Сверлим отверстия под конфирмат

- Основные размеры
- Чем сверлить?
- Разметка
- Технология сверления
- Рекомендации
Основным крепежным изделием при сборке предметов мебели является конфирмат (евровинт, еврошуруп, евростяжка или просто еврик). От прочих вариантов стяжки отличается несложностью монтажа и минимальным набором инструментов, которые потребуются в работе. Вкручивается он с заблаговременным засверливанием отверстия.


Основные размеры
На евровинты ГОСТа не существует – их изготавливают, следуя таким европейским стандартам, как 3E122 и 3E120. Они имеют весьма обширный перечень размеров: 5х40, 5х50, 6,2×50, 6,4×50, 7×40, 7×48, 7х50, 7×60, 7×70 мм.
Часто встречающийся из всех названных – 6,4×50 мм. Отверстие под его часть с резьбой создается сверлом 4,5 мм, а под ровную – 7 мм.

При работе с остальными конфирматами соблюдают следующий принцип: соразмерность диаметра отверстия под участок с выступами и диаметра стержня, при этом высота резьбы не учитывается. Другими словами:
- евровинт 5 мм – сверло 3,5 мм;
- евровинт 7 мм – сверло 5,0 мм.
Ассортиментный выбор еврошурупов не ограничивается представленным списком. Бывают даже такие необычные размеры, как 4×13, 6,3×13 мм.


Применение конфирматов без учета их характеристик непременно приведет к неприятностям. Без особых усилий можно испортить крупную деталь, неверно подобрав крепежный элемент. Выбор диаметра резьбы имеет особо важное значение. Толстые компоненты крепежа рвут мягкие материалы, такое нередко случается при работе с ДСП. Длина обязана гарантировать прочность крепления торца.


Чем сверлить?
Зачастую домашним умельцам приходилось сталкиваться с ситуацией, когда использовать приходится то, что имеется в наличии.
Применение 3 сверл, отличающихся по диаметру
Этот метод сгодится для небольших по объему работ, поскольку предполагает большие временные затраты. Отверстие подготавливается в 3 этапа.
- Сверловка на всю длину конфирмата сквозь 2 детали. Диаметр режущего инструмента должен соответствовать аналогичному параметру тела евровинта, но без учета резьбы (об этом мы уже говорили). Это делается с целью, чтобы винтовая поверхность резьбы создавала в материале ответную резьбу.
- Рассверливание уже имеющегося отверстия под ровную часть крепежной детали, что должна сидеть плотно, но не чересчур, чтобы не разорвать материал. Расширение осуществляется сверлом, одинаковым по толщине с шейкой, при этом глубина должна соответствовать ее длине.
- Обработка отверстия для утапливания шляпки в материал. Это осуществляется посредством режущего инструмента большего диаметра. Специалисты советуют делать это зенкером, чтобы не было сколов.

Специализированное сверло под евростяжку – 3 в 1
Работать со специализированным сверлом под евростяжку значительно легче, так как оно обладает особой ступенчатой конструкцией, и вся процедура проделывается за один проход.
Еще одним плюс его применения – оно параллельно делает фаску под потайную шляпку крепежного элемента. Фактически оно объединяет в себе 2 различных по диаметру сверла и зенкер.
К тому же конфирматное сверло имеет заход с заостренным концом, обеспечивающим точное вхождение режущего инструментария, и не допускает его ухода от центра в начале высверливания.


Разметка
Прочность и качество сборки, выполняемой посредством конфирматов, в значительной мере находятся в зависимости от правильно выполненной разметки будущих отверстий под винты. Как правило, наносят 2 вида разметки на детали, что будут ложиться на торцевую поверхность другой детали мебельной конструкции:
- глубина сверления (5–10 см);
- центр будущего отверстия, когда толщина стыкуемого элемента равняется 16 мм, должен располагаться на расстоянии 8 мм от кромки древесно-стружечной плиты.

На стыкуемой детали точки сверления необходимо разметить на его торцевой части, располагая их точно в центре мебельной плиты.
Чтобы осуществить разметку участков сверления по максимуму точно, можно прибегнуть к довольно простому способу: в накладываемом элементе после проведенной разметки проделывают (на всю толщину детали) отверстие, сквозь которое, приставив первый элемент ко второму элементу, крутящимся сверлом обозначают местоположение 2 отверстия под евростяжку.
Технология сверления
Засверливать отверстия под рассматриваемые крепежные винты следует в точном соответствии с правилами и строго по инструкции.
- Подготовить детали из древесины, очистить их поверхность от грязи и стружки.
- Выполнить предварительную разметку участка сверления.
- Одно из наиболее принципиальных условий – отверстия требуется сверлить строго под углом девяносто градусов. Особенно это важно для отверстий, что создаются в поперечных гранях ДСП. Сейчас часто применяются панели из ламинированного ДСП 16 мм толщиной. В этом случае при каком-либо отклонении от вертикали есть возможность попросту поцарапать или вовсе сломать заготовку. Чтобы не допустить подобного, на практике используют шаблон, посредством которого режущий инструмент будет стабильно входить в изделие под названным углом.
- Проверить, подходит ли подобранное сверло под применяемый типоразмер евростяжки.
- Выполнить высверливание под евровинт.

В пласт детали
Выполните разметку (0,8 см от кромки и 5–11 см вдоль изделия), после этого в отмеченной точке посредством шила проделайте выемку, это нужно, чтобы режущий инструментарий не «гулял» в первые секунды высверливания.
Перед засверливанием надо сделать подкладку под деталь из обрезка ненужного ЛДСП. Это даст возможность не допустить возникновения сколов на выходе проделываемого отверстия.


В процессе высверливания смотрите за тем, чтобы сверло находилось точно вертикально к плоскости изделия.
Когда изделие будет просверлено насквозь, замените подложенный кусок древесно-стружечной плиты и подставьте вместо него что-нибудь повыше, чтобы заготовка оказалась на весу, и продолжайте работу.

В торце
Как и во всех вышеописанных случаях, главный принцип здесь – сверло необходимо располагать строго под прямым углом относительно заготовки. Значительно сложнее все, если требуется просверлить торец заготовки. Выполнять работу необходимо очень осторожно, иначе сверло может «ускользнуть» в сторону и тем самым подпортить изделие.
При работе с торцом элемента из ДСП нужно извлекать режущий инструмент, чтобы оно не засорялось стружкой.

В двух одновременно
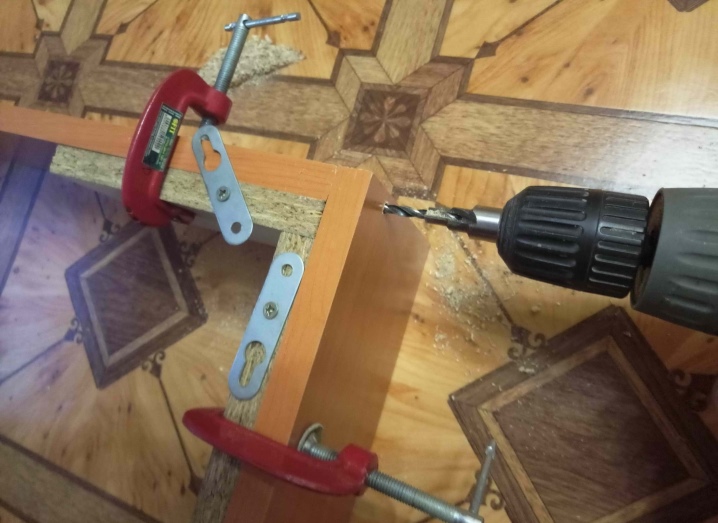
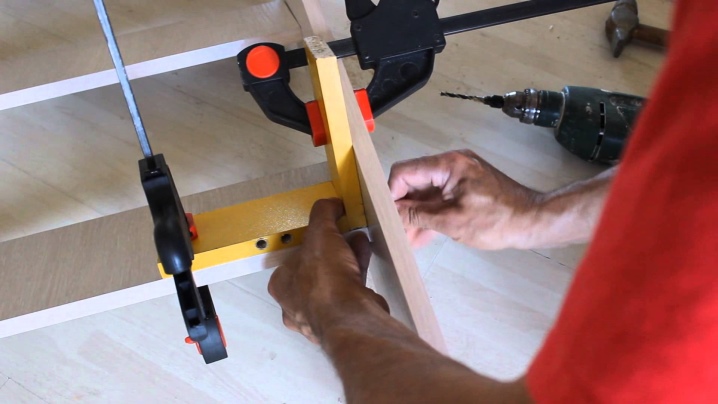
Этот способ является особенно точным, при этом он и наиболее быстрый. Однако чтобы просверлить отверстие в нескольких элементах одновременно, перед работой их требуется надежно закрепить, для чего можно использовать специализированные струбцины, зажимы и иные устройства.
Рекомендации
Есть ряд важных правил и рекомендаций, которые необходимо принять во внимание.
- Для предупреждения ухода сверла вбок с самых первых минут процесса сверления требуется сделать выемку в середине планируемого отверстия. Выполняется это посредством шила, правда, сгодятся и иные острозаточенные предметы: самонарезающий шуруп, гвоздь и тому подобное.
- Уменьшить обороты. Сверление древесины должно осуществляться на малых оборотах электродрели.
- Уменьшить или свести на минимум образование сколов на нижней поверхности изделия при сверлении насквозь можно, выполняя работу одним из следующих методов:
- создаем отверстие сквозного типа и маленького диаметра, затем по нему просверливаем до центра с обеих сторон режущим инструментом необходимого диаметра;
- к стороне, где должно выйти сверло, струбцинами вплотную прижимаем ровную подложку из древесины либо древесно-волокнистой плиты, просверливаем отверстие, убираем подложку.
4. Вертикальность сверла обеспечивается использованием направляющей для электродрели, для заготовок, имеющих цилиндрическую форму, можно применить специальный кондуктор, что осуществляет и центровку сверла, и вертикальность сверления.


Если просверленное отверстие вышло чересчур большим по диаметру, у вас имеется возможность восстановить его следующим способом: рассверлите отверстие до большего диаметра, затем вставьте в него деревянный чопик (деревянный дюбель) подходящего диаметра и посадите его на клеевой состав. Дайте клеевому составу застыть и выровняйте верхний край чопика вровень с плоскостью посредством долота, после чего высверливайте отверстие заново в этом же месте.
Как сделать отверстие под конфирмат, смотрите далее.
Сверление отверстий под конфирмат

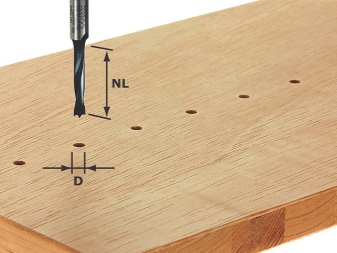
Современная мебель из ДСП и МДФ часто собирается при помощи винтов-конфирматов, которые среди мебельщиков именуются также евровинтами или еврошурупами. Перед их ввинчиванием в плитах просверливаются технологические отверстия со строго заданными параметрами. О процессе подготовки этих отверстий и пойдет речь в этой статье.
Отверстие под конфирмат сверлится в толще первой детали и в торце второй детали, которые стыкуются под прямым углом. По длине оно должно иметь ступенчатый перепад диаметров. Это связано с конструктивными особенностями евровинта. Его стержень состоит из цилиндрической гладкой шейки и основной резьбовой части. Под резьбу сверлится отверстие меньшего диаметра, под шейку – большего. Также крепеж имеет потайную головку в форме усеченного конуса, под которую подготавливается посадочное место. На практике применяются две технологии сверления отверстий.
Использование трех разных по диаметру сверл
Винт-конфирмат из оцинкованной стали
Данный способ подойдет для малых объемов работ, так как требует больше времени. Подготовка отверстия выполняется в три подхода:
Первый шаг – сверление через две детали на всю длину евровинта. Диаметр сверла должен быть равен диаметру тела винта без учета резьбы. Это делается для того, чтобы витки резьбы смогли нарезать ответную резьбу в материале.
Второй шаг – расширение уже полученного отверстия под гладкую часть метиза, которая должна иметь плотную посадку, но не слишком, чтобы не расколоть материал. Рассверливание выполняется сверлом, равным толщине шейки и на глубину, равную ее длине.
Третий шаг – зенкование отверстия для заглубления головки в материал. Это можно сделать сверлом большего диаметра, но для получения качественного результата без сколов лучше выполнить эту операцию зенкером.
Конфирматное сверло – три в одном

Работать со специальным конфирматным сверлом (фрезой) намного проще, поскольку оно имеет особую ступенчатую геометрию, и вся операция выполняется за один проход. Дополнительное преимущество его использования состоит в том, что оно одновременно снимает фаску под потайную головку метиза. По сути, оно заменяет собой два разных по диаметру сверла и зенкер. Кроме того фреза для конфирмата имеет заходную часть с острым наконечником, который обеспечивает точное вхождение инструмента и исключает риск его увода в сторону вначале сверления.
Размеры отверстий под конфирмат

На винты-конфирматы нет ГОСТов, они производятся по европейским стандартам 3E120 и 3E122 и имеют довольно широкий размерный ряд, представленный следующим типоразмерами: 5х40, 5х50, 6.2х50, 6.4х50, 7х40, 7х48, 7х50, 7х60, 7х70 мм.
Самым распространенным размером является 6.4х50 мм. Для просверливания отверстия под его резьбу используется сверло диаметром 4.5 мм, а под гладкую часть – 7.0 мм.
При работе с евровинтами других размеров придерживаются следующего правила – диаметр основного отверстия (под резьбу) должен быть равен диаметру стержня без учета высоты резьбы. То есть:
- винт 5 мм – сверло 3.5 мм
- винт 7 мм – сверло 5.0 мм
Для того чтобы предотвратить риск смещения деталей во время сверления, необходимо жестко зафиксировать их положение друг относительно друга. Легче всего это сделать при помощи угловой струбцины или других зажимов.
может проще купить конфирматы потолще? )
Здравствуйте! Купили мебель производства ИООО”БРВ-БРЕСТ” При сборке выяснилось что отверстия под конфирматы 7мм.просвелены не ф5мм. а ф5.9 и они не стягивают детали(боковины шуфляд) а проварачиваются. Всего таких деталей 20 шт. На претензию фабрика ответила, что :”размеры отверстий на деталях мебели, а также используемые для монтажа конфирматы, из набора мебели” KENTAKI”, отображенные на фотоматериале, соответствуют нормативным, которые были заложены в конструкторскую документацию на стадии проектирования”. Если нет ГОСТа на соединение под конфирматы, значит я ничего не докажу и судиться бессмысленно так? Спасибо, если ответите.
Сверло под конфирмат: виды, критерии выбора, особенности конструкции, технологии использования
Для сборки мебели необходимы не только навыки, опыт мастера, но и качественные крепежные элементы. Одним из самых популярных способов фиксации деталей является технология с использованием евровинта. Элемент позволяет надежно закрепиться в материале одной операцией.
Нужно только сделать геометрически правильное отверстие. Для этого необходимо специальное сверло под конфирмат (евровинт). Размеры его строго определены. Изделие унифицировано под единый стандарт, поэтому легко заменяется на аналогичное от другого производителя.
Виды конфирматов и отверстий под них
Внешне евровинт напоминает шуруп, от которого он принципиально отличается диаметром и формой нарезанного зуба. Это особенность конструкции позволяет увеличить площадь соприкосновения с телом закрепляемой детали в несколько раз. В результате надежность соединения существенно увеличивается.
Один конфирмат заменяет 3-4 шурупа аналогичной длины. Для мебели из ЛДСП показатели еще более впечатляющие. Середина листа является самой рыхлой частью материала. Тонкий шуруп не способен надежно зафиксироваться. Евровинт за счет большего диаметра захватывает более твердые слои ЛДСП и не случайно, что производители однозначно отдают предпочтение именно ему.

Производители предлагают линейку изделий с разными размерами для различных типов соединений. Не все модели можно найти в магазине. Некоторые используются только для специальных целей. Их можно заказать или приобрести в специализированных торговых точках.
| Модель | 5х40 | 5х50 | 7х40 | 7х50 | 7х60 | 7х70 |
|---|---|---|---|---|---|---|
| Длина общая, мм | 38,5-40,0 | 48,5-50,0 | 35,5-40,0 | 48,5-50,0 | 58,5-60,0 | 68,5-70,0 |
| Диаметр шляпки, мм | 7- 7,5 | 7- 7,5 | 9,5-10 | 9,5-10 | 9,5-10 | 9,5-10 |
| Длина головки, мм | 6 | 6 | 10 | 10 | 10 | 10 |
| Диаметр наружной резьбы, мм | 4,7-5 | 4,7-5 | 6,3-7 | 6,3-7 | 6,3-7 | 6,3-7 |
| Диаметр в нижней точке резьбы, мм | 3,4 | 3,4 | 4,7 | 4,7 | 4,7 | 4,7 |
Способ закручивания конфирмата зависит от формы головки. Она может быть шестигранной или крестообразной. Для евровинтов малого диаметра (5 мм) применяется ключ 3 мм, а для больших изделий (7 мм) 4 мм.
В соответствии с таблицей определяются размеры сверла. В зависимости от материла отверстие под резьбу делается либо 3, 5 мм либо 4, 5-5 мм. Для головки конфирмата необходим диаметр 5 мм и 7 мм соответственно, в зависимости от марки.
Конструктивные особенности свёрл под конфирматы
Евровинты ставят как на изделия из твердых пород древесины, так и на мебель из ЛДСП и ЛМДФ. В этих случаях нагрузка на инструмент высокая. При выборе некачественных изделий происходит заметный износ режущей кромки. Нужно убедиться при покупке, что сверло под конфирмат имеет твердость 61−64 по Роквеллу. На упаковке уважающий себя производитель это значение указывает.
Если же сверло попало в руки мастера без информации об изделии, то нужно посмотреть на корпус изделия. Отечественные изготовители пишут марку стали. Лучшими считаются сверла из сплавов Р9М5 и Р18. Среди импортной продукции отличные эксплуатационные качества у из изделий из HSS 4341. Аббревиатура расшифровывается как High-Speed Steels, то есть также как и Р9М5 и Р18 это быстрорежущая сталь.

Наиболее удобно использовать готовое изделие, где точно подобран диаметр сверла под конфирмат и имеется дополнительная режущая кромка для головки, где нет резьба отсутствует, и создания фаски для шляпки. Конструкция повышает производительность работы в несколько раз.
Одним проходом выполняются три операции. Можно воспользоваться набором сверел нужного диметра. Однако для лучшей производительности из нужно доработать. Заводское приспособление имеет более острый угол заточки режущих граней. Это облегчает заход, делает его более точным.
Как подбирать сверло?
Прежде чем приступить к работе по сборке мебели нужно подготовить все инструменты. Выбрать, каким сверлом сверлить под конфирмат, поможет информация о самом евровинте. Если есть готовое приспособление нужной марки, то проблем не будет.
Однако часто в практике домашних мастеров случается ситуация, когда работать приходится тем, что есть в наличие. Настоятельно не рекомендуется использовать сверла меньшего диаметра — для конфирматов 5х40, 5х50 это размер 3, 4 мм, а для изделий 7х40, 7х50, 7х60, 7х70 — 4, 5 мм.
В недостаточное по размерам отверстие в твердых породах дерева крепежный элемент не закручивается, заклинивает. Если же в работе детали мебели из ЛДСП или ЛМДФ, то они в лучшем случае вспучатся, а в худшем треснут.

Измеряется головка конфирмата, та часть, которая находится внутри изделия, но не имеет резьбы. Она может несколько отличаться у разных производителей. Диаметр составляет от 6, 3 мм до 7 мм. Какое сверло под конфирмат выбрать в этих случаях? Заводское устройство рассчитано под диаметр 7 мм.
Оно универсально, поскольку размер головки не играет никакой роли в обеспечении надежности соединения. Эта часть евровинта расположена в верхней, прижимной детали. Нагрузка ложится на шляпку конфирмата, которая центрует крепеж и стягивает элементы конструкции.
Небольшой люфт иногда даже удобен. При небольших ошибках соединение можно ослабить, скорректировать положение детали и снова затянуть винт. Даже отверстие на миллиметр больше 8 мм, не ухудшит надежность крепежа.

Производители устройств
Правильное название крепежной детали — одноэлементная стяжка. Пользуются этим термином для заполнения данных при заказе, для составлении отчетной документации на профильных предприятиях. В обиходе более привычно слышать другие названия, например, «евровинт», «еврошуруп».
Слово конфирмат появилось благодаря торговому названию компании Hafele из Германии Confirmat. Появилась эта категория крепежных элементов еще в 70-е годы прошлого века, но настоящую популярность они обрели в 90-х годах. С тех пор изделия выпускаются многими отечественными и зарубежными производителями, в том числе и успешно работающей до наших дней компанией Hafele.
Спрос на изделия в большом объеме покрывают российские предприятия. Это ЗАО Ижевский завод мебельной фурнитуры ФМС, АО «Металлист» и многие другие. Широко представлены на рынке изделия китайских производителей, качество которых не всегда на должном уровне. Но одному из старейших предприятий поднебесной Haining Yicheng Hardware Co., Ltd. доверять можно.

Правила сверления
Надежное и точное крепление мебельных деталей зависит от выполнения пошаговой инструкции. Порядок и правила сверления заключаются в следующем:
- Проверить, соответствует ли сверло под конфирмат имеющимся евровинтам.
- Сделать точную разметку на деталях с учетом припусков.
- Зафиксировать одну либо обе обрабатываемые детали в нужном положении.
- Сверлить отверстие, контролируя положение инструмента.
Хорошим помощником в работе станет приспособление для сверления. Подобные универсальные изделия есть в продаже, но можно и сделать их самостоятельно. Конструкции разнообразны, от простых шаблонов до устройств с направляющими втулками для точной ориентации сверла по направлению.
Очень удобно использовать универсальные устройства для присадки мебельных деталей. Используют их для выполнения предварительных отверстий меньшего диаметра.
Они имеют некоторую толщину и стандартное сверло под конфирмат, размеры которого не рассчитаны на эту операцию, не подойдет. Им делают чистовую обработку. Все равно в итоге получается выигрыш по времени, а главное по точности отверстий.
Сверло для конфирматов. Виды, сверление, монтаж.
При проведении столярных работ и сборке компонентов в мебельном производстве нужно обеспечить надежное крепление различных деревянных деталей между собой. Для этого существуют такие способы соединения как склеивание, сборка на шкант, сбивание при помощи гвоздей, закрепление по системе «паз-шип», сборка при помощи саморезов. Все эти способы имеют свои недостатки и преимущества, и выбор системы крепления производят индивидуально в каждом конкретном случае.

Одним из самых распространенных способов сборки деревянных конструкций является соединение при помощи конфирматов. Данный способ получил широкое распространение на Западе еще в середине прошлого века. В России им начали пользоваться лишь в 90-х годах, но сегодня конфирматы заняли лидирующие позиции среди вариантов крепежа в мебельном производстве.
Важно знать, что для соединения деревянных деталей при помощи такого крепежа, нужно использовать специальное сверло под конфирмат. Об особенностях выбора таких сверл и о том, как просверлить отверстие под конфирмат, вам подробно расскажет материал ниже.
Что такое конфирмат?
Данный вид крепежа получил свое название от названия торгового бренда «Confirmat», под которым он появился на рынке немецкой мебельной фурнитуры. Другими его устоявшимися названиями являются термины «евровинт» и «шурупная мебельная стяжка».

Конфирмат представляет собой металлический цилиндрический стержень с переменным диаметром. С одной стороны евровинта имеется резьба с большой высотой витков. Резьба занимает большую часть длины винта и заканчивается плоским торцом без заострения, как у шурупов. С другой стороны конфирмата резьбовой участок переходит в небольшую по длине конусную часть и далее в гладкую цилиндрическую часть.
Внешний диаметр резьбы евровинта равен наружному диаметру цилиндрической части. Оканчивается конфирмат головкой потайного типа, в которой имеется паз под шестигранную отвертку размеров 3 или 4 миллиметра. Иногда головка может иметь исполнение под шлиц для крестообразной отвертки.
Материалом для изготовления служат обычно легкие металлические сплавы. На поверхность крепежа для защиты от коррозии и усиления поверхностного слоя наносят защитное покрытие. Чаще всего на поверхность винтов наносят цинковое покрытие. Именно из-за переменного сечения конфирмата при его использовании приходится применять специальные мебельные сверла.
Разновидности конфирмата, где используется
Основным преимуществом конфирматного крепления является высокая надежность и простота такого соединения. За счет достаточно большой длины евровинта и высокого профиля резьбы площадь контакта между металлическим крепежом и внутренних поверхностей деревянных изделий довольно значительна. Это обеспечивает качество крепления и исключает нарушение его целостности.
Для этого отверстия в древесине должны точно соответствовать типоразмеру используемого конфирмата, чего можно достигнуть лишь, если использовать правильное мебельное сверло.
Другой положительной стороной использования евровинтов является то, что такое соединение является разборным.
Тип конфирмата обозначается указанием внешнего диаметра его резьбы и общей длины. Например, маркировка 5х60 означает, что евровинт имеет наружный диаметр по резьбе 5 миллиметров и общую длину крепеж 60 миллиметров. Распространены такие типоразмеры евровинтов, как 5х40 мм, 5х50 мм, 7х50 мм, 6,4х50 мм, 5х70 мм, 7х50 мм, 7х70 мм. Наиболее распространенными размерами в нашей стране являются размеры 7х50 мм и 6,3 х 50 мм.
Все конфирматы имеют потайную головку с отверстием под инструмент. Чаще всего – это отверстие под шестигранник, но выпускаются и еврошурупы с крестообразным шлицем. Обычно винты имеют белый цвет цинкового покрытия, иногда наносится цинк желтого цвета.
Особенности сверл под конфирматы
При работе с конфирматным креплением важно правильно определить, какие отверстия сверлить под евровинт. Посмотрев на внешний вид стандартного евровинта, и учитывая то, что он полностью углубляется в тело детали, можно сделать вывод, что необходимо просверлить отверстие с двумя разными диаметрами и конусными участками. Конечно, можно использовать под евровинт сверло постоянного сечения. Вернее понадобится два спиральных сверла различных диаметров и две зенковки. Подбирать под каждый типоразмер конфирмата такой разнообразный набор инструмента довольно сложно, поэтому лучше использовать специальное сверло под евровинт.

Конфирматным сверлом получается отверстие требуемой конфигурации за одну операцию. Такой инструмент состоит из двух разъемных частей. В его состав входит обычное спиральное сверло по дереву определенного диаметра. Этим сверлом в деревянной детали получают отверстие, в которое будет вкручиваться резьбовая часть крепежа.
Второй частью режущего инструмента является фреза, которая вырезает в древесине отверстие под гладкую цилиндрическую часть с переходом, а также коническое углубление под потайную головку. Спиральное сверло входит в центральное отверстие фрезы и фиксируется в ней при помощи специального крепежного болта. Болт вкручивается шестигранным ключом.
Составное сверло для мебельных соединений удобно тем, что при износе центрального спирального сверла по дереву, его можно заменить. Можно взять обычное сверло из набора подходящего диаметра, вставить его во фрезу и закрепить фиксирующим винтом. При использовании подходящего конфирматного сверла евровинт вкручивается в такое отверстие без лишних усилий и не разрушает структуру детали.
Качественное сверло для евровинта изготавливается из быстрорежущей стали и имеет в своей маркировке буквы HSS. Также в маркировке на хвостовике сверла или фрезы должны быть указаны его диаметр и рабочая длина. В комплекте желательно должен идти шестигранный ключ для затягивания фиксирующего болта. Хвостовик у фрезы обычно имеет цилиндрическую форму и может быть установлен в патрон обычной дрели или шуруповерта. Сверла для ЛДСП должно иметь повышенную прочность, надежность и хорошую заточку режущих граней.
Как правильно подобрать сверло?
Мебельное сверло выбирается под определенный типоразмер конфирмата. Определяющим является его наружный диаметр, но для длинных евровинтов важно также, чтобы сверло имело соответствующую длину. Если использовать качественное подходящее сверло конфирмат без труда ввинтится в полученное отверстие.

Под каждый конфирмат сверло имеет конкретный диаметр. Некоторые производители инструмента указывают на нем, под какой типоразмер крепежа оно предназначено. Но если такой подсказки нет, придется самому выбирать размер сверла. Например, для самого распространенного типоразмера евровинта 7х50 миллиметров отверстие под резьбовую часть должно составлять 3 или 4 миллиметров. Диаметр отверстия под гладкую часть должен быть 7 миллиметров. В общем случае, диаметр просверливаемого отверстия должен равняться внутреннему диаметру впадин профиля резьбы евровинта.
Правила сверления
Сверление отверстий под конфирматы требует следования определенным рекомендациям и происходит в следующем порядке:
- Подготовить деревянные детали, очистить их поверхность от стружки и загрязнений.
- Произвести предварительную разметку отверстия.
- Выровнять детали по отношению друг к другу и надежно зафиксировать их. Если это детали небольших размеров можно это сделать на верстаке. В продаже имеются специальные зажимы, которые ориентируют плоские детали под углом 90 градусов. Если же они имеют крупные размеры, возможно, целесообразно зафиксировать их при помощи шкантов.
- Проверить соответствие выбранного сверла под используемый типоразмер евровинтов.
- Провести сверление под конфирмат. Сверло должно быть ориентировано по отношению к торцу детали под прямым углом. Даже небольшое смещение может испортить отверстие. Рекомендуем использовать специальные шаблоны для сверления.
- Вкрутите в полученное отверстие конфирмат при помощи шестигранного ключа.
- Как вариант, если сложно ориентировать детали и проводить сверление в обоих одновременно, можно просверлить круглые отверстия в каждой отдельно. Затем совместить их оси и провести окончательное сверление специальным инструментом. В этом случае важно сделать качественную разметку.


Производители сверл под конфирмат
Сверло под евровинты является более сложным инструментом, чем обычные цилиндрические спиральные сверла. Поэтому к его выбору следует подходить ответственно. На современном рынке режущего инструмента представлено множество производителей.
Среди этого разнообразия можно выделить следующие характерные группы:
- инструмент отечественного производства;
- дешевый китайский инструмент;
- качественный китайский инструмент;
- особо качественный инструмент признанных европейских производителей;
- особо качественный инструмент от североамериканских компаний.
Сразу следует сказать, что дешевый китайский инструмент можно определить по внешнему виду. На нем зачастую отсутствует даже маркировка, а поверхность инструмента может иметь неровности и сколы.
И если фреза может выдержать большое количество циклов работы, то само сверло быстро выходит из строя и нуждается в замене. В дешевом китайском инструменте крепежные винты очень часто не фиксируют сверло во фрезе, и оно проворачивается во время работы. Это ведет к образованию некачественно отверстия в древесине. Соединение деталей при такой обработке будет недостаточно надежным.
Но встречаются и неплохие сверла производства КНР. Найти хорошее китайское сверло для мебельных стяжек можно только методом проб и ошибок, либо получив совет от счастливого обладателя такого инструмента.
Сверло для мебельной стяжки отечественного производства немного качественнее дешевого «Китая», поскольку в производстве используются хорошие марки стали.
Если же вы используете инструмент в профессиональной деятельности, возможно, следует обратить внимание на американские, западноевропейские и скандинавские бренды. Эти компании производят надежный инструмент и предоставляют на него гарантию до года. Такие марки как «Brigadier», «DeWault», «Hafele», «Archimedes» точно заслуживают доверия и проверены временем.
Мебельные конфирматы: особенности, сверла и отверстия под евровинт
Конфирмат мебельный – востребованный крепежный элемент, который используют для сборки предметов обстановки с толщиной деталей не более 16 мм. Свое название он получил от торгового бренда Confirmat, принадлежащего компании Hafele (Германия). В России метиз такого типа известен с 1973 г., но наиболее активно его стали использовать спустя 20 лет.
Что это такое – мебельный конфирмат

Крепеж такого вида именуется еще мебельной стяжкой, евровинтом или еврошурупом. Конфирмат сходен с саморезом небольшого размера, но, в отличие от последнего, в нижнем отделе присутствуют витки резьбы с зазубринами.
Материалом для изготовления евровинта служит высокопрочная углеродистая сталь, поверх которой в дальнейшем наносят цинковое, никелевое или латунное покрытие. Помимо улучшенного внешнего вида, метиз приобретает повышенные антикоррозийные свойства.
Конструкционные особенности
Еврошуруп – это винт с массивным телом, потайной головкой, шлицами 2 типов. Работают с конфирматом, используя отвертку с 4 или 6 гранями. Более практичным будет крепежный элемент под шестигранник, ведь тогда после скрепления детали можно дополнительно подтянуть при помощи таких приспособлений, как шестигранная бита для шуруповерта, дрель или специальный ключ.

Евровинт под крестообразную отвертку неспособен создать прочную стяжку, т. к. плотно закрепить детали не получится. Со временем это грозит расшатыванием мебели и утратой устойчивости.
У еврошурупа стержень заканчивается тупым концом, на рабочей части присутствует широко выступающая резьба. Формирование нарезки в заранее обустроенное отверстие происходит за счет нижних витков, имеющих коническую форму с нанесенными зазубринами. Непосредственно под головкой евровинт для мебели – гладкий. Использование углеродистой стали придает мебельным метизам особую пластичность, из-за чего изделие гнется, но не ломается. К тому же в случае неправильно выполненного монтажа конфирмат легко извлечь из мебели.
Особенностью мебельных евровинтов является возможность их использования вместо стандартных уголков.
Еврошуруп легко выдерживает изгибающую нагрузку, поэтому он, помимо соединительной, выполняет каркасообразующую функцию.
Для маскировки вкрученного конфирмата берут заглушки из пластика диаметром 12 мм или специальные круглые наклейки, похожие по цветовой гамме с предметами интерьера.
Сфера применения евровинта
Применение еврошурупа связано непосредственно с производством и монтажом мебели, а также столярных изделий.
Метиз такого типа широко используется по нескольким направлениям:
- ремонт мебели;
- массовый выпуск предметов интерьера на фабрике;
- самостоятельное производство корпусной мебели;
- монтаж предметов обстановки.
Евровинт используют для сборки мебели, изготовленной из ДСП, МДФ, ЛДСП, древесины, фанеры.
Разновидности конфирматов

На современном производстве выпускают несколько разновидностей мебельного конфирмата, которые отличаются друг от друга по следующим признакам:
- форме углубления в головке крепежного изделия (шлиц) – с 4 или 6 гранями;
- типу головки евроболта – потайная или полукруглая;
- соотношению длины еврошурупа и наружного диаметра резьбы;
- массе метиза.
Отличия от саморезов
Несмотря на внешнюю схожесть с саморезом, мебельный еврошуруп отличается большим диаметром и более крупной ступенчатостью резьбы. Благодаря этим особенностям увеличивается площадь соприкосновения со скрепляемыми элементами внутри посадочного отверстия, что делает соединения долговечными и прочными. При условии равной длины и диаметра 1 конфирмат способен обеспечить такую же прочность соединения, как 4 самореза.
Особенно качественно евровинт способен соединить детали из ДСП и ее разновидностей, в которых сердцевина состоит из рыхлого опилочного состава, смешанного с клеевой массой. При введении тонкого шурупа отсутствует плотная фиксация, тогда как за счет большей площади контакта евровинт одинаково прочно фиксируется в пористом и плотном слоях материала. В результате образуется надежный крепеж, обеспечивающий неподвижное соединение.
Подготовка посадочного отверстия для конфирмата требует времени и навыков, но затраты полностью окупаются за счет прочности соединения деталей, способного выдерживать разумные нагрузки во время эксплуатации.
С саморезами работать легче, т. к. для них не нужны посадочные проемы ввиду способности такого вида метиза самостоятельно вкручиваться в основу.
Но при этом не приходится говорить о надежности и прочности сцепления между элементами конструкции. Если мебель в будущем не планируется разбирать, то для сборки можно использовать саморезы. Если же предстоит хотя бы однократный разбор, то желательно использовать мебельный конфирмат. Связано это с тем, что саморез при ввинчивании образует новое отверстие, и никто не гарантирует, что при повторном ввинчивании метиз встанет точно на старое место. Любое несоответствие ослабляет точку крепления внутри конструкции.
Преимущества и недостатки
К преимуществам евровинтов относят сокращение времени сборки мебели, создание качественного сцепления. Кроме этого, метиз такого вида имеет и другие достоинства:
- образование прочной стяжки между деталями мебели;
- легкость монтажа;
- обеспечение устойчивости конструкции;
- функциональность;
- возможность использования при монтаже различных видов инструментов;
- большая сфера применения крепежа.
Мебельный конфирмат имеет следующие недостатки:
- нельзя собирать и разбирать мебель, скрепленную еврошурупами более 3 раз, без повреждений;
- при нарезании резьбы евровинтом происходит внутренняя деформация детали;
- внешняя часть конфирмата открытая, что требует использования дополнительных заглушек.
Размеры конфирматов

Для данного вида метизов ГОСТ отсутствует, продукция выпускается в соответствии с европейскими стандартами SE 120 или 122 и имеет большой размерный ряд. Важно учитывать габариты метизов, а также правильно рассчитывать их количество, чтобы не пришлось в спешке докупать недостающие элементы. Евровинт выпускается стандартных размеров, указывают их в цифровом формате.
| Диаметр стержня, мм | Длина стержня, мм |
| 5,0 | 40, 50 |
| 6,3 | 40, 50 |
| 7,0 | 40, 50, 60, 70 |
Как подбирать сверло под евровинт
Сверло подбирают исходя из типоразмера конфирмата. Основным показателем будет наружный диаметр метиза, но если евровинт длинный, то дополнительно учитывают этот параметр. Сверла для конфирматов имеют установленный диаметр. Иногда производители отмечают на изделии, для какого типоразмера крепежа оно подходит.
Если информация отсутствует, то при выборе сверла следует учитывать тот факт, что диаметр отверстия должен быть равен внутреннему диаметру стержня евровинта без учета высоты резьбы. При несоблюдении этого правила возможно недостаточно прочное соединение деталей или деформация внутренней части ДСП либо иного материала.
Востребованный типоразмер конфирмата – 6,3х50 мм, под такие параметры отверстие под резьбу равно 3-4 мм, гладкая часть – 0,7 см. При использовании евровинтов с такими размерами сверло берут диаметром 3,5 мм для высверливания места под резьбу и 0,7 см для гладкой части.

Особенности сверл под конфирматы
Применение специального сверла упрощает работу по высверливанию места под еврошуруп. По сравнению со стандартным инструментом, конфирматное – неоднородное по толщине, можно сказать, что в нем совмещено 2 сверла с разным диаметром и зенкер. Ввиду наличия особой ступенчатой геометрии и острого наконечника на заходной части, достаточно одного прохода для выполнения операции.
Фреза такого типа способна одновременно стесывать фаску под потайную головку еврошурупа. Сверло под евровинт представляет собой конструкцию с глухим отверстием для вставки съемной детали и фиксирующейся в патроне дрели крепежной частью. Кроме этого, выпускаются неразборные изделия.
Специальное сверло имеет следующие характерные особенности:
- угол винтовой канавки повторяет нарезку еврошурупа;
- положение упора регулируется;
- отполированная перьевая часть;
- минимальная упорная площадка.
Металл, из которого изготавливают конфирматные сверла, имеет высокий уровень стойкости к деформации, обладает ударной вязкостью 150-165 kc, показатель твердости – 61-64 по Роквеллу, термостойкость – до +120°С. При использовании сверл с такими параметрами позволяет высверлить отверстия внутри деталей, разных по составу, без сколов и прочих дефектов. Продукция зарубежных предприятий маркируется буквами HSS, что указывает на присутствие быстрорежущей инструментальной стали. Метизы российского производителя имеют маркировку P18 или P9M5.
Как просверлить отверстие под евровинт
Конфирмат вворачивают в заранее нарезанное отверстие. От того, насколько аккуратно будет выполнена операция, зависит качество фиксации деталей, устойчивость предмета обстановки, длительность его эксплуатации. Перед сверлением подготавливают следующий перечень инструментов и материалов:
- электрическая дрель или шуруповерт;
- бита нужного размера;
- конфирматное сверло;
- линейка или строительная рулетка;
- шило;
- карандаш.
Разметка места
Качество и прочность сборки зависит от того, насколько тщательно будет выполнена разметка будущих отверстий под еврошурупы. На накладываемой на торец детали выполняют 2 замера: по длине и от края. Первый составляет 5-10 см, второй – 0,8 см при толщине плиты 1,6 см. На перпендикулярно расположенной детали точку сверления отмечают на торцевой части. Здесь соблюдают такое же расстояние по длине (5-10см) и центру (0,8 см).
Разметка должна быть максимально точной, иначе при состыковке на плитах могут появиться лишние выступы или зазоры. Более простым способом получить отверстия считается просверливание 1 детали насквозь, затем через просвет намечают сверлом место для конфирмата в торцевой части 2-й детали.
Облегчить задачу поможет использование шаблона с готовыми прорезями, который накладывают на обрабатываемую плиту.
В пласт элемента
От края потребуется отметить расстояние, равное 0,8 см, и просверлить отверстие насквозь. Для предупреждения образования сколов под основу следует подложить невостребованный фрагмент ДСП. Далее деталь передвигают, чтобы край находился на весу, затем готовят место, где будут находиться шейка и шляпка евровинта. Дрель в процессе нужно удерживать строго под прямым углом относительно поверхности.
В торце детали
При высверливании прохода под еврошуруп сверло устанавливают перпендикулярно по отношению к поверхности торцевой части детали. При несоблюдении этого правила возможно отклонение сверла от заданного направления и его выход наружу. Для предотвращения накапливания стружки сверло во время рабочего процесса несколько раз вытягивают вверх.
В двух одновременно
Самым точным считается метод, при котором 2 детали обрабатываются одномоментно. Но даже малейший сдвиг в ту или иную сторону приведет к нарушению геометрии готового изделия. Для подстраховки закрепляют детали при помощи зажимов, струбцин и прочих приспособлений.
Под шканты
Диаметр сверла для отверстий под шканты должен быть 0,8 см, желательно дополнительно воспользоваться ограничителем глубины, тем самым предупреждая просверливание насквозь. Глубина сверления детали составляет примерно 1 см, в торцевой части этот показатель не должен превышать 2-2,5 см. В процессе необходимо следить за положением инструмента. Если перпендикулярный угол не выдерживать, то в будущем при соединении элементов конструкции могут возникнуть проблемы.
Как выполняется крепеж с помощью конфирмата
После разметки приступают к сверлению и ввинчиванию евровинтов. Протачивание осуществляют насадками разного диаметра или специальным сверлом. В первом случае последовательно выполняют 3 операции:
- просверливание на установленную длину через 2 детали;
- раскрытие готового отверстия под гладкую часть конфирмата;
- зенкование (расширение входной части) для заглубления головки.
Данный метод оправдан, если предстоит сборка небольшого количества предметов обстановки. В остальных случаях желательно брать специальное конфирматное сверло.
После высверливания посадочных отверстий устанавливают и вкручивают мебельный евровинт, при этом резьба располагается в тонком нижнем отделе, а головка и гладкая поверхность крепежа – в верхней части. Завершающим этапом будет установка пластиковой заглушки.
Лучшие производители оборудования
Крепежные конфирматы выпускаются на многих российских и зарубежных производствах. Востребована продукция известных компаний Hafele и Hettich (Германия), Haining Yicheng Hardware (Китай), а также российских – ТБМ, Тандем, Пермский крепеж и ряда других изготовителей.
Инструкция по технологии стыковой сварки полиэтиленовых труб
1 Монтаж полиэтиленовых труб своими руками
Русскому человеку, у которого стоит задача проложить ПЭ трубопровод, а знаний и опыта нет, заманчиво найти подробную и корректную инструкцию по сварке ПНД труб своими руками , так сказать в домашних условиях. Это похвальное свойство нашего пытливого ума иногда приводит к массе проблем.
Давайте разберемся, стоит ли делать это своими руками. Если стоит, то как?
 |
|---|
Любая инструкция по эксплуатации сварочного оборудования (особенно импортного) содержит фразу типа «Дальнейшее описание правил эксплуатации аппарата не может заменить обязательного обучения сварке полиэтиленовых труб в специализированном учебном центре». Действительно, автору приходилось встречать людей, которым когда-то «дядя Вася показал», как варить. После этого человек проработал несколько лет и считает себя авторитетным профи. А при ближайшем рассмотрении оказывается, что он все эти годы методично вредил народному хозяйству России.
К сожалению, большинство Российских учебных центров образованы при коммерческих фирмах, торгующих сварочным оборудованием какой-либо определенной марки. Учебный центр сам по себе дело не прибыльное, коммерческая фирма содержит его в основном для «проталкивания» своего товара. Вряд ли можно надеяться, что в таком центре вам дадут подробные и объективные знания по технологии сварки полиэтиленовых труб. И уж тем более, вряд ли научат выбирать оборудование среди конкурирующих марок.
Вторая проблема – в учебный центр будущего сварщика калачом не заманишь. Технология сварки полиэтилена ошибочно представляется простой, а времени всем не хватает.
Автор поставил себе несколько задач:
- В меру своих сил способствовать тому, чтобы в нашей стране полиэтиленовые трубопроводы были надежными. А для этого:
- Не просто дать формальное описание различных режимов стыковой сварки, а подробно объяснить, почему так. Иначе русского человека не переубедить.
- На основе объяснения физических принципов стыковой сварки развенчать некоторые популярные мифы. Иначе любой менеджер торгующей организации уверенным голосом делает из нашего человека идиота.
- На основании действующих нормативов объяснить требования к сварочному оборудованию и научить это оборудование выбирать. Иначе, опять же, продавцы обманут.
Автор берет на себя смелость утверждать, что внимательное изучение всего, что написано далее, может служить инструкцией по сварке полиэтиленовых труб своими руками. Только практика потребуется.
2 Общая идея
Сварка пластмассовых труб нагретым инструментом встык заключается, в принципе, в нагреве торцов до расплавления материала и в последующем сжатии торцов для образования стыкового соединения и остывания шва (рис.1).
Нагрев свариваемых поверхностей производится плоским металлическим нагретым инструментом с тефлоновым покрытием, который после нагрева удаляется из зоны сварки.
 |
|---|
| Рис. 1 Сварка труб встык |
Однако сварка качественного стыкового соединения требует от оператора аккуратного выполнения целого ряда условий. В итоге процесс сварки встык нагретым инструментом состоит из 5 основных фаз с точно нормированными режимами.
3 Назначение технологии стыковой сварки
Сварка встык – один из трех способов сварки полиэтиленовых (и вообще пластиковых) труб, обеспечивающих прочность сварного соединения не ниже прочности самой трубы. Два других способа – сварка с закладными нагревателями и сварка нагретым инструментом в раструб.
Технология стыковой сварки позволяет соединять трубы из любых термопластов I и II группы – ПЭ, ПП, ПВДФ, ПВХ и пр. Другими словами, из полимеров, которые при нагреве способны перейти в вязко-текучее состояние, а после остывания – снова затвердеть без существенного изменения физико-химических свойств.
Основное достоинство технологии стыковой сварки перед другими видами сварки пластиковых труб – в том, что для прокладки прямых участков трубопроводов не требуются расходы на соединительные детали; свариваются непосредственно отрезки труб.
Недостаток – в том, что, независимо от диаметра свариваемых труб, требуется строгое выполнение многочисленных требований технологии стыковой сварки, а сварка одного стыкового шва занимает сравнительно много времени.
Чем выше диаметр свариваемых труб, тем ощутимее превосходство достоинств технологии стыковой сварки над ее недостатками. Поэтому для диаметров ниже 63 мм сварка встык нагретым инструментом применяется очень редко. Что касается пластиковых труб диаметром выше 110 мм, то это, как правило, трубы из полиэтилена. Поэтому в подавляющем большинстве случаев технология стыковой сварки используется для соединения полиэтиленовых труб.
И наоборот, полиэтиленовые трубы в большинстве случаев соединяются по технологии стыковой сварки. Можно сказать, что «сварка полиэтиленовых труб» и «стыковая сварка труб» – почти синонимы.
Единственное ограничение – сварка стыковых швов не рекомендуется на безнапорных трубопроводах канализации из полимерных труб, т.к. на внутренней поверхности трубопровода в результате сварки стыкового соединения образуется валик оплавленного материала (т.н. грат), который может стать местом скопления твердых частиц и причиной засорения безнапорного трубопровода. Если внутренний грат срезается, то стыковые сварные соединения могут использоваться даже для прокладки канализации. Проблема в том, что на готовом трубопроводе факт удаления внутреннего грата практически невозможно проверить. Вероятно, поэтому основное «узаконенное» применение технологии стыковой сварки – монтаж напорных трубопроводов:
Наружные водопроводы из полиэтиленовых труб
Нормативный документ – СНиП 3.05.04-85*. Материал труб:
– Полиэтилен (ПНД), способы сварки – стыковая или раструбная (п.3.58. СНиП);
– ПВХ, соединение методом склеивания в раструб (п.3.62. СНиП).
В части технологии стыковой сварки полиэтиленовых труб СНиП 3.05.04-85* ссылается на один из первых Российских нормативных документов, в которых эта технология описана – ОСТ 6-19-505-79.
Наружные газопроводы из полиэтиленовых труб
Нормативный документ – СП 62.13330.2011, который является обновленной версией СНиП 42-01-2002. Речь идет только о подземных газопроводах (п.4.11 СП). Материал труб – только ПЭ, способы сварки полиэтиленовых труб – «…встык нагретым инструментом или при помощи деталей с закладными электронагревателями» (п.4.13 СП).
Здесь нет ни собственного описания технологии стыковой сварки, ни ссылки на другой нормативный документ. Зато собственная технология стыковой сварки полиэтиленовых труб описана в Газпромовском СТО 2-2.1-411-2010.
Нефтепроводы из полиэтиленовых и полипропиленовых труб
Монтаж нефтепроводов из пластиковых труб подчиняется ВСН 003-88 Миннефтегазстроя. Материал труб – ПЭ или ПП, способы сварки – нагретым инструментом встык или в раструб (п.7.5.3.1. ВСН).
ВСН 003-88 содержит описание технологии стыковой сварки полиэтиленовых (ПНД) и полипропиленовых труб, сходное с самыми привычными в России технологиями DVS 2207-1 и DVS 2207-11 соответственно.
Технологические трубопроводы
Монтаж технологических трубопроводов из пластиковых труб подчиняется СНиП 3.05.05-84. Трубы из полимерных материалов здесь собирательно называются «пластиковыми». Методы сварки не определены. Однако методы контроля качества сварки пластиковых труб здесь определены, в том числе, для стыковых соединений (п.4.23. СНиП).
4 Нормативная база сварки встык
Как видно из п.3, до недавнего времени в России была значительная неразбериха с технологией стыковой сварки, поскольку несколько действующих нормативных документов давали собственную ее трактовку, и потому большинство сварщиков предпочитали доверять стройной немецкой технологии DVS. А требования к оборудованию стыковой сварки в России вообще не были определены никаким нормативом.
С начала 2013 г. в РФ начали действовать сразу два нормативных документа:
- ГОСТ Р 55276 – на технологию стыковой сварки ПЭ труб при монтаже водопроводов и газопроводов, на основе перевода международного стандарта ISO 21307;
- ГОСТ Р ИСО 12176-1 – на оборудование для стыковой сварки, на основе перевода международного стандарта ISO 12176-1.
Принятие ГОСТа на оборудование было безусловно полезным. К сожалению, это не значит, что самое низкосортное импортное оборудование сразу отсеялось. Но, во всяком случае, немногочисленные Российские производители оборудования теперь вынуждены работать над качеством, а потребитель получил подсказку по оценке качества приобретаемого оборудования.
ГОСТ на технологию стыковой сварки навел относительный порядок. Во всяком случае, привел к единообразию технологии стыковой сварки ПЭ труб на территории РФ. Но проблемы остались.
ВАЖНО! ГОСТ Р 55276 наряду с традиционным режимом сварки при низком давлении (схожа с DVS 2207-1 и старыми Российскими нормативами) узаконил режим сварки полиэтиленовых труб при высоком давлении, которая раньше применялась только в США. Этот режим предъявляет повышенные требования к оборудованию, зато позволяет заметно сократить время сварочного цикла.
ВАЖНО! ГОСТ Р 55276 вряд ли годится для непосредственного использования на стройплощадке, поскольку ориентирован не на сварщика, а на разработчика технологической карты сварки полиэтиленовых труб.
ВАЖНО! ГОСТ Р 55276 не решил проблему ограничений, которыми страдали старые Российские нормативы и по сей день страдают все иностранные нормативы. Во-первых, допустимый диапазон температур воздуха от +5 до +45°С, в то время как огромная часть территории РФ вынуждена начинать сварку когда болота замерзнут. Во-вторых, максимальная толщина стенки труб 70 мм, в то время как толщина стенки фактически производимых труб давно перевалила за 90 мм. И в-третьих, материал труб – только традиционный полиэтилен низкого давления (ПНД) с показателем текучести расплава не ниже 0,2 г/10 мин (при 190/5), в то время как для производства труб большого диаметра давно используются нестекающие марки полиэтилена среднего давления с ПТР ниже 0,1 г/10 мин (при 190/5). Для условий, выходящих за проверенные рамки температуры воздуха и толщин стенок, некоторые производители рассчитали технологию сварки полиэтиленовых труб путем экстраполяции действующих нормативов, но эта теоретическая технология пока не проверена долгосрочными испытаниями. Для нестекающих марок полиэтилена технологии сварки труб нет даже в теории. В итоге в условиях, выходящих за ограничения проверенной технологии, в России выполняется около 80% всех сварок!
Технология сварки ПНД труб. Выбираем правильное оборудование
Сегодня при проведении строительных и ремонтных работ широко применяются полиэтиленовые трубы (ПНД). Они являются основой для строительства трубопроводов напорного и безнапорного типа. Преимущество ПНД – в их эксплуатационных свойствах: отличной эластичности, небольшом весе и простоте монтажа.

Процесс монтажа трубопровода из полиэтиленовых труб довольно прост, необходимо только соответствующее оборудование. Как вариант, Вы можете арендовать необходимое оборудование, пройти обучение в центре Группы «ПОЛИПЛАСТИК» и провести работы своими силами на профессиональном уровне.
Отметим, что трубы ПНД широко применяются как при строительстве жилых зданий, так и при возведении промышленных объектов. Материал отличается высокой устойчивостью к воздействию внешней агрессивной среды, в связи с этим ПНД трубы применяются при монтаже систем различного назначения.
О технологии сварки ПНД труб
Остановимся на том, как осуществляется сварка труб ПНД. Всего существует два способа монтажа трубопровода – разъемное и неразъемное соединение. Неразъемное, или сварное соединение, отличается повышенной надежностью и применяется в магистралях, где среда транспортируется под давлением. Неразъемное соединение можно получить методом стыковой сварки, либо электромуфтовой сваркой. Отметим, что в зависимости от выбранной технологии, нужно иметь соответствующий сварочный аппарат.

Стыковая сварка
Стыковая сварка ПНД труб является одним из наиболее надежных способов монтажа водопроводов или канализационных систем. Для выполнения работ нужно специальное оборудование – стыковая сварочная машина. установки эти достаточно дорогостоящие, отличаются большими габаритами и весом. Подчеркнем, что в зависимости от типоразмера трубы нужен и соответствующий аппарат.
Для монтажа методом стыковой сварки применяются аппараты с механическим или гидравлическим приводом центратора. Первые отличаются ручным управлением и рекомендованы для соединения труб диаметром до 250 мм.
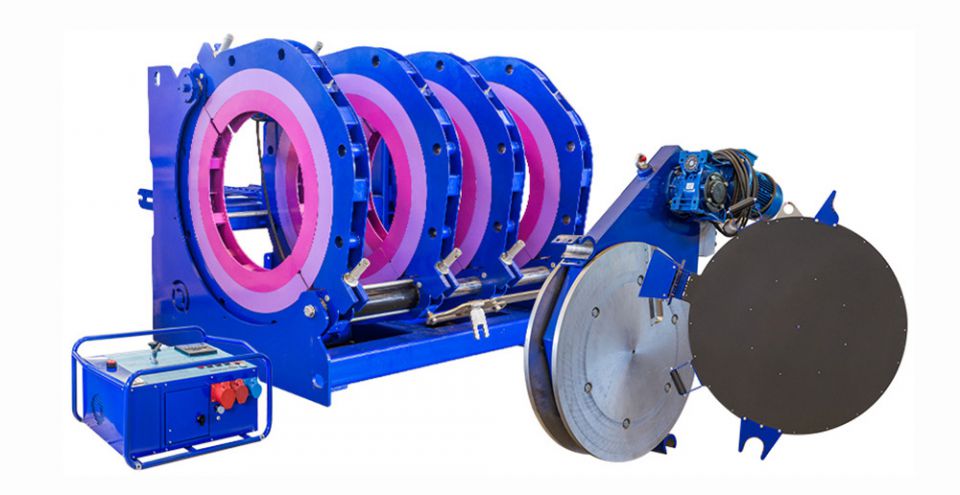 Сварочный аппарат ССПТ-1600Э
Сварочный аппарат ССПТ-1600Э
Сварка встык применяется при монтаже труб диаметром более 50 мм. Чтобы создать прочное соединение, торцы труб нагреваются и соединяются под давлением. Предварительно расплавленный пластик создает соединение, которое по показателям прочности не уступает цельному участку трубы.
Чтобы получить такой результат, концы труб надежно фиксируются в сварочном аппарате, после чего к торцам подводят нагревающую плиту. После разогрева пластика до температуры плавления нагревательная плита убирается, а концы трубы прижимаются под нужным давлением. Труба извлекается из аппарата после того, как шов остынет.
- Данный метод позволяет осуществить соединение труб и фитингов одинакового диаметра;
- Стенка деталей не может быть тоньше 5 мм;
- Стыковая сварка осуществляется только при температурах окружающей среды в диапазоне от +15 до +45 градусов.
Электромуфтовая сварка
Электромуфтовая сварка – более дорогостоящий в сравнении со стыковой сваркой метод монтажа.. Соединение данным методом требует наличия не только специального оборудования – сварочного аппарата (стоимость которого существенно ниже стоимости стыкового аппарата), устройств для зачистки трубы, позиционера, – но и специальных соединительных деталей с закладными электронагревателями.
 Сварочный аппарат ТРАССА-М ПЛЮС
Сварочный аппарат ТРАССА-М ПЛЮС
Технологический процесс сварки:
- Сначала зачищаются концы свариваемых деталей.
- На стыки надевают муфту с электронагревателем, предназначенным для нагрева пластика.
- После того, как муфта закрепляется на месте соединения, к ней подают напряжение. Торцы трубы и муфты плавятся, после остывания образуя прочное монолитное соединение.
ВАЖНО: на период остывания стыка необходимо обеспечить его неподвижность.
Несмотря на более высокую стоимость соединения, муфтовая сварка часто не имеет альтернативы: при проведении ремонтных работ, врезках в существующие магистрали, при сварке в стесненных условиях (колодцах и т.п.) и в ряде других ситуаций. Поэтому при проведении большого объема работ целесообразно иметь оба типа сварочного оборудования и использовать оба метода сварки.
Поскольку стоимость сварочных аппаратов для монтажа ПНД труб достаточно высока, все большей популярностью пользуется услуга аренды данного типа оборудования. Аренда сварочного оборудования – лучший и экономически оправданный способ получения необходимой для монтажа трубопровода дорогостоящей установки на короткое время. Компания предлагает широкий выбор сварочного и сопутствующего оборудования, необходимого для обеспечения процесса монтажа полимерных труб.
Преимущества аренды сварочного оборудования
Если Вашей компании не нужно оборудование данного типа на постоянной основе, то лучший вариант – арендовать его на время проведения монтажных работ.
- Возможность пользоваться дорогостоящим оборудованием, когда оно необходимо.
- Существенная экономия бюджета компании.
- Возможность возврата оборудования на следующий день, если оно Вам не подошло (без санкций и штрафов).
Где арендовать? Критерии выбора компании
- Полный ассортимент сварочного оборудования, включающий всю линейку аппаратов для всех видов сварки.
- Возможность проведения пробной сварки до оформления аренды оборудования.
- Аренда дополнительного оборудования, необходимого для монтажа трубопроводов.
- Наличие учебного центра с возможностью обучения ваших сотрудников.
- Возможность выкупа арендованного оборудования на максимально выгодных условиях.
- Оборудование на гарантии! В случае поломки ремонтируется силами сервисного центра компании-арендодателя.
- Выгодная система скидок и бонусов для постоянных клиентов.





