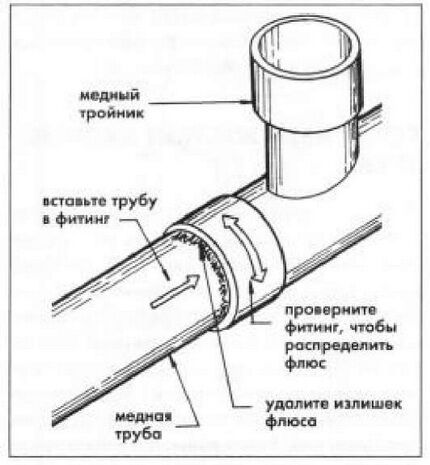
Инструкция пайки: сборка медного узла
Вставить концевую часть медной трубы внутрь чашки фитинга. Убедиться в плотном прилегании торца медной трубы к основанию чашки фитинга.
Вращательным движением провернуть медную трубу на четверть-половину оборота, что обеспечит равномерное покрытие внутреннего сегмента флюсом.
Удалить излишки флюса с наружной поверхности медной трубы и фитинга с помощью технической ветоши. Зафиксировать медную трубу и фитинг в сборе, обеспечивая тем самым равномерное капиллярное пространство по окружности соединения.
 Соединительный узел на основе комплектующих деталей трубы и фитинга собирается в единое целое. Медную трубу слегка проворачивают в чаше фитинга, излишки флюса снимают ветошью
Соединительный узел на основе комплектующих деталей трубы и фитинга собирается в единое целое. Медную трубу слегка проворачивают в чаше фитинга, излишки флюса снимают ветошью
Равномерность капиллярного пространства обеспечит качественное капиллярное течение расплавленного припоя. Следует помнить, чрезмерный зазор стыка приводит к растрескиванию припоя в условиях напряжения или вибрации. Сделанное соединение фактически готово к пайке. Процесс пайки рекомендуется провести, не откладывая на долгое время.



Инструкция пайки: нагрев узла медного соединения
При работе с открытым пламенем, высокими температурами и легковоспламеняющимися газами необходимо следовать инструкции ANSI / AWS Z49.1 и аналогичной. Нагрев собранного узла выполняют пламенем газовой горелки, направленным перпендикулярного по отношению к медной трубе.
Медная труба отводит начальное тепло на чашку фитинга, тепло равномерно распределяется по всей области соединительного узла. Степень предварительного нагрева зависит от размера собранного узла.
Предварительный нагрев узла выполняют равномерной проводкой пламени горелки по всей окружности медной трубы, с целью достижения надлежащей температуры для полной области соединения.
 Процедура предварительного нагрева соединяемых деталей узла имеет свои особенности. В частности, нагрев осуществляется от нижней части к верхней с упором именно на нижнюю область
Процедура предварительного нагрева соединяемых деталей узла имеет свои особенности. В частности, нагрев осуществляется от нижней части к верхней с упором именно на нижнюю область
Выполняя соединения горизонтального монтажа, следует избегать непосредственного предварительного нагрева верхней части узла. Такая техника поможет избежать пригорания флюса.
Естественная тенденция повышения температуры обеспечит достаточный предварительный нагрев верхней части сборки. Затем пламя горелки перемещают на чашку фитинга. Прикладывают пламя грелки попеременно к чашке фитинга и медной трубе на расстоянии, равном глубине чаши фитинга.
Опять же, предварительно нагревая окружность узла, как описано выше с помощью горелки у основания установочной чашки, периодически контактируют прутком припоя с телом медной трубы. Нагрев продолжают до момента начала плавления припоя.
Недопустим перегрев соединения и направление пламени во внутреннюю лицевую область чашки фитинга. Перегревом сжигается флюс, резко снижается эффективность пайки, припой не затекает в зазор соединения должным образом.
Когда припой начинает плавиться в момент прикладывания к медной трубе, тепло горелки переводят в область основания «стакана» узла. Этот маневр усиливает капиллярное действие на втягивание расплавленного припоя по направлению к источнику тепла.
 Вариант пайки трубы и фитинга посредством инструмента с электрическим нагревом. Так называемая пайка электрическим сопротивлением характерна отсутствием открытого пламени
Вариант пайки трубы и фитинга посредством инструмента с электрическим нагревом. Так называемая пайка электрическим сопротивлением характерна отсутствием открытого пламени
Нагрев под пайку медного соединения, как правило, организуется при помощи воздушно-топливной горелки. Инструменты подобного рода действуют на ацетилене или на сжиженном нефтяном газе (LP, LPG — Liquefied Petroleum Gas, MAP).
Также допустимо использовать инструменты под пайку электрическим сопротивлением. Контактная пайка сопротивлением на медных трубах работает на основе электродов и применяется в случае невозможности пайки открытым пламенем.
Инструкция пайки: как применять припой?
Пайка соединений в горизонтальном положении, предполагает начальную закладку припоя в точке несколько смещённой от центра нижнего сегмента соединения.
Как только припой начнёт расплавляться при контакте с нагретыми поверхностями медной трубы и фитинга, следует направить пруток припоя непосредственно в щель зазора соединения.
 Периодически в процессе предварительного прогрева проверяют достижение границы рабочей температуры – начала плавления прутка припоя, и начинают пайку как только температура пайки достигнута
Периодически в процессе предварительного прогрева проверяют достижение границы рабочей температуры – начала плавления прутка припоя, и начинают пайку как только температура пайки достигнута
Пламя газовой горелки при этом удерживают у основания фитинга и немного впереди точки нанесения припоя. Такой техникой наложения припоя выполняют проход пайки от нижней части фитинга к верхней части с одной из двух сторон узла.
Далее возвращаются к начальной точке, и продолжают пайку на другой стороне узла аналогичной техникой наложения припоя. В процессе пайки медной трубы и фитинга допускается образование небольших шариков припоя за точкой нанесения.
Эти образования указывают на заполнение припоем сегмента пайки – своеобразный сигнал перехода на следующий уровень. Соединения в вертикальном положении медной трубы выполняют аналогичной последовательностью проходов, начиная с любого удобного места.
Паяные соединения зависят от капиллярного действия, затягивающего расплавленный припой в узкий зазор между фитингом и медной трубой.
Расплавленный металлический припой втягивается в соединение капиллярным действием независимо от направления потока припоя — восходящего, нисходящего, горизонтального.
Капиллярное действие наиболее эффективно, когда расстояние между соединяемыми поверхностями составляет 0,1 — 0,15 мм.
Допускается некоторое ослабление посадки деталей узла, но слишком слабая посадка может вызвать затруднения пайки, особенно с фитингами большего размера.
Для соединения медной трубки с контактным кольцом крана рекомендуется пользоваться инструкциями производителя. При подаче тепла кран переводят в частично открытое положение, и в первую очередь прогревают область медной трубы.
Коммерчески доступные теплоотводящие материалы рекомендуется инструкцией использовать для защиты чувствительных к температуре компонентов узла соединения.
Количество припоя, потребляемого при адекватном заполнении капиллярного пространства между трубкой, коваными / литыми фитингами, определяется исходя из размеров узла.
Существуют технические таблицы расхода припоя. Потребность флюса на пайку обычно составляет 50-55 г на килограмм припоя.
Инструкция пайки: охлаждение, очистка, тестирование
После завершения процесса пайки завершённое соединение остужается естественным образом. Принудительное охлаждение водой недопустимо, так как способно привести к негативной нагрузке на спаянный узел.
Как только соединение остынет, удалить остатки флюса влажной ветошью. По возможности готовую систему рекомендуется промыть с целью исключения избыточного потока и удаления мусора.
Проверить завершённый узел на целостность соединения. Точно следовать инструкции на процедуру тестирования, в соответствии действующими нормами и регламентирующими нормативами.
Видео-инструкция пайки соединений меди
Визуально при помощи видеоролика ниже инструкция пайки демонстрируется самым подробным образом. Этот урок поможет проще овладеть опытом выполнения работы:
При помощи информации: CDA
КРАТКИЙ БРИФИНГ
Zetsila — публикации материалов, интересных и полезных для социума. Новости технологий, исследований, экспериментов мирового масштаба. Социальная мультитематическая информация — СМИ .
Падает давление в системе отопления? 3 способа это исправить!
В современном мире, в практически каждом доме, или квартире установлена какая-либо система отопления. Такая система не может должным образом обогревать помещения, без необходимого для этого давления. В этой статье мы рассмотрим 3 основные причины того, почему падает давление в системе отопления
Причина 1. Сбрасывание излишков воздуха
При первом запуске из системы постепенно уходит воздух. Поэтому и падает давление в системе отопления. Изначально, он выходит из самих котлов. А поскольку на котлах и внутри котлов, обычно на стенах, есть автоматические воздухоотводчики, то с котлов воздух выходит сам.
Плюс, когда вы запускаете настенный котёл, на его насосе есть винт, служащий для того, чтобы отводить воздух прямо посередине насоса. Если Вы его отвёрнете, то сначала пойдёт воздух. Потом тонкой струйкой потечёт вода. После этого винтик нужно слегка зажать, обычно он на резиночке, и после этого настенный котёл не будет содержать в себе воздуха и сможет нормально функционировать.
Часто при первом запуске сильно падает давление в системе отопления водяных теплых полов. Огромные полы могут быть размером и в сто и в двести квадратных метров. Под ними располагаются длинные трубы, в которых изначально содержится воздух. В дальнейшем они заполняются теплоносителем. Так что когда вы запускаете насос циркуляции тёплого пола, то сразу начинают шипеть автоматические воздухоотводчики, которые стоят на коллекторе тёплого пола. Т.е. тот теплоноситель, который запускается циркулировать по водяному тёплому полу, он начинает выталкивать в коллектор этот воздух. И в результате воздух начинает интенсивно, особенно в самом начале, выходить из воздухоотводчиков. От этого падает давление в системе отопления.
Нужно обязательно следить за давлением на группе безопасности и на манометре настенного котла, и при необходимости его подпитывать. Воздух может выходить из змеевика бойлера. Он может прорываться и на автоматический воздухоотводчик. А возможно и на радиаторы других этажей. Он будет скапливаться в радиаторах, поэтому на них обязательно должны быть краны Маевского. Если вы видите, что радиатор перестал греть, открываете кран Маевского. Сначала также зашипит воздух, потом тонкой струйкой потечёт водичка. Это значит, что воздух полностью вышел.
После начала эксплуатации ещё неделю или две, может быть и дольше, возможен выход воздуха из водяного тёплого пола. Соответственно будет падать давления в системе отопления. Это не должно вас пугать, ибо со временем интенсивность будет спадать и через несколько недель практически прекратится.
Причина 2. Выходит воздух с расширительного бака

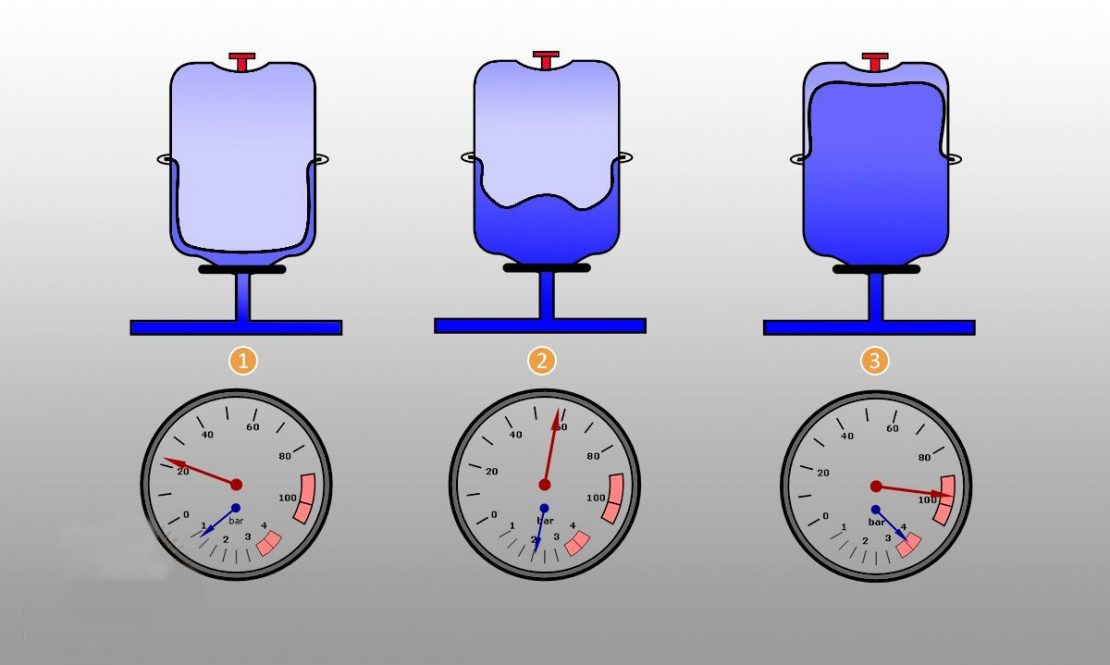
Через несколько месяцев после начала эксплуатации возможно непредсказуемо падать давления в системе отопления, когда выходит воздух из мембранного расширительного бака. На верхушке бака стоит ниппель, который постепенно, в течение возможно нескольких месяцев, стравливает воздух. И получается так, что под действием теплоносителя выдавится весь воздух и весь расширительный бак заполнится теплоносителем.
Это связано с тем, что при включении котла нагревается теплоноситель, быстро начинает повышаться давление в системе, и происходит следующее: когда давление становится выше допустимого, срабатывает предохранительный клапан и стравливает давление. И когда давление убывает, вы его постепенно подпитываете, и это происходит всё чаще и чаще. И незаметно наступает такое состояние в расширительном баке, когда весь или почти весь бак заполнен теплоносителем (водой) и воздуха в нём практически нет. Следовательно, давление повышается, когда начинает работать котёл, и как только оно повышается выше предельного, срабатывает предохранительный клапан, который как раз и предназначен для защиты системы, и теплоноситель сбрасывается. Соответственно падает давления в системе отопления.
Причина 3. Течь в системе отопления
И, конечно же, самый неприятный случай потери давления в системе отопления – это течь. Она может быть, как и на видном месте, так и проявиться где-нибудь, где её трудно визуально обнаружить. Независимо от её расположения она рано или поздно даст о себе знать.
Например, если течь произошла внутри водяного тёплого пола. Это случается когда кто-то случайно, либо сверху, либо снизу просверлил его ветку. Это легко обнаружить, ибо сразу проявляется пятно или даже бьёт фонтаном вода. Для устранения этой проблемы необходимо, конечно же, аккуратно разобрать пол в месте протечки, установить необходимую муфту, и по окончании установки заново зацементировать этот участок.
Примеры падения давления в системе отопления
Пример первый
Допустим, Вы приходите в промежутке между работой насоса, увидели, что давление упало. Подпитали его до стандартного положения. И ушли. Далее котёл выполнил цикл разовой отработки, нагрелся и остыл, а вы можете и не знать, что в это время было срабатывание предохранительного клапана. И не зная этого, Вам снова приходится подпитывать давление, не понимая истинной причины того, что случилось с теплоносителем и почему давление так быстро падает.
Пример второй
Для второго примера, приведём ещё более конкретный случай. Имеется бойлер косвенного нагрева, немецкой фирмы Vaillant, установленный в нём змеевик на каком-то невыявленном участке прохудился. И произошло объединение области сантехнической воды и области с водой из теплоносителя. Это приводит к тому, что когда забортное давление в системе водоснабжения высокое, то сантехническая вода заходит в область теплоносителя и повышается давление в системе. А при уменьшении давления сантехнической воды, вместе с ней и падает давление в системе отопления.
К сожалению, единственный выход из этой ситуации – полная замена бойлера косвенного нагрева.
Пример третий

Для третьего примера, мы рассмотрим двухконтурные отопительные котлы. Одной из наиболее частых причин почему падает давления в системе отопления, является изначально неверный выбор размера котла. Это один из тех случаев, когда вместо небольших отопительных радиаторов, отличающихся размерами сохраняемого теплоносителя, устанавливаются трубы, которые используют гораздо большее количество воды. И факт этот не берётся в расчёт в изначальном принятии во внимание необходимой площади помещений, в которых и будет производиться отопление.
Следовательно, в расчетах, сделанных вами, в точности такая же ошибка и будет приводить к падению давления в системе отопления.
Какие ещё причины возможны?
Упоминания заслуживают ещё несколько причин, которые повлияют на падение давления в системе отопления.
- Если протекает используемый теплоноситель в местах пересечения трубопроводов;
- коррозия (места поражённые ржавчиной);
- некачественная работа при монтировании отопительной системы;
- появление на котловом теплообменнике микротрещин;
- либо разрыв мембраны уже упоминавшегося расширительного бака;
- выход из строя автоматики котла (такое происходит только при длительном сроке эксплуатации).
Своевременно замеченная или вообще недопущенная неисправность, обеспечат ваш дом или квартиру постоянным необходимым теплом, которое будет обеспечиваться бесперебойным и стабильным давлением в ваших отопительных система
Падает давление в системе отопления: в чем причина и как его восстановить?
Нормой давления в системе отопления частного дома считается 1,5-2 атмосферы. Но может возникнуть ситуация, когда данный параметр постепенно или внезапно снижается ниже нормы. Необходимо разобраться, почему падает давление в системе отопления, и какие действия следует предпринять для устранения возникшей неисправности. Для этого требуется ясно представлять себе устройство системы отопления и ее основные технические параметры.
Устройство системы водяного отопления
Способ отопления дома с помощью жидкого теплоносителя (вода, или антифриз на водяной основе) на сегодняшний день представляет собой одну из самых основательных и надежных схем: вода нагревается в котле, переносится в радиаторы отопления, передает тепловую энергию воздушному пространству в доме и завершает круговорот возвращением в котел.
Владелец частного дома для питания котла чаще всего использует природный газ, но может и дрова, каменный уголь или керосин. Конструкция цепи отопления состоит из ключевых составляющих – котла, труб, радиаторов отопления – и вспомогательных – расширительного бака, гидравлического насоса, терморегуляторов, клапанов.
5 основных причин почему давление в системе отопления падает
Основными причинами того, что давление в закрытой системе отопления падает, выступают:
- образование воздушного пузыря в теплопроводе либо в радиаторе;
- разгерметизация в системе труб и радиаторов;
- выход из строя отопительного котла или циркуляционного насоса;
- протекание реакции окисления в алюминиевых радиаторах;
- нарушение в функционировании расширителя, не способного более справляться с ролью компенсатора и регулятора установленного напора.
Если в одном случае, ремонт и нормализация рабочего режима не займет много времени, то, при выявлении другой неисправности, может потребоваться серьезное конструктивное вмешательство.
1. Образование воздушной пробки
Возникновение воздушной пробки может привести к следующим отклонениям в ее отлаженной работе:
- падение напора в закрытой системе отопления и, следовательно, уменьшение скорости движения теплоносителя;
- возникновение шумов и вибрации при продвижении теплоносителя по цепи, приводящих к ослабеванию трубных соединений и сварных швов;
- уменьшение срока службы металлических частей системы, ввиду возникновения коррозии.
Воздушная масса может попасть в систему в совокупности с теплоносителем (водой) или же под воздействием других аномальных факторов:
- продолжительный простой домового отопления;
- уклон устанавливаемых труб, выполнен неверно;
- пониженное давление в отопительной цепи;
- непрофессионально проведенная герметизация различных соединений;
- ремонтные работы в отопительных устройствах и др.
Для устранения воздушных пробок, при проектировании современных отопительных конструкций в индивидуальном строительстве, как правило, предусматривают монтаж нескольких воздухоотделителей (кран Маевского). Расположены они в определенных местах вдоль всей цепи (на радиаторах, на запорах котлов, на стояках) и, при открытии одного из них, происходит стравливание воздушного пузыря на определенном участке.
Устранение воздушного кармана производится в следующем порядке: выявление участка с воздушным карманом, отвинчивание в этой зоне крана Маевского, стравливание воздуха вместе с некоторым количеством воды (в заранее подготовленный таз).
2. Утечка теплоносителя
Наиболее вероятной первопричиной того, что падает давление в системе отопления частного дома, чаще всего значится образование течи. Водяной поток просачивается на стыках или кранах.
Необходимо произвести отключение насосов и произвести замер показателя давления в статическом режиме. Наблюдается его падение – утечка теплоносителя присутствует. Показания не изменились – причина неисправности кроется в другом месте.
Течь, как правило, легко отыскивается по следам воды на полу или стенах, коррозионных образований на трубах или радиаторах.
Применение данного метода может не принести результатов при использовании в конструкции пластиковых труб. Тогда, для эффективного поиска, рекомендуется применение тепловизора или проведение теста с использованием повышенного напора воздуха. Эти методы подразумевают привлечение квалифицированных специалистов в данной области и специального оборудования.
Выявленная утечка устраняется одним из доступных методов:
- замена поврежденного участка трубы;
- замена, вышедшего из строя, уплотнителя (ФУМ лента);
- усиленное завинчивание ослабленных соединений.
3. Повреждение циркуляционного насоса или котла
Для выявления неисправного насоса, необходимо произвести поочередное отключение их всех, каждый раз фиксируя показания, установленных при устройстве, манометров.
При долговременной работе гидравлических насосов, установленные на них уплотнители подвергаются износу и подлежат периодической замене.
Всасывающий проход насоса может забиться механическими примесями из теплоносителя. В этом случае, он подвергается прочистке и, во избежание повторения внештатной ситуации, наделяется защитным фильтром.
Первопричиной возникшей проблемы может явиться настенный котел, в частности, его встроенный теплообменник. Это может быть изначальный заводской брак, появление микротрещины или непроходимость трубки, из-за скопившейся в ней накипи – повод выхода из строя может быть любым, но ремонт предстоит серьезный
4. Использование алюминиевых радиаторов
Одним из серьезных недостатков алюминиевого радиатора, значится повышенное газообразование при взаимодействии с водяным потоком. Вода, вступая в химическую реакцию с алюминием, вызывает его окисление, в результате которого и происходит выделение водорода. Этот процесс активно протекает в новом устройстве. По истечении определенного периода времени, реакция окисления затихает и выделение газа прекращается.
5. Проблема с расширительным баком
Расширительные баки, используемые в отопительных конструкциях, представляют собой баллонное или мембранное устройство. И в том, и в другом случае металлический бак оборудован внутренней резиновой деталью: горизонтальной либо мешкообразной мембраной. При длительном периоде эксплуатации она покрывается микротрещинами, резина подвергается деформации. Это искажение влечет за собой изменение процентного соотношения двух смежных камер и, как следствие, сбой в работе всей системы.
Проблему с расширительным баком решают путем замены его деталей, вышедших из строя, либо целиком всего устройства.
Неправильный расчет необходимого объема расширительного бака также способен привести к тому, что рабочее давление внутри отопительной системы понижается. Этот объем необходимо рассчитать с учетом эффективности выбранной модели и коэффициента теплового расширения. Недостаточный размер расширителя приводит к возникновению переизбытка воды, и, в связи с этим, постоянно падает давление в системе отопления.
Если понижение давления в отопительной цепи вызвано образованием воздушного запора, то практически каждый в состоянии справиться с недочетом своими силами. Если нет, то специалисты не рекомендуют пытаться разобраться с возникшей проблемой самостоятельно. Квалифицированный специалист, владеющий профессиональными навыками, сможет быстро локализовать и устранить возникшую проблему.
Падение давления в отоплении при использовании двухконтурных котлов
Здесь вы узнаете:
- Норма и контроль
- Приборы контроля
- Падение давления и причины
- Как поднять давление в котле
Одним из параметров любой отопительной системы является давление теплоносителя. Для частных домовладения этот показатель составляет 1,5-2 атмосферы – это считается нормой. В случае превышения нормы возможны поломки, в том числе и серьёзные. Но в некоторых случаях наблюдается обратное явление – падение. Давайте посмотрим, почему падает давление в системе отопления двухконтурного котла и что нужно предпринять при развитии данной ситуации.
Норма и контроль
Мы уже сказали, что в газовом котле давление должно быть в пределах 1,5-2 атмосфер – это норма для системы, которая запущена в эксплуатацию и находится в разогретом состоянии. В многоэтажных домах, отапливаемых централизованными котельными, этот показатель более высокий. Здесь трубы и батареи должны выдерживать не только высокое давление, но и гидроудары – это скачкообразное увеличение давления.

Если для централизованных систем перепады характерны, то для автономного отопления они являются редкостью – объём теплоносителя здесь не такой уж и большой, чтобы наблюдались серьёзные скачки. В холодном состоянии нормальным показателем является 1-1,2 атм., а в разогретом – чуть выше.
В частных домовладениях применяются автономные системы отопления с питанием от одноконтурных и двухконтурных котлов. Последние получают всё большее распространение. Помимо обогрева, они решают проблему подготовки горячей воды. Один контур в них нагревает циркулирующий по трубам теплоноситель, а другой обеспечивает работу системы горячего водоснабжения.
Приборы контроля
Для контроля давления воды в котле отопления и отопительной системы используются манометры и термоманометры. Последние представляют собой комбинированные приборы для контроля сразу двух параметров. После запуска контура необходимо контролировать показатели, чтобы они не выходили за пределы нормы.
В некоторых двухконтурных напольных и настенных котлах традиционные стрелочные манометры отсутствуют. Вместо них здесь устанавливаются электронные датчики, информация с которых передаётся в электронный блок, после чего обрабатывается и выводится на дисплей. Также возможен другой подход – если отопительный агрегат лишён манометра, он предусматривается группой безопасности.
Сама группа безопасности включает в себя следующие узлы:
- Манометр или термоманометр – для контроля температуры и давления в отопительном контуре;
- Автоматический спускник воздуха – препятствует завоздушиванию контура;
- Предохранительный клапан – сбрасывает давление теплоносителя при его чрезмерном повышении.
Обязательно предусмотрите этот узел в замкнутой системе отопления.
Падение давления и причины
В этом разделе вы узнаете, почему падает давление в системе отопления и как с этим бороться. Причины могут быть самыми разными, поэтому практикуется комплексная проверка всего контура.

Падает давление в системе при включении горячей воды
Эта проблема носит распространённый характер, такие жалобы поступают от многих пользователей. Суть такова – открываешь кран с горячей водой, и вместе с этим падает давление в системе отопления. Ничего страшного в этом нет, так как это явление связано с особенностями конструкции некоторых двухконтурных котлов. Специалисты говорят о том, что по факту оно не падает, а манометр показывает неправильное значение.
Когда падает давление в газовом котле, он уходит в ошибку и не включается – такая схема реализована во многих двухконтурных агрегатах. Если вы открываете кран с горячей водой, а потом отопление не восстанавливает свою работу, следовательно, давление всё-таки падает – нужно разбираться с причинами. Например, этому может способствовать подсос воздуха в контур или неправильная работа трёхходового клапана.

Падает давление из-за протечек
Такая неполадка, как протечка теплоносителя, приводит к тому, что в контуре постоянно падает давление. Задача пользователя заключается в осмотре всей системы отопления – вода может выходить буквально через каждый узел. Например, причинами утечек часто становятся плохо зажатые соединения, прохудившиеся теплообменники, трещины в трубах и батареях отопления. Обычно герметичность проверяется ещё на этапе первоначального запуска контура, но она может нарушиться и впоследствии.
Давайте посмотрим, что нужно осмотреть и проверить, если падает давление в системе отопления закрытого типа:
- Соединительные фитинги – чем больше соединений, тем меньше надёжность системы;
- Отопительные батареи – даже мельчайшая трещина может привести к тому, что из неё польётся теплоноситель;
- Расширительные бачки – убедитесь в отсутствии нарушения их герметичности;
- Двухконтурные котлы – если давление падает из-за протечки, под ними могут образовываться лужи воды.
Найденные неисправности устраняются, после чего система подпитывается водой до восстановления нормального давления.

Воздушные пробки
Трещины и отсутствие герметизации в системе отопления приводят не только к протечкам, но и к обратному явлению – засасыванию воздуха в контур. В результате этого в нём образуются пузырьки воздуха. Часть из них ликвидируется спускниками воздуха, но они присутствуют далеко не во всех системах. Если давление в системе падает, вероятно, имеет место сильное завоздушивание отопления.
Также воздушные пузырьки могут образовываться в результате неправильного заполнения контура – в нём образуются воздушные пробки, из-за которых и падает давление в системе отопления. Завоздушивание становится причиной и многих других явлений:
- Бульканье и журчание, распространяющееся по трубам – это звуковые эффекты вызываются воздушными пузырьками;
- Холодные батареи и участки труб – падает не только давление, но и эффективность обогрева;
- Коррозия металла – наличие в системе отопления воздуха приводит к истончению металлических компонентов.
Таким образом, поднять давление в котле поможет банальное развоздушивание системы.

Проблема с расширительным баком
Падает давление в котле Baxi или в котле Ардерия – довольно распространённые проблемы, мучающие пользователей. Обычно причиной этого становятся утечки в трубах и радиаторах, неправильная работа крана подпитки, прохудившиеся теплообменники. Но иногда проблема кроется в мембранных расширительных бачках. Каким-то образом они не могут поддержать номинальное давление в системе отопления – оно падает.
Решение задачи – замена расширительного бачка. Но прежде чем приступать к его демонтажу, необходимо исключить другие поломки, вызывающие снижение напора в трубах. Обязательно проверьте теплообменник, осмотрите трубы и радиаторы, убедитесь в отсутствии пузырьков воздуха. Как избавляться от завоздушивания – мы уже рассказывали в наших обзорах.

Неисправность измерительного оборудования
Иногда поиск причин, по которым падает давление в системе отопления, не даёт совершенно никаких результатов. Трубы герметичны, вода нигде не капает, воздух не подсасывается, расширительный бачок цел, теплообменник герметичен. Самое время паниковать и вызывать специалиста. Но делать этого не нужно – если вы заметили, что давление постоянно падает, возможно, неисправна автоматика двухконтурного котла или сам манометр.
Контрольно-измерительная техника действительно имеет свойство периодически ломаться – как и любое другое оборудование. А в нашем случае оно может показывать, что давление теплоносителя падает, в то время как оно находится в норме. Диагностировать неисправность манометров и манометрических датчиков сложно – необходимо как-то удостовериться в корректности снимаемых показаний. Для этого вы можете обратится к помощи специалистов.
Как поднять давление в котле

Если давление падает из-за расширительного бачка, значит, неверно рассчитан его объём или повреждена внутренняя мембрана. Ситуация исправляется более точным вычислением необходимого объёма или заменой бачка.
Если давление в системе отопления падает сразу же после его первого запуска, то это норма. В только что заполненном контуре, если он заполнялся обычной водопроводной водой, полно воздуха. Как только он преобразуется пузырьки и удалится из труб, параметры контура нормализуются. Также вы можете попробовать убрать пузырьки вручную, воспользовавшись ручным спускником воздуха.
Хуже всего, если упало давление в системе, проложенной внутри стен и полов – трубы нередко маскируются и полностью утапливаются в строительных конструкциях. Если с ними что-то случится, придётся основательно помучиться, чтобы локализовать неисправность. Предотвратить ситуацию можно путём более тщательного выбора материалов для постройки контура отопления.
Перед тем как поднять давление, необходимо проверить герметичность системы. Для этого необходимо осмотреть:
- Все отопительные приборы – нередко протечки образуются там, где они соединяются с трубами. Также возможны протечки между отдельными секциями;
- Трубы – микротрещины нередко приводят к утечке теплоносителя, из-за чего давление постепенно падает;
- Фитинги – ещё одно распространённое место образования утечки теплоносителя;
- Котлы – двухконтурные модели обладают сложным внутренним устройством, необходимо осмотреть циркуляционный насос, трёхходовой клапан и теплообменник.
Лучше всего, если осмотром двухконтурного котла займётся специалист.
Почему в отопительной системе падает или растет давление
Для эффективной работы отопительной системы в ней должно поддерживаться определенное давление теплоносителя. Это касается не только частных домов, но и многоквартирных построек. Из-за скачков давления в сети различное сложное оборудование может выходить из строя. К негативным последствиям может привести как снижение показателей манометра, так и гидравлический удар в системе отопления. Для начала нужно разобраться, почему в системе отопления падает давление. После этого нужно устранить причины и последствия негативного явления.
- Классификация давления в закрытом отопительном контуре
- Нормируемые показатели
- Причины снижения давления
- Сбрасывание воздуха
- Проблемы с расширительным баком
- Течь в системе отопления
- Другие причины
- Устранение причин низкого давления в контуре
- Поиск утечки и ее устранение
- Проверка работы котла
- Снижение давления в системе в адаптационный период
Классификация давления в закрытом отопительном контуре
В отопительном контуре существует три разновидности давления:
- Статические показатели характеризуют силу, с которой водяной столб определенной высоты давит на стенки трубопроводов. Этот параметр оценивается только в состоянии покоя теплового носителя.
- Динамические показатели измеряются в процессе циркуляции теплоносителя в сети. В этом момент жидкость оказывает давление на стенки трубопроводов с большей силой, чем в состоянии покоя.
- Рабочее давление характеризует предельные показатели манометра, при которых сети могут работать в нормальном режиме. Превышение этих значений может привести к аварийной ситуации.
На заметку! Перепад давления в отопительной системе происходит из-за разницы плотности нагретого и охлажденного теплоносителя в подающей и обратной магистрали.
Нормируемые показатели
Чтобы понять, насколько показатели отклоняются от нормы, нужно знать предельно допустимые значения для определенной разновидности сетей. В автономных системах значение не должно превышать 1,5-2 атм. При превышении нормируемых показателей, например, до трех атмосфер, отопительные приборы и трубопроводы могут разгерметизироваться. Все это может привести к выходу из строя различных важных узлов и оборудования.
Как правило, в автономных контурах поддерживают давление в пределах 1,5 атм. Во время нагревания теплового носителя происходит его расширение. Это будет способствовать повышению показателей на манометре до рабочих значений в 2 атмосферы.
Чтобы в процессе расширения теплоносителя давление не выросло до критических показателей, в контуре устанавливается расширительный бак. При достижении рабочих показателей излишек расширившейся жидкости поступает в эту емкость. Когда температура воды снижается, она сжимается. В итоге недостача теплоносителя восполняется за счет жидкости, поступившей обратно из бака в трубопроводы и приборы.
Важно! Если объема расширительного бака недостаточно для поступающего количества теплоносителя, срабатывает предохранительный клапан, через который лишняя жидкость сливается из системы.
Причины снижения давления
Чаще всего причины резкого или постепенно падения давления в контуре связаны с неправильной работой котла, разгерметизацией магистрали или отопительных приборов.
Сбрасывание воздуха

Во время заполнения системы отопления водой и при ее первом запуске из контура автоматически стравливается воздух. Как правило, автоматический воздухоотводчик монтируется на нагревательном оборудовании.
В процессе работы котла нужно следить за показаниями манометра на нем. Если возникает вопрос, почему падает давление в котле отопления, то это обычно связано с выходом воздуха из теплообменника. Если он не спускается через автоматический воздухоотводчик, то попадает в отопительные приборы. В этом случае на радиаторах должны стоять краны Маевского для спуска воздуха. И шум в батареях отопления возникает из-за скопления воздуха.
Существуют следующие причины образования воздушных пробок:
- Несоблюдение требований к чистоте и качеству теплоносителя.
- Отсутствие подготовки воды перед ее подачей в трубопроводы. После крана заполнения системы должен стоять сепаратор, который позволяет удалять растворенный в воде кислород.
- Воздух может подсасываться в контур через негерметичные участки и соединения.
- Автоматический воздухоотводчик может засориться или неправильно работать.
Проблемы с расширительным баком
Если расширительный бак закрытого типа выйдет из строя, то может появиться та же проблема. На верхней части расширительной емкости есть специальный ниппель. Иногда случается, что он понемногу стравливает воздух. В итоге из-за высокого давления теплоносителя воздух из газовой камеры полностью выйдет в течение нескольких месяцев. В таком случае эластичная мембрана бака будет полностью продавлена в газовую камеру жидкостью. Из-за этого давление в сети опустится ниже предельного показателя.
Течь в системе отопления
Течь появляется из-за разгерметизации, которую может вызвать гидроудар в системе отопления. Течь образуется в любом месте. Чаще всего это участки соединения отопительных приборов с подающей магистралью или расширительный бак. Однако свищи из-за коррозии возникают в любом месте на протяжении всего трубопровода или в приборе.

Еще один участок течи может локализоваться в расширительном баке, если порвется эластичная мембрана. Чтобы убедиться в целостности мембраны, нужно нажать на ниппель, расположенный в верхней части бака. Если оттуда выходит воздух вместе с водой, значит, мембрана разгерметизирована. С исправного бака должен стравливаться только воздух.
Совет! Если не удалось найти негерметичный участок или дыры из-за коррозии, то стоит рассмотреть другие возможные причины падения давления.
Другие причины
Если показатели на манометре нагревательного оборудования растут, то стоит разобраться, почему растет давление в газовом котле. Чаще это связано с выходом из строя подпиточного крана, который постоянно пропускает жидкость в контур. Реже причина кроется в поломке вторичного теплообменника, который установлен в двухконтурном котле.
Существует еще несколько причин, из-за которых показатели манометра ниже нормы:
- из строя может выйти автоматика котла;
- микроскопические трещины на теплообменнике также могут приводить к подобной проблеме;
- вся система отопления может быть в принципе рассчитана или смонтирована неправильно;
- течь может появиться на участках скрытой прокладки трубопроводов.
Еще одна причина – скопление водорода в контуре. Такое бывает при использовании новых алюминиевых радиаторов. В результате взаимодействия алюминия с примесями в составе теплоносителя образуется водород. Этот газ может сжиматься и вызывать снижение давления. Тонкая пленка на металлических поверхностях алюминиевых приборов образуется только первое время после их установки, поэтому с течением времени процесс прекращается, и водород больше не образуется.
Устранение причин низкого давления в контуре
Проблему низкого давления нельзя игнорировать, потому что она может указывать на более серьезные неисправности отопительных приборов, котла или разгерметизацию контура. Помимо этого в системе, длительно работающей при пониженном давлении, может выходить из строя различное оборудование.
Поиск утечки и ее устранение

При открытой прокладке трубопроводов найти место протечки намного проще. Для начала проверьте герметичность всех соединительных участков. Осмотрите пол под отопительными приборами и магистралью. Под местом протечки появляются небольшие лужицы. Даже если вода испарилась, на полу останется солевой след.
Совет! Особое внимание при осмотре уделите соединениям секций батарей. В этих местах из-за коррозии часто образуются свищи. В месте течи на радиаторе можно обнаружить ржавые потеки.
При скрытой разводке выявить течь сложнее. Лучше обратиться за помощью к профессиональным мастерам, у которых есть оборудование для обнаружения скрытой течи. Перед проверкой из контура сливают теплоноситель. После этого перекрывают котел и радиаторы, и подают воздух под давлением. На негерметичных участках будет слышен свист.
После выявления проблемного места ремонт выполняют одним из подходящих способов:
- если течь появилась в месте ослабленного соединения, то его плотнее подтягивают;
- поврежденный коррозией трубопровод вырезают и заменяют новой трубой;
- поврежденный узел полностью заменяют;
- если требуется, соединения плотно заматывают герметизирующей лентой.
Проверка работы котла
При отсутствии течи причину ищут в работе нагревательного оборудования.
Чаще причины следующие:
- Выход из строя подпиточного крана. Это происходит из-за повреждения или износа уплотнителя. Этот элемент несложно заменить.
- Если причина связана с микротрещинами в теплообменнике, то котел полностью демонтируется. После этого его тестируют воздухом. При выявлении разгерметизации теплообменника его заменяют новом устройством.
Снижение давления в системе в адаптационный период
Важно помнить, что после запуска системы в начале отопительного периода показатели манометра могут быть немного ниже нормируемых значений. На протяжении первых нескольких дней работы отопительной сети они могут незначительно постепенно снижаться. Эта ситуация не является поломкой и связана с попаданием в контур растворенного кислорода после заполнения сетей новым теплоносителем.
Растворенный кислород преобразуется в мелкие пузырьки воздуха и выводится через автоматические воздухоотводчики или через краны Маевского при ручном развоздушивании системы.
Важно! Чтобы нормализовать давление в первые дни после запуска отопительного контура, приходится периодически открывать кран подпитки.
Если после запуска прошло более месяца, то проблема может крыться в неправильном выборе объема расширительного бака. Если он недостаточный, то предохранительный клапан срабатывает, спускает теплоноситель. В итоге, когда вода в контуре остывает, количества жидкости в баке не хватает для компенсации недостачи теплоносителя в сети.





