Пайка для начинающих
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди. ». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
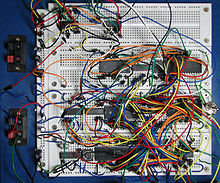
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.

Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).

Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
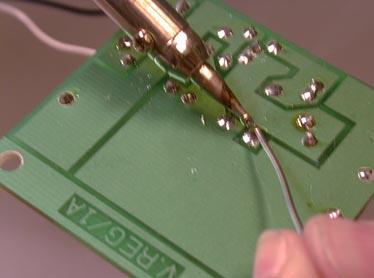
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
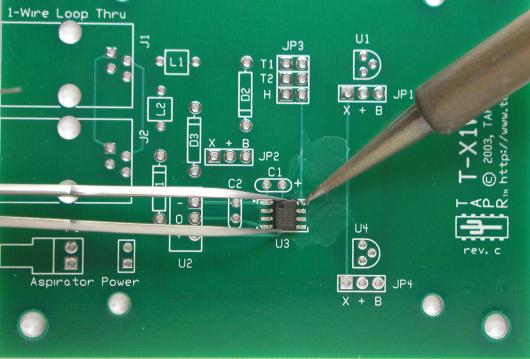
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.


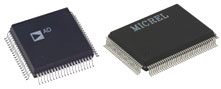
Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.


Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
-
Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли — это круто!
Разнообразие видов пайки
Пайка металлов появилась задолго до изобретения электрической сварки. Ее использовали в Древнем Риме и Вавилоне, о чем говорят археологические раскопки.
За это время технологии усовершенствовались, и появились новые виды пайки, в которых для нагрева металла используется электрический ток, пламя газовой горелки, энергия лазера или иные источники тепловой энергии.
Капиллярный
 Капиллярный вид пайки – самый распространенный. Многие, применяя его, даже не подозревают о таком названии. Суть технологии заключается в следующем.
Капиллярный вид пайки – самый распространенный. Многие, применяя его, даже не подозревают о таком названии. Суть технологии заключается в следующем.
Припой расплавляют, он нагревается и заполняет собой пространство между двумя подготовленными деталями. Смачивание поверхности деталей и удержание припоя происходит во многом благодаря эффекту капиллярности.
Капиллярный вид пайки распространен в быту и на различных производствах. Для его проведения потребуется паяльник или горелка. По сути, любой вид пайки можно считать в определенной мере капиллярным, поскольку в каждом присутствует капиллярное смачивание поверхностей заготовок жидким припоем.
Диффузионный
Этот вид паяния отличается от остальных длительностью процесса, поскольку на диффузию требуется время.
 Припой внутри зоны шва выдерживается при определенной температуре дольше, чем, скажем, при обычном капиллярном виде пайке. Соединение двух заготовок происходит за счет диффузии припоя и спаиваемых металлов.
Припой внутри зоны шва выдерживается при определенной температуре дольше, чем, скажем, при обычном капиллярном виде пайке. Соединение двух заготовок происходит за счет диффузии припоя и спаиваемых металлов.
Сам процесс диффузии заключается в проникновении молекул одного вещества в структуру другого вещества. Спайка происходит на молекулярном уровне и дает возможность получить более прочный шов.
Диффузионный вид требует строго соблюдения температурного и временного режима. Температура нагрева в зоне пайки всегда выше, чем температура плавления припоя.
Контактно-реакционный
 Вид пайки под названием «контактно-реакционный» или «реактивный» означает процесс сплавления при контакте двух деталей из разных металлов.
Вид пайки под названием «контактно-реакционный» или «реактивный» означает процесс сплавления при контакте двух деталей из разных металлов.
Происходит фазовый переход металла из твердого в жидкое состояние с последующим отвердением и сплавлением. Часто такое соединение осуществляют через тонкую прослойку, которая нанесена на одну из заготовок гальваническим или иным способом.
Используются легкоплавкие материалы – эвтектики. Так можно соединить серебро и медь, где между деталями будет образован медно-серебрянный сплав. Проводят пайку олова и висмута, серебра и бериллия, графита и стали.
Можно спаивать алюминий с другими материалами через прослойку меди или кремния. Соединение получается прочным, время пайки занимает доли секунд.
Реакционно-флюсовой
 В основе реактивно-флюсового вида пайки лежит химическая реакция, при которой из флюса при соединении с металлом образуется припой. Это хорошо видно, когда между собой соединяются алюминиевые детали.
В основе реактивно-флюсового вида пайки лежит химическая реакция, при которой из флюса при соединении с металлом образуется припой. Это хорошо видно, когда между собой соединяются алюминиевые детали.
Для их стыковки применяется флюс на основе хлористого цинка. При нагреве цинк начинает взаимодействовать с алюминием, превращаясь в металлический припой.
Он заполняет собой все пространство зазора, делая место зоны пайки прочным соединением. При этом очень важно точно соблюсти пропорции наносимого флюса. Его должно быть много, чтобы чистый цинк в необходимом количестве мог выделиться из флюсового порошка.
Иногда при этом виде пайки приходится добавлять цинковый припой в небольших количествах, как дополнение к основному процессу. Обычно это делают, если две заготовки соединяются внахлест.
Пайка-сварка
Такое название технология получила потому, что сам процесс очень сильно напоминает сварку металла с присадочным материалом (проволокой или порошком).
Но в данном случае вместо присадки используется припой. Этот вид чаще всего используют для того, чтобы заделать дефекты и изъяны на поверхностях металлических деталей (литых).
Сам процесс можно проводить разными способами:
- пайка в печах;
- окунанием в ванну с жидким припоем;
- сопротивлением с помощью электрического тока;
- индукционным способом;
- радиационным;
- с помощью паяльников и газовых горелок.
Некоторые виды появились сравнительно недавно, еще исследуются и дорабатываются.
В печах
 Первый вариант обеспечивает равномерное распределение припоя по дефектным участкам детали и равномерное прогревание, что особенно важно, когда приходится паять крупногабаритные заготовки со сложной конфигурацией.
Первый вариант обеспечивает равномерное распределение припоя по дефектным участкам детали и равномерное прогревание, что особенно важно, когда приходится паять крупногабаритные заготовки со сложной конфигурацией.
При этом разогрев в печи может проходить одним из многих существующих способов, начиная от нагрева пламенем, и до сложно технологических процессов, таких как индукция, электросопротивление.
Конструкция самих печей отличается друг от друга лишь подами, на которые укладывают паяемые заготовки. Для крупных деталей используются печи, в которых под не движется, а для маленьких – подвижные в виде конвейеров на роликах.
Главная задача этого вида пайки – создать внутри печи специальную газообразную субстанцию. Пайка в печах может быть полностью механизирована, что ведет к повышению производительности труда. А для производств с массовым выходом готовой продукции это идеальный вариант.
Применение индукции и сопротивления
Что касается индукционного вида, то для него используют токи высокой частоты. Электричество пропускается через спаиваемые детали, отчего они и нагреваются.
 Здесь реализуются два способа пайки: стационарная и с перемещением детали или индуктора. В случае соединения крупногабаритных заготовок используется вторая технология.
Здесь реализуются два способа пайки: стационарная и с перемещением детали или индуктора. В случае соединения крупногабаритных заготовок используется вторая технология.
Способ пайки сопротивлением чем-то схож с индукционным видом. Просто в этой технологии ток пропускается и через заготовки, и через паяльный элемент. То есть, соединяемые детали становятся частью электрической цепи.
Проводят такой процесс в электролитах или в специальных контактных машинах, действие которых очень похоже на стандартную электросварку. Контактные машины обычно используются в производствах, где необходимо паять между собой изделия из тонкого листового металла.
Пайка же в электролитах используется сегодня не часто за счет сложности настройки параметров технологического процесса. Ведь процесс проходит по принципу теплового эффекта, возникающего между катодом (спаиваемые детали) и анодом.
Вокруг заготовок образуется водородная оболочка, у которой очень высокое электрическое сопротивление. Отсюда и выделение большой тепловой энергии.
Погружение в ванну
 Пайка с погружением проводится или в среде расплавленного припоя или в массе специальных солей. Последний вид пайки – это быстро проводимая операция за счет непосредственного нагрева заготовок от солей, которые выполняют функции и нагревательного элемента, и флюса. Что касается погружения в припой, то необходимо отметить возможность полного или частичного погружения.
Пайка с погружением проводится или в среде расплавленного припоя или в массе специальных солей. Последний вид пайки – это быстро проводимая операция за счет непосредственного нагрева заготовок от солей, которые выполняют функции и нагревательного элемента, и флюса. Что касается погружения в припой, то необходимо отметить возможность полного или частичного погружения.
Радиационный метод
 Радиационный вид пайки производится за счет мощного светового потока, который формируется кварцевой лампой, лазером или катодным расфокусированным лучом.
Радиационный вид пайки производится за счет мощного светового потока, который формируется кварцевой лампой, лазером или катодным расфокусированным лучом.
Технология появилась относительно недавно, но показала, что таким способом можно достигать высокого качества пайки двух металлических заготовок. К тому же появилась реальная возможность контролировать процесс и по степени нагрева, и по временным срокам. При этом лазер удаляет оксидную пленку с припоя и с металла, что гарантирует высокое качество паяного шва.
Газовая оболочка в зоне соединения, образорванная за счет нагрева металлов, дает возможность при соединении не использовать флюсы. Поэтому, когда сегодня говорят о пайке без флюса, подразумевают лазерную технологию.
Горелка и паяльник
 Что касается пайки горелками, то чаще всего применяются две технологии, которые, по сути, ничем не отличаются одна от другой. Происходит просто нагрев двух деталей и припоя, уложенного между ними в зазор.
Что касается пайки горелками, то чаще всего применяются две технологии, которые, по сути, ничем не отличаются одна от другой. Происходит просто нагрев двух деталей и припоя, уложенного между ними в зазор.
В первом способе – за счет сгорания газа, во втором – за счет образования плазмы (это сгораемый газ, который движется тонкой струей с большой скоростью). Необходимо отметить, что способ с газовыми горелками считается универсальным.
Горелки, испускающие поток плазмы, работают при высоком температурном режиме. А это позволяет паять между собой детали из титана, молибдена, вольфрама и прочие тугоплавкие материалы.
Сложность этой технологии заключается в том, что настроить электрическую дугу под определенную температуру нагрева (до определенной точности) практически невозможно.
Пайка паяльником используется давно. Если еще 5-10 лет назад можно было говорить только об электрических приборах или нагреваемых от огня, то сегодня предложений куда больше.
Хотелось бы отметить паяльники, работающие от ультразвука. То есть, сам ультразвук имеет отношение к процессу пайки лишь с позиции разрушения оксидной пленки.
Поэтому и появилась возможность паять различные металлы в воздушном окружении без флюсовых материалов. Непосредственно пайка происходит от нагрева припоя.
Вакуумный
 Пайка в вакууме и сегодня еще используется не всегда и не везде. Сложность данного вида заключается в том, что необходимо в зоне паяния создать разряженную атмосферу без воздуха.
Пайка в вакууме и сегодня еще используется не всегда и не везде. Сложность данного вида заключается в том, что необходимо в зоне паяния создать разряженную атмосферу без воздуха.
Как известно, присутствующий в воздухе кислород является причиной образования оксидной пленки, которая покрывает собою металлические заготовки и припой.
Пленка очень тугоплавка, при пайке теряются температурные градусы для нагрева соединяемых деталей. Поэтому все ученые до сих пор и ищут способы, как удалить оксидное покрытие или провести процесс без него. Пайка в вакууме – один из таких вариантов.
Препятствуют внедрению вакуумного вида в производство такие факторы:
- низкая производительность процесса, потому что приходится нагревать каждую отдельную деталь;
- таким способом можно паять лишь заготовки небольших размеров;
- сложность создания станков и дополнительного оборудования;
- сложность проведения процесса пайки.
Однако если говорить о космосе, где отсутствует атмосфера, то вакуумный вид считается весьма перспективным.
Селективный
Нельзя сказать, что селективный вид пайки принципиально отличается от капиллярного. Точно также в нем применяют припой и нагрев. Но расплавляют припой только в выборочных местах (локальных точках), на которые планируется прикрепить элементы.
Селективную пайку применяют в основном для изготовления плат и выводов штыревых компонентов. Она схожа с волновым методом, применяемым для пайки smd-чипов.
Установка селективной пайки – оборудование, относящееся к категории полуавтоматов. Оно не дешевое, но экономит расходные материалы почти в десять раз, по сравнению с волной, поэтому распространяется все шире и шире.
Температурный режим и материалы
 Классификация процессов пайки основывается на методах проведения операций, условиях, при которых получают соединения, и на видах расходных материалов. Понятия и виды пайки подробно описывает ГОСТ 17325.
Классификация процессов пайки основывается на методах проведения операций, условиях, при которых получают соединения, и на видах расходных материалов. Понятия и виды пайки подробно описывает ГОСТ 17325.
Пайку называют высокотемпературной или твердой, если припой разогревается до температуры 450 ℃ и выше. В противном случае приходится иметь дело с низкотемпературным видом (мягким).
Для низкотемпературного вида применяют легкоплавкие припои. К ним относятся сплавы олова и свинца, висмута, галлия, индия. К тугоплавким принадлежат медно-серебряные, медно-цинковые припои.
В связи с повелением новых материалов и требований экологической безопасности, технологии пайки постоянно меняются. Свинцовые припои применяют все меньше, устанавливают дымоуловители, разрабатывают лазерное и ультразвуковое оборудование.
Немалую роль в развитии пайки играет внедрение роботизированных систем, позволяющих значительно ускорить работу.
Записки мастера. Часть 3. Паяльные дела
Макс Любин
Продолжаем узнавать про самостоятельный ремонт на дому, без похода в сервис.
Сегодня речь пойдет про азы паяльных работ.
Рабочее место
При проведении паяльных работ обеспечьте хорошую вентиляцию и освещение. А также, сделайте свое рабочее место удобным по высоте. Мне гораздо удобнее, когда стол, на котором я произвожу паяльные работы, находится чуть ниже чем обычный письменный стол. Таким образом меньше устают плечи. Настоятельно рекомендую обзавестись подложкой на стол, на котором вы будете паять. Это защитит поверхность стола от повреждения паяльником. На мой взгляд, отличным вариантом является коврик из плотного силикона. Он не боится высоких температур, и при этом на нем не скользят детали. Купить можно в любом бытовом супермаркете.
Техника безопасности
Оснастите свое рабочее место надежным держателем для паяльника, который у вас не получится случайно смахнуть рукой или сдернуть за провод. Уберите от паяльника все легко воспламеняющиеся материалы. Замечательно, если лежащий на своем месте паяльник будет защищен от возможности к нему прикоснуться (домашние животные очень любят их нюхать или трогать, и поверьте будет не очень приятно носиться по дому за орущим котом или собакой, у которых распух нос или лапа от знакомства с поверхностью такого интересного предмета). То же самое справедливо и по отношению к маленьким детям.
Инструмент и материалы
Что нам понадобится для пайки? Для начала, конечно паяльник со сменными жалами (в идеале паяльная станция). Как я уже писал в предыдущей статье, для начала своей ремонтной деятельности лучше всего использовать паяльник небольшой мощности (25W), таким образом вы сведете к минимуму риск перегреть, а значит вывести из строя элементы на плате.
Основными расходными материалами, которые потребуются вам для пайки, являются припой и флюс.
Припой
Припой – материал, используемый для соединения различных элементов методом пайки.
В качестве припоя, в ремонте электроники чаще всего используют сплав олова с различными материалами.
Существуют припои с разной температурой плавления. Если вы не планируете паять алюминиевые кастрюли, вам подойдет самый популярный вид припоя – ПОС-61, который состоит из 61% олова и 39% свинца. Температура его плавления 190 С.

ПОС-61, это мой основной вид припоя. Он бывает в различных формах, начиная от толстых прутков, слитков, и заканчивая тонкими, полыми трубками, внутренности которой заполнены флюсом (канифолью). Таким образом мы получаем удобный материал «2 в 1», использование которого существенно упрощает нам жизнь. Благодаря такой конструкции нет необходимости отрываться от процесса пайки и опускать жало паяльника в канифоль.
Но, не всегда получается использовать ПОС-61. В процессе ремонта электроники нередко возникает необходимость паять элементы, чувствительные к перегреву, которые необходимо паять при низкой температуре. В этом случае я использую в качестве припоя сплав Розе (ПОСВ-50). Он состоит из трех элементов, олово – 25%, свинец – 25%, висмут – 50%.

Особенностью этого сплава является очень низкая температура плавления, всего 94С (ниже температуры кипения воды). В этом случае можно не беспокоится о возможном перегреве схемы. Однако, важно понимать, что не стоит паять сплавом Розе элементы, в процессе эксплуатации, подвергающиеся воздействию высоких температур.
Кроме ПОС-61 и ПОСВ-50 существует довольно большое количество припоев, для различных условий пайки, но я рассказываю лишь о собственном опыте и о домашнем применении, поэтому ограничусь этими двумя видами, которые использую.
Флюсы
Флюс – активное вещество, с помощью которого паяемые поверхности очищаются от оксидов, и обеспечивается лучшее растекание припоя и его контакт с поверхностью.
Вот тут начинающего мастера ждет раздолье, и одновременно муки выбора.

Все флюсы можно поделить на две больших категории: 1 — агрессивные, 2 — не агрессивные. Агрессивные обычно сделаны на базе различных кислот, активно воздействующих на поверхности, поэтому после применения их обязательно нужно смыть с помощью Flux-off. Не агрессивные в своей основе как правило имеют всем хорошо знакомую канифоль.
Самый простой способ – купить флюс в любом магазине радиодеталей. Я чаще всего использую ЛТИ-120.

Но и в домашних условиях можно сделать оба вида флюса самостоятельно. Первый, самый простой способ – толченую канифоль в пропорции 50/50 залить спиртом и взболтать. По мере испарения спирта, флюс будет густеть. Просто добавьте спирта, чтобы снова получить нужную консистенцию. Важно: добавляйте спирт в канифоль, до нужной консистенции, а не в мастера, до кондиции. 🙂
Кроме этого, если по каким-то причинам, вам нужен агрессивный флюс, можно залить спиртом обычный аспирин, который прекрасно справится с этой ролью. Только будьте готовы к неприятному запаху при пайке.

Кроме всего прочего, настоятельно рекомендую обзавестись маленькими кусачками, надфилем (напильником) и несколькими пинцетами. Надфиль вам понадобится для зачистки паяльника, кусачки для откусывания лишних ножек с деталей или снятия изоляции с проводков, ну а пинцет, чтобы держать детали во время пайки.
Начало
Жало у паяльников бывает двух основных видов.
- Медное (или из сплава меди).
- Никелированное, его еще называют вечным или несгораемым.

На этапе обучения, я бы все-таки советовал бы медное жало — им паять проще. Никелированное требует особого ухода и очень не любит механических воздействий. Его нельзя зачищать напильником, царапать, шкурить. Чистить рекомендуется только мокрой тканью. А еще, чтобы им паять, необходимо не только не давать ему греться выше 300 градусов, но соблюсти целую технологию, для которой больше подходит слово ритуал, иначе припой просто не будет липнуть на жало.
С медным жалом таких заморочек нет, но в отличии от никелированного, оно имеет свойство выгорать, так как в процессе пайки медь постепенно растворяется в припое. Поэтому медное жало необходимо периодически править и чистить от окалины.
Новый паяльник с медным жалом перед началом работ нужно привести в боевую готовность – прогреть и залудить.
При первом включении вы можете почувствовать запах гари. Не пугайтесь, это нормально. В паяльнике выгорает лишняя смазка. Это быстро пройдет.

Первый прогрев можно осуществлять в течении 10-15 минут. После прогрева, надфилем (мелким напильником), зачищаем жало и сразу после этого, пока оно не окислилось, макаем в канифоль, а затем сразу в припой. Если у вас трубчатый припой с канифолью, то можно на паяльнике расплавить некоторое количество такого припоя. Наша задача достичь результата, при котором основная рабочая поверхность жала будет равномерно покрыта припоем.
После того, как подготовили паяльник, необходимо подготовить элементы, которые мы будем паять. Для этого их нужно залудить. Лудим их так же как готовили жало паяльника.
Рекомендую начинать учиться паять не с телефонов, которые вы собираетесь ремонтировать, а с крупных деталей, например, ненужных проводов.

После того, как паяльник и детали подготовлены, наша задача припаять их друг к другу. Для этого необходимо поднести спаиваемые делали друг к другу, кисточкой нанести нужное количество флюса (без излишеств) прижать детали друг к другу, а затем взяв на жало чуть-чуть припоя (ровно столько, чтобы хватило на спайку и при этом не осталось так называемых «соплей»), пропаять. Желательно, чтобы получалось с первого раза. Не нужно греть соединение слишком долго (помним про перегрев детали). В итоге должно получиться ровное, аккуратное, соединение, с тонким слоем припоя. Качественное место спайки должно блестеть. Если припой получился матовым, скорее всего не хватило температуры.
Принцип пайки паяльником одинаков для разных деталей.
Позже, когда вы освоите уверенную пайку крупных деталей с одного прикосновения, можно будет попробовать свои силы на мелких деталях телефонов (ножки системных разъемов и т.д.). Настоятельно рекомендую не начинать осваивать азы паяльного дела с мелких деталей. Скорее всего не получится, и придется отдавать мастеру на восстановление.
В свое время мне очень понравились несколько видео на данную тематику. Меня подкупило качество картинки и ракурсы. Советую посмотреть:
- https://youtu.be/b15MMzb_GWw
- https://youtu.be/5uiroWBkdFY
На этом канале еще не одно подобное видео.
Обратный процесс
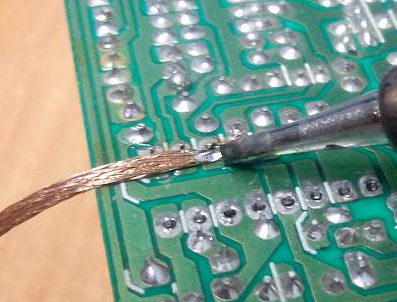
Зачастую, перед впайкой новой детали, необходимо выпаять предыдущую. Иногда для этого недостаточно просто разогреть деталь. Вам может потребоваться удалить старый припой. Для этого существуют специальные аппараты – отсосы. Но учитывая их стоимость, в домашних условиях проще обойтись старым проверенным методом – медной оплеткой. Специальные мотки такой оплетки продаются в любом магазине электротехники, наряду с припоями и флюсами.

Для того, чтобы удалить старый припой, необходимо приложить оплетку в нужное место, капнуть (смазать) флюсом, а затем прижать к нему паяльник. Расплавленный припой впитается в оплетку и позволит освободить деталь.
Заключение
На словах данный процесс не представляет ничего сложного, и кажется простым. Но на деле, не всегда получается достичь нужного результата.
Как говорится, мужчины, это случайно выжившие мальчики. J И хоть паяльные дела не столь опасны, как плавка аккумуляторных свинцовых пластин над костром и изготовление бомбочек из магния и марганцовки, скорее всего если вы решите попробовать себя в паяльном деле, то столкнетесь и с обожженными пальцами, и со слезящимися глазами, и с неприятным запахом.
Стоит оно того или нет, решать вам, но для меня, ощущение, когда сделанная тобою вещь вновь работает, сродни маленькому чуду, на которое способен каждый, при должном желании и усердии.
Пошаговая инструкция по пайке паяльником
Пайка — это надежный и популярный способ соединения проводов и деталей. Зная, как правильно паять паяльником и освоив все тонкости процесса, можно проводить самостоятельно несложные работы, не прибегая к помощи мастеров.

Паяльник относится к травмоопасным приборам, поэтому при его эксплуатации следует соблюдать осторожность
Что такое пайка
Пайка — это способ соединения металлических деталей с помощью более легкоплавкого металла. Сам по себе процесс представляет собой проникновение одного вещества в другое при высокой температуре (180-250 градусов).
Важно! Главным является качественное прогревание деталей, подлежащих пайке, с последующим закреплением их припоем.
Овладев техникой пайки, мастер сможет соединить любые детали
Технология пайки паяльником
Существует два вида технологий, а именно с использованием флюса или с канифолью. Стоит отметить, что выбор технологии проведения работ целиком и полностью зависит от мастера, здесь каждый исходит из собственного опыта.
Пайка с канифолью
Паять инструментом с канифолью намного сложнее, чем с использованием флюса. Однако, мастерски овладев техникой, любой человек может выполнить 90 процентов задач.
Ярким примером станет техника, как правильно паять провода паяльником. Первоначально следует его прогреть: жало инструмента приложить плоскостью. Затем опустить провод с прижатым жалом в канифоль. После выполнения данной процедуры он становится подготовленным. Затем, жалом прибора необходимо взять небольшую часть припоя и нанести его на провод.
Жало прибора нужно очистить металлической губкой и коснувшись канифоли, провести прибором по плате, при этом останется тонкий слой канифоли на поверхности. После выполнения данных манипуляций, поверхности становятся подготовленными. В завершение, следует прижать к проводу жало тонким слоем припоя и «пройтись» по месту спайки.
Важно! Если работа выполнена безошибочно, то поверхность будет блестеть, а соединение иметь высокую прочность.
Пайка с флюсом
Для пайки потребуется окунуть во флюс кисточку и переместить ее на место спайки. Затем, нанести припой и приступить к процессу.
Казалось бы, процедура проста и выполнить ее может даже человек, не имеющий опыта. Однако, это не так. Работа с кислотой имеет массу сложностей:
- под каждый материал следует подбирать свой флюс, поскольку они не взаимозаменяемы и зачастую могут давать обратный эффект;
- категорически запрещено применять через чур активные флюсы на микросхемах;
- по окончании эксплуатации прибора важно удалить остатки флюса, в противном случае он будет способствовать разложению металла.
Что может понадобиться для пайки
Для пайки необходим источник тепла: открытое пламя, электрическая спираль или луч лазера. Последний способ подходит даже если нужно спаять чистейшим металлическим материалом. В домашних условиях используют электрический прибор, который предназначен для:
- различных электросхем и в том случае, когда нужно спаять радиодеталь;
- ремонта электрического оборудования;
- лужения припоем изделий из металла.
Итак, что же нужно для пайки паяльником? Об этом подробнее дальше.

Для работы рекомендуется использовать специальную подставку
Паяльник
Ручное устройство используется для:
- прогрева соединяемых деталей;
- нагрева припоя;
- нанесения жидкого припоя на элементы, подлежащие соединению.
Важно! Для работы бытового паяльника необходимо напряжение электрической сети 12 и 220 в.
Припой
Для эксплуатации агрегата мастеру может потребоваться припой — сплав олова со свинцом. Он бывает, как в форме трубки, так и проволоки. Трубчатый припой более удобен в эксплуатации.
Для домашних целей паяют сплавами с меньшим процентом содержания олова. Кроме того, используют мягкие и твердые припои. Первые имеют температуру плавления до 450 градусов, остальные относятся к твердым.
Процесс обязательно осуществляют под флюсом, который обеспечивает:
- максимальное сцепление с ним сплава;
- растворение окисных пленок.
Зачастую применяют канифоль, а также составы в которые она входит. Для размягчения материала достаточно температуры 50 градусов, при 200 градусов она уже кипит.

С помощью флюса можно определить готовность к пайке
Паяльные пасты
Паяльные пасты также необходимы для пайки. Они представляют собой смесь из припоя и флюса. Позволяют осуществить пайку в любых местах. Состав наносят на компонент, а затем жалом прогревают его.
Приготовить состав можно своими руками в домашних условиях. Для этого необходимо соединить оловянные опилки и жидкий флюс. Масса должна по консистенции напоминать гель.
Важно! Хранить самостоятельно приготовленную паяльную пасту допустимо не более 6 месяцев.
Подставка для паяльника
Подставка для инструмента необходима в первую очередь для безопасности. В процессе эксплуатации прибор нагревается до максимальной температуры, поэтому в перерывах между работой его следует ставить на подставку. Для мощных приборов используют подставку с двумя опорами, которая может крепко держать прибор.
Оплетка для удаления припоя
Пайка с оплеткой осуществляется, когда работа заключается в удалении припоя с печатной платы при демонтаже деталей. Принцип следующий: в процессе сетка «принимает» припой, за счет капиллярных сил.
Перед каждой эксплуатацией прибор нужно проверять на техническую исправность
Вспомогательные приспособления для пайки
Чтобы использование паяльника было комфортным и главное безопасным для работника, могут потребоваться дополнительные инструменты. Чтобы определить, что нужно для пайки паяльником, следует разобраться в каком конкретном случае и какие приспособления используются.

Для работы могут потребоваться различные вспомогательные приспособления
Подставка для паяльника
Отнести подставку к вспомогательным предметам можно условно, поскольку ее роль существенна в процессе эксплуатации агрегата. Паяльник, в перерывах между работой, нужно ставить на свое место, которое специально выделено для этой цели на рабочем столе. Такое простое правило позволит работнику обезопасить себя от получения случайного ожога в процессе эксплуатации прибора.
Важно! Рекомендуется выбирать модель с дополнительной подставкой под губки.
«Третья рука»
Для работы очень удобно использовать «третью руку». Прибор получил такое наименование за счёт надёжной фиксации объектов пайки в абсолютно любом положении, к примеру, это может быть чайник, светодиодный материал или труба.

С помощью паяльника можно восстановить изделия из самых различных материалов
Очистители для жал
В ходе пайки жало быстро окисляется, поэтому его регулярно нужно очищать от окислов и нагара. Для этого применяются целлюлозные губки и стружка для очистки.
Ручной инструмент
К полезным ручным приспособлениям относят:
- пинцеты;
- кусачки;
- набор для пайки.
Применение пинцетов позволяет сделать комфортным пайку и демонтаж электронных элементов на платах. Использовать разрешено как обычные прямые модели, так и с загнутым хвостиком.
При проведении пайки обойтись без кусачек очень сложно, так как с их помощью мастер может безопасно удалить остатки ножек радиокомпонентов при пайке их на плату.
В стандартный комплект дополнительных инструментов для пайки входят зажимы и держатели разного типа. Зачастую в комплекте идут щеточки для очистки плат и лента.

Прибор следует регулярно очищать от различных загрязнений
Подготовка
Правильная подготовка позволит работнику избежать трудностей в ходе эксплуатации инструмента и травм.
Рабочего места
В первую очередь важно обеспечить достаточное освещение— не меньше 500 люкс. При необходимости улучшить условия можно путем использования источника местного освещения.
Также следует уделить внимание вентиляции. Помещение лучше всего оборудовать вытяжкой, но если это невозможно, то в ходе работы мастеру потребуется делать небольшие перерывы, для проветривания рабочего места.
Важно! Если в качестве материала для пайки выступает полипропилен или пластиковый элемент, то работать с ним в неотапливаемом помещении не рекомендуется. Также полипропиленовый материал не следует паять при минусовой температуре.
Выбор паяльника по мощности
Для работы используют приборы различной мощности. Чтобы выбрать конкретную модель, чаще всего учитывают то, что:
- для работы с электроникой используют маломощные паяльники;
- если необходимо спаивать толстый слой меди, применяют 100-ваттный инструмент;
- для массивных деталей используют модели с мощностью 200 Вт.
Важно! Определить мощность инструмента можно «на глаз»: чем больше он по размерам, тем выше его мощность.
Для домашнего применения подойдут паяльники с небольшой мощностью
Подготовка паяльника к работе
Перед первой эксплуатацией агрегата важно убрать остатки заводской смазки с его корпуса. В противном случае они будут выгорать, в результате чего образуется неприятный запах. Кроме того, жало нужно также очистить от оксидной пленки.
Подготовка деталей к пайке
Паяют детали всегда в несколько шагов. Изначально следует подготовить поверхность проводника:
- удалить оксидную пленку с последующим обезжириванием;
- выполнить облуживание.
После выполнения данных действий можно приступать к соединению деталей. Важно также зачистить провода, которые ранее использовались.
Также следует снять оксидную пленку. Выполнить действие можно с помощью наждачной бумаги, ножа или напильника. Паять деталь разрешено только после обезжиривания.
Залудить проводник из меди нужно под флюсом, после прогрева припой должен покрыть поверхность материала тонким слоем. Если имеется наплыв, пайку стоит отложить. В данном случае припой нужно расположить вертикально и провести паяльником с верхней в нижнюю точку.
Если же нужно паять алюминий, то следует совместить процесс зачистки и обслуживания. Для этого провод, покрытый канифолью, необходимо поместить в наждачную бумагу, разогреть его с одновременным вращением.

Перед эксплуатацией инструмента требуется очистить жало
Разогрев и выбор температуры
Чтобы правильно паять инструментом, мастеру важно научиться определять хорошо ли разогрето место пайки. Если применяется обычный паяльник, то ориентироваться можно на канифоль и флюс, а именно на их поведение. Так, при достаточном разогреве, они кипят, выделяют пар, но ни в коем случае не горят.
Если используется паяльная станция, то исходить необходимо из следующих правил:
- температура, при которой происходит нагрев деталей должна быть на 40-80 градусов больше температуры плавления припоя;
- температура наконечника инструмента должна быть на 20-40 градусов выше температуры нагрева деталей.
Важно! При нагреве следует ориентироваться на состояние канифоли — когда она кипит, но не дымится, стоит начать припаивать материал.
Пошаговая техника пайки проводов
Существует пошаговая инструкция, которую работнику необходимо соблюдать, чтобы не столкнуться с дополнительными сложностями:
- Удалить изоляцию на длине 3-5 см.
- Зачистить и обезжирить соединяемые жилы.
- Выполнить плотную скрутку проводов.
- Нанести флюс на полученный сросток.
- Набрать на жало припой и припаять скрутки.
- Полученный сросток нужно изолировать.
Возможные проблемы при пайке
В ходе эксплуатации паяльника, могут возникнуть проблемы, которые мастеру потребуется устранить. Однако, большую часть недочетов можно определить «на глаз», к примеру:
- холодная пайка — припой имеет тусклый цвет, прочность контакта низкая, в результате чего со временем он разрушается;
- перегрев компонентов — припой не покрывает поверхность;
- перемещение компонентов, подлежащих соединению, до полного затвердевания припоя.
Важно! Устранить все вышеперечисленные проблемы возможно путем повторной пайки.

Перед тем как приступить к работе, следует пройти обучение у опытных специалистов
Меры безопасности
Важно не только знать, как работать паяльником, но и изучить меры безопасности при его эксплуатации, поскольку их выполнение позволяет:
- защитить кожу от термических ожогов;
- предотвратить возгорание;
- защититься от поражения током.
Перед тем, как приступить к эксплуатации паяльника, мастеру необходимо убедиться в том, что кабель питания находится в исправном состоянии. Жало не должно соприкасаться с предметами и поводками.
В процессе эксплуатации паяльника, брать его разрешено только за ручку — держать включенный инструмент за корпус, опасно для здоровья. В перерывах между работой инструмент следует помещать на подставку.
Важно! Рекомендуется перед самостоятельными действиями пройти обучение у мастеров, чтобы начинающая практика не обернулась рядом ошибок.
Зная, как пользоваться паяльником, мастер сможет выполнить качественно любую работу. Важно, помнить о соблюдении техники безопасности, поскольку при неправильном применении инструмент способен нанести серьезный вред здоровью.
Пайка паяльником
Перед тем как паять паяльником, нужно обзавестись всем необходимым. К основным инструментам и материалам, без которых пайка невозможна, относится сам паяльник, припой и флюс.
Паяльники
Как пользоваться таким паяльником, можно узнать из описаний технологии жестяных работ, именно там они использовались чаще всего. В наше время обычно пользуются электрическими паяльниками в силу их доступности и удобства пользования. Но первые паяльники нагревались на открытом пламене.
Основным параметром, по которому подбирается паяльник, является его мощность, определяющая величину теплового потока, передающегося к паяемым деталям. Для пайки электронных компонентов используются приборы мощностью до 40 Вт. Тонкостенные детали (с толщиной стенки до 1 мм) требуют мощности 80-100 Вт.
Для деталей с толщиной стенки 2 мм и более понадобятся паяльники мощностью выше 100 Вт. Такими являются, в частности, молотковые электрические паяльники, потребляющие до 250 Вт и выше. К самым энергоемким паяльникам относится, например, молотковый паяльник Ersa Hammer 550 мощностью 550 Вт. Он способен нагреваться до температуры 600°C и предназначен для паяния особо массивных деталей – радиаторов, деталей машин. Но у него неадекватная цена.
Помимо массивности детали, на необходимую мощность паяльника влияет и теплопроводность паяемого металла. С ее увеличением мощность прибора и температуру его нагрева необходимо увеличивать. При пайке паяльником деталей из меди он должен быть нагрет сильнее, чем при пайке такой же по массе детали, но изготовленной из стали. К слову сказать, при работе с изделиями из меди может возникать ситуация, когда из-за высокой теплопроводности металла, при паянии будет происходить распайка мест, выполненных ранее.
Припои
Флюсы
Подобрать при пайке нужный флюс – значит решить главную проблему пайки. Именно качество флюса определяет в первую очередь паяемость того или иного металла, легкость или трудность самого процесса пайки и прочность соединения. Флюс должны соответствовать материалу паяемых изделий – своей способностью разрушать его окисную пленку.
Эффективными флюсами для пайки стали являются водный раствор хлористого цинка, паяльные кислоты на его основе, флюс ЛТИ-120. Можно использовать и другие, более сильные флюсы, которых на рынке предостаточно.
Основное отличие пайки паяльником нержавеющих сталей от пайки углеродистых и низколегированных состоит в необходимости применения более активных флюсов, требующихся для разрушения химически стойких окислов, которыми покрыты нержавеющие стали. Что касается чугуна, то его нужно паять высокотемпературной пайкой, а, следовательно, электрический паяльник для этой цели не подходит.
Для нержавейки применяют ортофосфорную кислоту. Хорошо справляются с химически стойкой окисной пленкой и специализированные флюсы, такие, например, как Ф-38.
Для оцинкованного железа можно применять состав, содержащий канифоль, этиловый спирт, хлористый цинк и хлористый аммоний (флюс ЛК-2).
Вспомогательные материалы и приспособления
Подставка для паяльника служит для того, чтобы нагретый паяльник не касался стола или других предметов. Если она не идет в комплекте с паяльником, ее приобретают отдельно или делают самостоятельно. Простейшую подставку можно изготовить из тонкого листа жести, вырезав в нем пазы для укладки инструмента.
Влажной вискозной или поролоновой губкой, уложенной в гнездо для предотвращения выпадения, гораздо удобней очищать кончик паяльника, чем обычной тряпочкой. Для этих же целей может служить и латунная стружка.
Удалять излишки припоя с поверхности деталей можно с помощью специального отсоса или оплетки. Первый внешним видом и конструкцией напоминает шприц, оснащенный пружиной. Перед использованием его нужно взвести, утопив головку штока. Поднеся носик к расплавленному припою, пружину спускают, надавив на кнопку спуска. В результате излишек припоя втягивается внутрь съемной головки.
Оплетка для удаления припоя представляет собой плетенку из офлюсованных тонких медных проводков. Приложив ее конец к припою и прижав сверху паяльником, благодаря капиллярным силам можно как промокашкой собрать в ней весь лишний припой. Кончик оплетки, напитанный припоем, просто отрезается.
Очень полезным является приспособление, называемое третьей рукой (Third-Hand Tool). При работе с паяльником иногда катастрофически “не хватает рук” – одна занята самим паяльником, другая – припоем, а нужно ведь еще держать в определенном положении паяемые детали. “Третья рука” удобна тем, что ее зажимы можно легко устанавливать в любом положении друг относительно друга.
Паяемые детали нагреваются до высокой температуры, прикоснувшись к ним можно обжечься. Поэтому желательно иметь различные зажимные устройства, позволяющие манипулировать нагретыми деталями – плоскогубцы, пинцеты, зажимы.
Подготовка паяльника к работе
Перед использованием паяльника нужно подготовить его наконечник. Подготовка зависит от его исходного вида. Если наконечник выполнен из непокрытой меди, его кончик можно отковать в виде отвертки, это уплотнит медь и придаст ей повышенную устойчивость от износа. Можно и просто заточить на наждаке или напильником, придав ему необходимую форму – в виде острого или усеченного конуса с различным углом, четырехгранной пирамиды, углового скоса с одной стороны. Для предохранения меди от окисления используются металлические покрытия из никеля. Если паяльник имеет такое покрытие, то ковать и затачивать его нельзя во избежание повреждения покрывающего слоя.
Существует унифицированный ряд форм наконечников, но можно, разумеется, использовать любую форму, подходящую для конкретной работы.
При пайке массивных деталей площадь соприкосновения паяльника с деталью должна быть максимальной – для обеспечения лучшей передачи тепла. В этом случае наилучшей считается угловая заточка круглого стержня (2 на фото выше). Если предполагается паять мелкие детали, то подойдет острая конусная (4), ножевая или иные формы с малыми углами.
Инструкции по работе с паяльником, имеющем медное жало без покрытия, содержат одно обязательное требование – лужение “жала” нового паяльника с целью его защиты от окисления и износа. Причем делать это следует при первом же нагреве, не мешкая. Иначе “жало” покроется тонким слоем окалины, и припой не захочет прилипать к нему. Это можно сделать разными путями. Прогреть паяльник до рабочей температуры, прикоснуться “жалом” к канифоли, расплавить на нем припой и растереть последний о деревяшку. Или протереть нагретый наконечник тряпкой, смоченной раствором хлористого цинка, расплавить на него припой и куском нашатыря или каменной поваренной соли растереть его по наконечнику. Главное, чтобы в итоге этих операций рабочая часть наконечника была полностью покрыта тонким слоем припоя.
Необходимость залудить жало вызвана тем, что флюс постепенно разъедает, а припой растворяет жало. Из-за потери формы приходится регулярно затачивать жало, и чем активнее флюс те чаще, порой по нескольку раз в день. У никелированных жал никель закрывает доступ к меди, защищая её, но такие жала требуют бережного обращения, боятся перегрева, и не факт, что производитель сделал достаточно качественное покрытие, за которое требует переплаты.
Подготовка деталей к пайке
Прежде всего, это очистка детали от загрязнений и обезжиривание. Здесь нет никаких особых тонкостей – нужно с помощью растворителей (бензина, ацетона или прочих) очистить деталь от масел, жиров, грязи. Если имеется ржавчина, ее нужно удалить любым подходящим механическим способом – с помощью наждачного круга, проволочной щетки или наждачной бумаги. В случае высоколегированных и нержавеющих сталей желательно обработать соединяемые кромки абразивным инструментом, поскольку окисная пленка этих металлов особенна прочна.
Температура пайки
Температура пайки (температура паяемых деталей) должна на 40-80°C превосходить температуру плавления припоя, а температура нагрева наконечника – на 20-40°C температуру пайки. Последнее требование обуславливается тем, что при соприкосновении с паяемыми деталями температура паяльника будет снижаться из-за отвода тепла. Таким образом, температура нагрева наконечника должна превосходить температуру плавления припоя на 60-120°C. Если используется паяльная станция, то необходимая температура просто устанавливается регулятором. При использовании паяльника без регулирования температуры, оценивать ее фактическое значение, при использовании в качестве флюса канифоли, можно по поведению канифоли при прикосновении паяльника. Она должна вскипать и обильно выделять пар, но не сгорать мгновенно, а оставаться на наконечнике в виде кипящих капель.
Перегрев паяльника также вреден, он вызывает сгорание и обугливание флюса до момента активации им поверхности спая. О перегреве свидетельствует темная пленка окислов, возникающая на припое, находящемся на кончике паяльника, а также то, что он не удерживается на “жале”, стекая с него.
Техника пайки паяльником
- Подача (слив) припоя на паяемые детали с кончика паяльника.
- Подача припоя непосредственно на паяемые детали (на площадку).
При любом способе необходимо прежде подготовить детали к пайке, установить и закрепить их в исходном положении, разогреть паяльник и смочить место спая флюсом. Дальнейшие действия отличаются в зависимости от того, какой способ используется.
При подаче припоя с паяльника, на нем расплавляют некоторое количество припоя (чтобы удерживалось на кончике) и прижимают “жало” к паяемым деталям. При этом флюс начнет вскипать и испаряться, а расплавленный припой переходит с паяльник на спай. Движением наконечника вдоль будущего шва обеспечивают распределение припоя по стыку.
Припоя на желе может быть достаточно если жало просто приобрело металлический блеск. Если форма жала заметно изменилась, значит припоя слишком много.
При подаче припоя непосредственно на спай, паяльником вначале разогревают детали до температуры пайки, а затем подают припой на деталь или в стык между паяльником и деталью. Расплавляясь, припой будет заполнять стык между паяемыми деталями. Выбирать, как именно паять паяльником – первым или вторым способом – следует в зависимости от характера выполняемой работы. Для мелких деталей лучше подходит первый способ, для крупных – второй.
К основным требованиям качественной пайки относятся:
- хороший прогрев паяльника и паяемых деталей;
- достаточное количество флюса;
- ввод нужного количества припоя – ровно столько, сколько требуется, но не больше.
Вот несколько советов о том, как правильно паять паяльником.
Если припой не течет, а размазывается, значит температура деталей не достигла нужных значений, нужно увеличить температуру нагрева паяльника либо взять прибор помощнее.
Не нужно вносить слишком много припоя. Качественная пайка предполагает наличие в спае минимально достаточного количества материала, при котором шов получается слегка вогнутым. Если припоя оказалось слишком много, не нужно стараться его куда-то пристроить на стыке, лучше удалить отсосом или оплеткой.
О качестве спая говорит его цвет. Высокое качество – спай имеет яркий блеск. Недостаточная температура делает структуру спая зернистой, губчатой – это однозначный брак. Пережженный припой выглядит матовым и имеет пониженную прочность, что в некоторых случаях может быть вполне допустимо.
При использовании активных (кислотных) флюсов нужно обязательно смывать после пайки их остатки – каким-нибудь моющим средством или обычным щелочным мылом. В противном случае нельзя дать гарантии, что через некоторое время соединение не будет разрушено коррозией от оставшихся кислот.
Лужение
Лужение проводов. Лужение кончиков электропроводов – одна из самых частых операций. Ее осуществляют перед припайкой проводов к контактам, спаиванием между собой или для обеспечения лучшего контакта с клеммами при подсоединении с помощью болтов. Из облуженного многожильного провода удобно сделать колечко, обеспечивающее удобство при креплении к клемме и хороший контакт.
Провода могут быть одножильными и многожильными, медными и алюминиевыми, покрытыми лаком или нет, чистыми новыми или закисленными старыми. В зависимости от этих особенностей и различается их облуживание.
Проще всего лудить одножильный медный провод. Если он новый, то не покрыт окислами и лудится даже без зачистки, нужно просто нанести на поверхность провода флюс, нанести на нагретый паяльник припой и поводить по проводу паяльником, слегка поворачивая при этом провод. Как правило, лужение проходит без проблем.
Если же проводник не хочет лудиться – из-за наличия лака (эмали) – помогает обычный аспирин. Знание о том, как паять паяльником с помощью таблетки аспирина (ацетилсалициловая кислота) в некоторых случаях может оказаться очень полезным. Нужно положить ее на дощечку, прижать к ней проводник и прогреть его в течение нескольких секунд паяльником. При этом таблетка начинает плавиться, и образующаяся кислота разрушает лак. После этого провод обычно лудится легко.
Если нет аспирина, убрать с поверхности проводника мешающий лужению лак помогает и хлорвиниловая изоляция от электропроводов, которая при нагревании выделяет вещества, разрушающие лаковое покрытие. Нужно прижать паяльником проводок к кусочку изоляции и несколько раз протащить его между изоляцией и паяльником. После чего облудить провод в обычном порядке. При зачистке от лака при помощи наждачной бумаги или ножа нередки надрезы и обрывы тонких жил провода. При зачистке путём обжига, провод может потерять прочность и легко сломаться.
Следует учитывать, что расплавленный полихлорвинил и аспирин выделяют в воздух вредные для здоровья вещества.
Ещё, для покрытых лаком (эмалью) проводов можно приобрести специальный флюс, удаляющий лак.
Новый многожильный медный провод лудится также легко, как и одножильный. Единственная особенность состоит в том, чтобы вращать его в ту сторону, при которой проводки будут скручиваться, а не раскручиваться.
Старые провода могут быть покрыты окислами, препятствующими лужению. Справиться с ними поможет та же таблетка аспирина. Нужно расплести проводник, положить его на аспирин и прогреть несколько секунд паяльником, двигая проводником взад-вперед – и проблема облужения исчезнет.
Для лужения алюминиевого провода потребуется специальный флюс – например, тот, который так и называется “Флюс для пайки алюминия”. Этот флюс является универсальным и подходит также для пайки металлов с химически стойкой окисной пленкой – нержавеющей стали, в частности. При его использовании нужно только не забыть после очистить соединение от остатков флюса во избежание коррозии.
Если при лужении проводов на них образовался избыток прибоя, убрать его можно, расположив провод вертикально концом вниз и прижав к его концу нагретый паяльник. Лишний припой стечет с провода на паяльник.
Лужение большой поверхности металла
Затем кисточкой или другим инструментом, соответствующем флюсу, на поверхность листа, наносится флюс (это может быть не пастообразный флюс как на фото ниже, а, например, раствор хлористого цинка или другой активный флюс).
Паяльник с относительно большой плоской поверхностью жала разогревается до необходимой температуры и на поверхность детали наносится припой. Желательно чтобы мощность паяльника была около 100 Вт или выше.
Затем паяльник прикладывать к припою на детали наибольшей плоскостью и держится в таком положении. Время нагрева детали зависит от ее размеров, мощности паяльника и площади контакта. О достижении необходимой температуры свидетельствует вскипание флюса, плавление припоя и растекание его по поверхности. Постепенно припой распределяется по поверхности.
После лужения поверхность металла очищается от остатков флюса спиртом, ацетоном, бензином, мыльной водой (в зависимости от химического состава флюса).
Если припой не растекается по поверхности металла, то это может быть из-за плохой очистки поверхности перед лужением, плохого прогрева металла (по причине недостаточной мощности паяльника, маленькой площади контакта, недостаточного времени прогрева металла детали), грязного наконечника паяльника. Ещё причиной может быть неправильный выбор флюса или припоя.
Лужение может осуществляться путем нанесения (слива) припоя с паяльника и распределением его “жалом” по поверхности, или подачей припоя непосредственно на площадку – припой плавится от прикосновения к разогретому металлу детали.
Пайка листового металла внахлест
В первом случае перекрывающиеся зоны деталей после механической зачистки и обезжиривания предварительно лудят. Затем части соединения прикладываются друг к другу облуженными поверхностями, фиксируются зажимными устройствами и прогреваются с помощью паяльника с разных сторон до температуры плавления припоя. Свидетельством удачной пайки является вытекание расплавившегося припоя из зазора.
При втором способе, после подготовки деталей, контактная зона одной из детали покрывается паяльной пастой. Затем детали фиксируют в нужном положении, стягивают зажимами и, как и в первом случае, прогревают шов паяльником с двух сторон.
Электроника для всех
Блог о электронике
Ликбез по пайке
 |
| Мой любимый припой. |
 |
| Тонкая проволочка для точных паек. |
И вот ты решил окунуться в электронику с головой, затарился паяльником, купил припой и… А что дальше? Если худо бедно, то как надо паять представляют все, а вот тонкости технологии известны далеко не многим и приходят с опытом. Чтож, ускорю этот пагубный процесс и расскажу тебе парочку хитростей.
Итак, про хороший паяльник для мелкого монтажа ты наверное уже читал, вот от него и будем плясать. Кроме паяльника тебе потребуется припой и флюс. О них поподробней.
Припой.
Это специальный сплав, который плавится при температуре порядка 200 градусов. Самый распространенный это 60/40 Alloy, он же ПОС-61. Сплав в котором 60% олова и 40% свинца. Температура плавления у него 183-230 градусов. Обычно продается в виде проволоки, намотанной на катушки.
Для мелкого монтажа лучше брать тот, где диаметр проволочки поменьше — легче дозировать. У меня две катушки, одна с проволокой припоя 0.3 мм, вторая 0.6 мм. Ну еще есть с полутора миллиметровой, но я ей почти не пользуюсь. Только если массово паяю массивные детали, где надо много припоя.
Покупать припой лучше импортный, к сожалению российский продукт сплошь и рядом отстой. Может и есть качественный, но обычно мне попадался низкопробный шлак. Катушка припоя, как на картинке, должна стоить от 150-200 рублей, дороже можно, дешевле не желательно. Лучше один раз потратиться, зато потом иметь красивую и качественную пайку и не париться. А катушки обычно хватает года на полтора-два это минимум.
Ещё полезно купить себе немного сплава Розе. Это тоже вроде припоя, но температура плавления у него совсем смешная — где то в районе 90-100 градусов. Этот сплав иногда полезен при демонтаже, но об этом позже будет отдельная статья.
 |
| Канифоль — классика жанра |
Самый простой и народный флюс. Это обычная очищенная сосновая смола. При пайке сначала берут на жало немного припоя, потом тычут в канифоль, чтобы набрать на жало смолы, а затем быстро, пока смола не испарилась, паяют. Способ не сильно удобный, поэтому часто делают по другому. Берут обычный этиловый (медицинский) спирт и растовряют в нем толченую канифоль пока она растворяется. После этот раствор наносят кисточной на спаиваемые детали и паяют. Активность канифоли не высока, поэтому иной раз ничего не получается — детали не не лудятся, но зато у канифоли есть одно огромное достоинство, которое порой перекрывает все ее недостатки. Канифоль абсолютно пассивна. То есть ее не нужно удалять с места пайки, так как она не окисляет и не восстанавливает металлы, являясь при этом отличным диэлектриком. Именно по этому самые ответственные пайки я стараюсь делать спирто-канифольным флюсом.
 |
| ЛТИ-120 |
 |
| Глицерин-гидразин |
 |
| Канифоль-гель. Супер вещь |
 |
| Ф-34А — химическое оружие массового поражения. |
 |
Палитра флюсов  |
Один из моих любимых флюсов. Представляет из себя рыжую жидкость, имеет в своем составе канифоль и еще ряд присадок. Паять им также как и обычным спирто-канифольным флюсом — намазать кисточкой на детали и паять. Но есть одна хитрость. В изначальном варианте ЛТИ-120 жидкий зараза, мажется тонким слоем и моментально высыхает, в общем пользоваться им не очень удобно. Я придумал как это побороть.
Я сделал себе палитру флюсов — наклеил на мелкую компашку кучу крышечек от флакончиков, налил в них разных флюсов и наклеил это дело на катушку с припоем. Получилось очень удобно и компактно. Так вот, налив ЛТИ-120 в крышечку я даю ему постоять пару дней. За это время он подсохнет и загустеет до состояния жидкого мёда. Вот его уже удобно намазывать острой зубочисткой точно туда куда надо. А если загустеет сверх меры, то либо туда немного спирту капну, либо подолью еще немного свежего флюса и размешаю. Производитель утверждает, что ЛТИ-120 смывать не нужно. В принципе, вроде бы так оно и есть, он не активный. Но что то меня смущают присадки которые в нем, поэтому я его смываю всегда. Смывается он широкой кисточкой, смоченной в спирте. Или просто щеткой под струей воды из под крана. Нет ничего страшного в том, чтобы отмывать готовую плату водой, главное хорошо высушить потом.
Канифоль-гель
Отличная штука. Не так давно появился в радиомагазинах и уже заслужил мою любовь и уважение. Представляет из себя густую коричневую пасту на основе канифоли, продается в шприцах. Отлично намазывается непосредственно туда где надо, не оставляет нагара на паяльнике, как ЛТИ-120. Легко смывается водой или спиртом, в общем, рулез!
Глицерин-гидразин.
Убойный активный флюс, который легко смывается водой, не оставляет грязных липких следов и окислов. Но его надо смывать. Тщательно смывать. Иначе за пару лет он может разъесть дорожки платы или его остатки станут токопроводными и возникнут жуткие утечки по поверхности платы между дорожками, что крайне негативно скажется на работе схемы. Еще я не уверен в безопасности его паров. На раз два попользоваться можно, но вот постоянно его юзать мне как то не улыбается. Но в целом это офигенный флюс, паять им одно удовольствие.
Глицерин-Салициловый флюс .
Он же ФСГЛ. Честно говоря я понятия не имею откуда эта хрень вообще берется. У меня банка этого флюса имеется с детства (собственно поэтому канифолью то я практически не паял никогда) — батя стырил с оборонного предприятия. В свободной продаже не видел ни разу. Паяет также ядрёно как и Глицерин-гидразин, но не имеет в своем составе сомнительных с точки зрения токсичности примесей. Там 90% глицерина, 5% салициловой кислоты, 5% воды. Купить чтоль в аптеке салицилки и самому сбодяжить? Уж больно чумовой рецепт. Один недостаток — нужно смывать, он активный. Но смывается водой влегкую.
Ф-34А
Адская кислотная смесь. При пайке имеет жуткий едкий выхлоп, которым я потравил половину нашей лаборатории. Паять этой гадостью можно только в противогазе и с мощной вытяжкой, но зато это дерьмище паяет все, то что другим флюсам даже в страшном сне не снилось. Эта жижа залуживает влет — ржавчину, окислы, сталь, напыления, даже алюминий можно паять. Так что если тебе надо будет припаяться к ржавому гвоздю, то капни этой херни, задережи дыхание и ЛУДИ!
Импортные безотмывочные флюсы.
Честно говоря ими я не пользовался. Говорят они круты, но имхо паять ими просто так это не рационально — слишком уж дорогие они, да и у нас в городе не продают, а заказывать мне западло. Скорей они для профессионального применения, вроде ремонта сотовых или пайки BGA корпусов (это когда ножки в виде массива шариков под корпусом микросхемы). Если интересно, то поищите инфу на форумах ремонтников сотовых, они про это дело знают все.
Голландский флюс на основе конопли
Понятия не имею кто его делает и где его продают, но я точно знаю что он есть! Особенно я в этом убедился после ковыряния в схемах продукции фирмы где я раньше работал. Разработчики явно паяют им. Так как таких укуренных схемотехнических решений я еще не видел.
Паяльник в руки и вперед.
Про флюсы я тебе рассказал, теперь, собственно, о процессе пайки.
Дело это не хитрое. Для начала желательно облудить детали. Смачиваешь их флюсом, подцепляешь жалом паяльника чуть чуть припоя и размазываешь по поверхности. Торопиться не надо, детали должны покрыться ровным тонким блестящим слоем. Выводы микросхем и радиодеталей лудить не нужно — они уже на заводе облужены.
Припой должен быть жидким, как вода. Если он комковатый, с ярко выраженной зернистостью и матовый, то тут причины две — неправильная температура паяльника , либо припой низкопробное говно . Если паяльник слишком холодный то припой будет на грани твердого и жидкого состояния, будет вязким и не будет смачивать. Если же паяльник перегрет, то припой будет моментально покрываться серой пленкой окисла и тоже будет отвратительно лудить. Идеальная температура паяльника при пайке припоем ПОС-40 ( 60/40 Alloy ), на мой взгляд, это порядка 240-300 градусов. У СТ-96 достаточно выставить регулятор на 2/3 в сторону увеличения.
Если паяешь печатную плату, то дорожки тоже надо залудить. Но делать это надо осторожно. Текстолит, что продается на просторах Родины зачастую тоже оказывается редкостным говном и при нагреве фольга от него отваливается в момент. Поэтому долго греть плату нельзя — отвалятся дорожки. Обычно я просто смазываю хорошенько все дорожки флюсом ЛТИ-120 и провожу быстренько по каждой плоским жалом паяльника с капелькой припоя. В Результате имею идеально залуженные дорожки, с практически зеркальной поверхностью.
Есть народный способ для быстрого лужения больших плат:
 |
| Оплетка для удаления припоя |
 |
| Мое лудило |
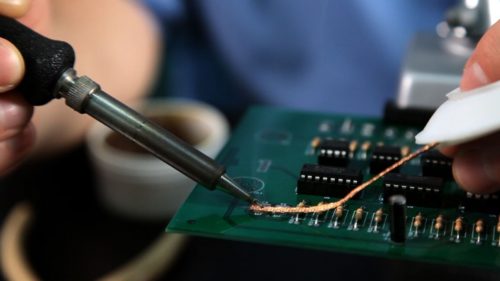
Берется оплетка для удаления припоя, это такая медная мочалка, продается в мотках по 30 рублей метр. Если не найдешь, то можешь выковырять из толстого телевизионного коаксиального кабеля экранирующую оплетку — та же херня только возни больше. Плата как следует смазывается флюсом, оплетка как следует пропитывается припоем и тоже поливается флюсом. Дальше эта хрень возякается паяльником по поверхности платы. Чтобы ворсинки оплетки не пристывали к дорожкам, лучше взять паяльник побольше и помассивней.
Я так вообще усовершенствовал способ.
Взял старый мощный паяльник на 60Вт, обмотал у него жало этой оплеткой, пропитал её сплавом Розе и теперь лужу платы в одно движение. Почему именно Розе? А им лудить проще, паяльник когда касается платы резко остывает, т.к. отдает тепло. Если оплетка смочена обычным припоем, то она тут же приваривается отдельными ворсинками к плате, а сплав Розе легкоплавный и не прилипает.
Пайка транзисторов, диодов и микросхем.
Тут я бы хотел заострить внимание особо. Дело в том, что полупроводники от слишком высокой температуры разрушаются , поэтому есть риск пожечь микросхему перегревом. Чтобы этого не произошло желательно выставить паяльник на 230 градусов или около того . Это вполне терпимая температура, которую микросхема выдерживает довольно долго. Можно паять и не торопиться. У обычных, не регулируемых паяльников, температура жала порядка 350-400 градусов , поэтому паять надо быстро, в одно касание. Не дольше секунды на каждой ножке и делать хотя бы 10-15 секундный перерыв, прежде чем приступать к пайке другой ножки. Также можно придерживать ножку металлическим пинцетом — он послужит теплоотводом.
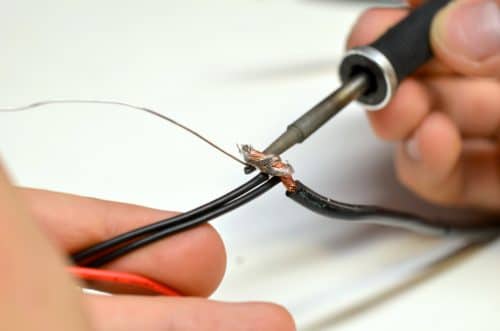
Пайка проводов
Лучше перед пайкой концы облуживать отдельно, а если провод припаивается к печатной плате, то очень желательно просверлить в плате дырку, завести его с другой стороны и только тогда паять. В таком случае риск оторвать дрожку при рывке за провод сводится к нулю.
Пайка проволокой припоя.
Так обычно паяют микросхемы. Прихватывают ее по диагонали за крайние ножки, смазывают все флюсом, а потом, держа одной рукой паяльник, а другой тонкую проволочку припоя, быстро запаивают все ножки.
Пайка проводов в лаковой изоляции
Всякий обмоточный провод, вроде тех которым намотан трансформатор, покрыт тонким слоем лака. Чтобы припаяться к нему этот слой лака нужно содрать. Как это сделать? Если провод толстый, то можно пожечь его немного огнем зажигалки, лак сгорит, а нагар можно счистить грубой картонкой. Если же провод тонкий, то тут либо аккуратно поскоблить его скальпелем, держа скальпель строго перпендикулярно проводу, либо взять таблетку аспирина и как следует прижать и пошоркать горячим жалом паяльника по проводу на аспиринке. При нагреве из аспирина выделится вещество которое сожрет лаковую изоляцию и очистит провод. Правда вонять будет сильно
 |
| Удобная держалка. |
Рекомендую обзавестись вот таким вот захватом. Чертовски удобная штука, позволяет придерживать какого-нибудь Ктулху при пайке, концы не болтаются из стороны в сторону. Кстати, бойтесь подпружиненных проводников! При пайке он может соскочить и метнуть вам в лицо капельку припоя, сколько раз мне в лицо такое прилетало уже и не припомню, а ведь могло и в глаз! Так что соблюдайте Технику безопасности!
Губка
Жало паяльника постепенно загаживается и покрывается нагаром. Это нормально, обычно виной ему флюс, тот же ЛТИ-120 горит дай боже. Для очистки паяльника можно применять специальную губку. Такая желтая фигня, идет в комплекте к подставкам для паяльника. Ее надо смочить водой и отжать, оставляя влажной. Кстати, губка постоянно высыхает, чтобы ее каждый раз не мочить ее можно пропитать обычным медицинским глицерином. Тогда она не будет высыхать вообще! Удобно блин! Если нет губки, то возьми хлопчатобумажну тряпочку, положи в железный поддончик и также пропитай водой или глицерином. У нас монтажницы держали на столе обычное вафельное полотенце и об него вытирали паяльник.
Кстати, о технике безопасности.
- Во первых расположите все так, чтобы было удобно.
- Следите за шнурами питания. Паяльник очень любит пережигать свой собственный провод . Прям мания у него. А это черевато в лучшем случае ремонтом провода, в худшем коротким замыканием и пожаром.
- Не оставляйте паяльник включенным даже на короткое время. Правило « Ушел — выключил » должно выполняться железно.
- Правило второе — паяльник должен быть либо в руке, либо на своей надежной подставке . И ни как иначе! Класть его на стол или на первую попвшуюся фиговину на столе ни в коем случае нельзя. Шнур его утащит за собой в момент.
- Не забывайте про вытяжку и вентиляцию . Если паяешь, то как минимум открой форточку, проветривай помещение, а лучше поставь на стол вентилятор (хотя бы 80мм от компа) или вытяжку.
Лучше один раз увидеть, чем сто раз прочитать:
Нет проблем! К твоим услугам куча роликов с You Tube по запросу «solder». Увидишь как это делают профессионалы. Смотри и учись!
Спасибо. Вы потрясающие! Всего за месяц мы собрали нужную сумму в 500000 на хоккейную коробку для детского дома Аистенок. Из которых 125000+ было от вас, читателей EasyElectronics. Были даже переводы на 25000+ и просто поток платежей на 251 рубль. Это невероятно круто. Сейчас идет заключение договора и подготовка к строительству!
А я встрял на три года, как минимум, ежемесячной пахоты над статьями :)))))))))))) Спасибо вам за такой мощный пинок.
Коврик из старых вещей своими руками – подборка интересных пошаговых мастер-классов с фото примерами
В каждом доме, есть такой предмет интерьера, как коврик. Такое изделие, лежит практически в каждой комнате, коридоре и даже ванной. Предназначение у каждого ковра своё, одни служат для сохранения тепла, другие — для впитывания влаги, а третьи — просто для красоты и комфорта.

Каждый человек, может пойти и купить уже готовое украшение на пол, но при желании, его можно сделать своими руками. Ведь изделие выполненное собственноручно, будет приносить своему владельцу, особое удовольствие. Поэтому, мы решили рассказать, как делать ковры.

Хочется отметить, что все представленные варианты, не требуют особых навыков, поэтому их выполнение, доступно даже новичку.
- Ковры из джинсов
- Коврики из футболок
- Коврики из лоскутов ткани
- Коврик из шпагата
- Ковры из колготок
- Ковёр из гальки
- Коврик из носков
- Фото идеи самодельных ковриков
Ковры из джинсов
Из джинсов получаются мягкие коврики, по которым приятно ходить. Они идеально подходят для размещения возле кровати, но не подходят для ванной комнаты.

Пошаговая инструкция изготовления:
- Джинсы разрезаем на лоскуты, удаляя толстые швы.
- Плетём из лоскутов косы и выкладываем их, формируя круг или овал.
- Соединяем косы, чтобы они держали форму.

По желанию, возможно использовать и другие варианты:
- используя крючок, вяжем лоскутки, как нить и выполняем определённую форму;
- переплетаем лоскутки по типу плетёнки и прошиваем края, чтобы коврик не распускался.

Отлично смотрятся коврики из лейб. Для этого, их необходимо просто пришить на плотную основу. Таким ковриком, можно украсить не только пол, но и салон машины.

Так же, интересный вариант получается из старых ремней. Их необходимо сшить между собой, а края изделия подровнять.

Коврики из футболок
Технология создания покрытия их футболок, немного сложней, поэтому для выполнения работы, требуется усидчивость.

- нарезанные лоскутами футболки (25 см. в ширину и 3 м. в длину). Для получения нужной длины, сшейте лоскуты между собой;
- ножницы;
- иголка;
- самоклеящаяся лента;
- нить.

- Берём пять полос и раскладываем их вдоль, ещё пять кладём рядом, по зеркальному типу.
- Края всех полос, фиксируем на одной ленте, с помощью нити с иголкой.
- Берём первую полосу и завязываем её на каждую последующую, пока не доходит до середины.
- Повторяем тоже, начиная с противоположной стороны.
- Встретившиеся в центре ленты, связываем.
- Потом выполняем тоже с противоположной полосой и так до конца изделия.
- После выполнения одного коврика, начинайте вязать второй.
- Готовые части соединяем.
- От количества частей, зависит размер готового ковра. Он может быть, как маленьким, так и большим, в зависимости от предназначения.

Коврики из лоскутов ткани
Из тканевых лоскутов, можно сделать как коврик, так и одеяло. Этот вариант отлично подходит для половика.

- плотный материал;
- нитка с иголкой;
- клей;
- самоклеящаяся лента;
- ножницы;
- аэрозоль для защиты поверхности.

- Из ткани вырезаем основу необходимой величины.
- Немного больше длины основы, нарезаем лоскуты с помощью липучек.
- Соединяем по три лоскута и плетём косы.
- Готовые косички, приклеиваем на основу и соединяем нитью.
- Снимаем самоклеящуюся ленту и ровняем концы ножницами.
- После высыхания обрабатываем аэрозолем.

Коврик из шпагата
Такие ковры, очень просто сделать. Но их вид, способен украсить любое помещение. В то же время, они обладают ортопедическим и массажным эффектами.

- клеевой пистолет;
- шпагат.

- Начинаем заворачивать шпагат в круг или квадрат, постепенно наматывая по увеличению размера.
- Склеиваем несколько деталей до необходимой величины (детали могут быть разных размеров и форм).

Ковры из колготок
Выполнение работы из капроновых колгот, является несложным процессом, с которым справится каждый желающий.

- капроновые колготы;
- ножницы;
- нить и игла.

- Нарезаем колготы колечками.
- Складываем кольца в два раза.
- Перекручиваем восьмёркой и надеваем на большой и указательный пальцы.
- Повторите тоже с другим кольцом.
- Снимаем получившуюся первую петельку и накидываем в её на вторую, действие повторяем на двух пальцах.
- Повторяем, пока не образуется косичка необходимого размера.
- Несколько кос сшитых между собой, образуют ковёр заданной формы и размера.

Ковёр из гальки
Необходимо взять резиновый коврик, гальку и герметик. На коврик наклеиваем герметиком камни и ожидаем полного высыхания. Такое изделие идеально подходит для ванной. Так же, с его помощью, можно выполнять массаж ног, приносящий владельцу настоящее наслаждение и снимающий усталость с ног, после сложного рабочего дня.

Коврик из носков
Такие напольные покрытия, выглядят весьма оригинально. Они подходят для любого помещения и даже для детских игр.

- носки;
- обруч;
- ножницы;

- Нарезаем из носков лоскутки.
- Надеваем полоски на обруч, разделяя его на четыре части носками.
- Линии взятые в основу, пересекаются в центре обруча.
- Берём новую полоску и фиксируем её на основе, продевая снизу и сверху остальных линий.
- Если полоска подходит к концу, присоединяем к ней новую и продолжаем те же действия.
- Круги прижимает плотно, по окончанию обрезаем и завязываем узлами.

По желанию, из носков можно вязать косы, а потом формировать их в любую форму и сшивать между собой. Такие ковры, очень удобные и мягкие, особенно, если сделаны из шерстяных носков.

Как видите, сделать коврик самостоятельно, не сложно. Если вы захотите, то можете украсить свой дом и сделать его интерьер оригинальным. А материалы для его создания, вы можете найти под рукой. Ведь наверняка, у вас дома есть ненужные джинсы, футболки или носки. Ну а если надумали сделать большое покрытие, то можете заранее насобирать необходимый материал и когда всё будет готово, приступить к созданию ковра.





