Особенности монтажа дымохода из нержавеющей стали
Установка любого обогревательного прибора или сооружения, работающего на твёрдом, жидком или газообразном топливе, печи, камина или котла, потребует обязательного монтажа системы отвода отработанных продуктов сгорания.

Дымоход из нержавеющей стали
Еще не так давно особой альтернативы не было – приходилось возводить кирпичную конструкцию либо прибегать к применению асбестоцементных труб, недостатков у которых гораздо больше, нежели достоинств. В настоящее время ситуация кардинально изменилась – великолепную универсальность показывает дымоход из нержавеющей стали.
В умелых руках комплект деталей из нержавейки превращается в универсальный инструмент , дающий возможность в кратчайшие сроки смонтировать дымоходную систему, в полной мере отвечающую всем требованиям действующих стандартов и требований безопасности. Кроме того, общая смета установки дымохода, даже при кажущейся дороговизне комплектующих, всегда будет привлекательнее, нежели другие варианты. При грамотном подходе и знании основных принципов монтажа, сборка подобной системы является вполне посильной задачей для любого хозяина дома.
Что собой представляет дымоход из нержавеющей стали
Прежде всего, несколько слов о том, что собой представляет комплект деталей для сборки дымохода из нержавеющей стали.
Возможны три варианта:
- Комплектующие из однослойного материала, толщиной от 0,6 до 2 мм, так называемые , моно-системы . Они, безусловно, дешевле, но область их применения существенно ограничена. Используются они только лишь внутри утепленного помещения, так как большая разница температур снаружи и внутри трубы приведет к абсолютно не нужному перерасходу энергоносителей, к обильному образованию конденсата в полости, скажется на общей производительности и долговечности всей отопительной системы. Единственное их достоинство – то, что внутри помещения их зачастую используют, как вторичные источники тепла – например, к ним можно смонтировать баки для подогрева воды или наружные жидкостные или воздушные теплообменники.
Однослойные и сэндвич-трубы
- Детали из гофрированной нержавейки – они используются для создания криволинейных переходов, например, от самого отопительного прибора к жесткому участку дымохода. Однако, далеко не всегда они отличаются нужной прочностью и термоустойчивостью , и нередко инспектора контролирующих органов просто отказывают в согласовании проектов с использованием гофры.
- Самые универсальные – комплектующие из разряда сэндвич-труб , в которых между внутренним и наружным нержавеющим покрытием проложен слой несгораемого материала, имеющего высокие показатели термоизоляции – как правило , это базальтовая минвата . Подобные элементы можно смело использовать как для внутренней, так и для наружной прокладки дымохода.
Следующий вопрос – марка нержавеющей стали. Металлический блек у всех деталей практически одинаков, а вот эксплуатационные характеристики могут значительно разниться. Поэтому при выборе обязательно стоит обратить внимание на маркировку изделий:
- Сталь марки 430 – применяется для деталей, в наименьшей степени подверженных агрессивному воздействию. Как правило, из нее изготавливаются внешние кожуха – окружающая влажная атмосфера для нее не страшна.
- 409 сталь – оптимально подходит для приборов, работающих на твердом топливе (для каминов, печей).
- Сталь 316 – обогащена включениями никеля и молибдена. Это повышает ее термоустойчивость и стойкость к химическому (кислотному) воздействию. Если требуется дымоход для газового котла – то это будет правильный выбор.
- Марка стали 304 во многом повторяет 316, но содержание легирую щих добавок в ней ниже. В принципе может быть заменой аналогу, с преимуществом в более низкой цене.
- Марки 316 i и 321 являются наиболее универсальными. Температурный предел их эксплуатации – порядка 850ºC, и это в комплексе с высокой устойчивостью к кислотному воздействию и отличной пластичностью.
- Нержавейка 310S – самый «элитный» материал, который, наряду со всеми остальными положительными качествами, отличает устойчивость к температурам до 1000ºC.
Ассортимент выпускаемых нержавеющих деталей для дымохода очень разнообразен, и способен удовлетворить потребностям практически любой проектируемой системы.
Ассортимент комплектующих очень широк
- Прямые участки протяженностью от 330 до 1000 мм. Все они имеют специльное раструбное сопряжение , не требующее никаких дополнительных элементов .
- Колено (отвод) 45º, применяется при необходимости изменения направления дымохода на вертикальных или наклонных участках .
- Отводы 90º – как правило, используются для перехода от короткого горизонтального участка у отопительного прибора к основной части дымоходной трубы.
- Тройники под углом в 45 либо 87º — устанавливаются в месте монтажа сборника конденсата либо , в случае установки двух приборов, при их подключении в единую дымоходную систему (требуется отдельное согласование контролирующих органов).
- Ревизионные элементы дымохода – предназначены для регулярного контроля и прочистки системы.
- Сборник конденсата – устанавливается в нижней части главного вертикального участка и служит для регулярного освобождения дымохода от скопившейся влаги.
- Элементы верхней части дымохода – искрогаситель, колпак, гидроизоляционная юбка.
- Можно приобрести и специальные элементы для прохождения через стену, межэтажное перекрытие или кровлю. Если подобные детали поставщиком не предусмотрены, их нужно будет изготовить самостоятельно.
Предварительный расчёт системы дымохода
Принципиальные схемы монтажа дымоходов из нержавейки
При планировании установки нержавеющего дымохода необходимо учесть несколько важных критериев, которые предусмотрены специальными основополагающими документами службы технического надзора:
1. Общая высота дымохода не может быть менее 5 м – для обеспечения нормальной тяги.
2 . Не допускается устройство горизонтальных участков более 1000 мм длиной.
3. В неотапливаемых помещениях либо на открытом пространстве (на улице) запрещена установка элементов, не имеющих собственной термоизоляции.
4. Особое внимание превышению среза дымохода над кровлей:
- Если крыша плоская – не менее 500 мм.
- Те же требования, если расстояние от трубы до конька скатной кровли менее 150 см.
- При расстоянии от 150 до 300 см – труба должна быть, как минимум, вровень с высотой конька.
- При больших расстояниях срез трубы не должен быть ниже линии в 10º от горизонта высоты конька.
- Бывают ситуации, когда к основному зданию пристроены другие строения. В этом случае высота трубы должна быть, как минимум , выше их верхнего уровня.
5. Если дымоход проходит через кровлю из горючих материалов, обязательным условием является установка искрогасителя.
6. Самые ответственные участки – проход через стены, перекрытия, кровлю, особенно, если они выполнены из горючих материалов. Если труба неизолированная ( одностенная ), то расстояние между ней и перекрытием должно быть не менее 1000 мм. Такое, собственно, не практикуется, но даже при толщине «сэндвича» 50 мм минимальный зазор должен быть 200 мм.
7. Не допускаются стыки труб в толще стен или перекрытий. Минимальное расстояние от пола, потолка, стены – 700 мм
8. При проходе дымохода даже через негорючую кровлю минимальный зазор между трубой и покрытием не может быть менее 130 мм.
9. Обязательно учитываются два основных правила:
- На горизонтальном или наклонном участке от от опительного прибора или печи трубы монтируются «по дыму», т.е . так, чтобы продукты сгорания свободно передвигались по внутреннему каналу. На практике это – трубы надевается на предыдущую от котла.
- На вертикальном участке дымохода все наоборот – монтаж идет «по конденсату», с тем расчётом, чтобы стекающая образовавшаяся влага «не имела шансов» попасть в утеплитель. Таким образом, каждый последующий участок трубы вставляется в нижестоящий.
10. Диаме тр тр убы ни в одном из своих сопряжений не может быть меньше, нежели штатный выходной патрубок отопительного прибора.
11. Общее количество поворотов дымохода, независимо от их угла – не более трех .
Дымоход может иметь внутреннюю схему расположения, с прохождением через помещения дома. В этом случае применяются либо термоизолированные сэндвич-трубы, либо сам дымоход может закрываться кирпичной кладкой.
Схема дымохода внутри помещения
В последнее время, с широким распространением двуслойных изолированных деталей, более популярной схемой стало внешнее его размещение, с креплением кронштейнами к наружной стене ,
Расположение дымохода снаружи на кронштейнах …
либо с монтажом специальной несущей конструкции из металлического профиля.
… или на специальной несущей конструкции.
Достоинства такого размещения очевидны – нет необходимости устраивать сложные термоизолированные проходы через межэтажные перекрытия и кровлю.
Монтаж дымохода из нержавейки
Собственно, если схема дымохода тщательно продумана, получено согласование контролирующих органов ( это – обязательное условие ), закуплены все необходимые детали будущей системы, то монтаж не представляет особой сложности. Все элементы снабжены адаптированными участками сопряжения, и присоединение их одного к другому является простой и интуитивно понятной задачей.
Стыки труб, особенно внутри жилого помещения, желательно дополнительно усилить специальным герметиком, выдерживающим температуру до 1000 — 1500º — его несложно найти в специализированных магазинах, занимающихся реализацией комплектующих для дымоходов. Это позволит гарантировано избежать проникновения в помещения опасных для здоровья продуктов сгорания и снижения тяги в системе.
Герметик для дымоходных систем
При креплении дымохода на внешней стене на кронштейны расстояние между ними должно быть не более 2 м . Обязательным является кронштейн (опора) в местах прохода трубы чрез стену и крепления сборника конденсата (ревизионного отсека).
Если монтаж ведется внутри помещений, то главное внимание уделяется местам прохода через перекрытия. Некоторые производители дымоходных систем включают в свой ассортиме нт сп ециальные элементы для этих целей. Но, если таковых нет, их несложно изготовить и самостоятельно.
Самостоятельно изготовленный короб для прохода через перекрытие
По сути, это короб с центральным отверстием для прохождения трубы соответствующего диаметра, и длиной стенок, обеспечивающих требуемое расстояние дымохода от материала перекрытия. Очень часто его изготавливают также их нержавеющей стали.
Он же, установленный в нужное место
Он крепится в толще перекрытия, свободное пространство в нем заполняется негорючим материалом ( базальтовой ватой или керамзитом). Сверху и снизу он может быть закрыт декоративной пластиной.
Сверху и снизу можно закрыть пластиной
На кровле – несколько другой подход.
- Во-первых , если она имеет определенный угол с горизонтом, отверстие под трубу будет иметь не круглую , а эллипсовидную или прямоугольную вытянутую форму.
Вырез в кровле под дымоходную трубу
- Во-вторых, следует сразу учитывать расположение потолочных балок и стропил – необходимо, чтоб дымоход проходил примерно по центру расстояния между ними.
Монтаж прохода через кровлю
- В-третьих , помимо термоизоляции, необходимо предусмотреть сверху гидроизоляцию – так, чтобы атмосферные осадки или сконденсировавшаяся влага не проникали в чердачное помещение. Сегодня несложно приобрести специальные гибкие элементы, которые подойдут под любой профиль кровли.
- Нелишним на дымоходную трубу будет одеть «юбку», которая защитит стык с кровлей от прямого попадания дождя.
«Юбка» для защиты прохода через кровлю от прямого попадания дождевых струй
Сверху труба увенчивается оголовком – зонтиком. В ряде случаев, о которых уже упоминалось, потребуется установка специального элемента – искрогасителя.
Видео. М астер-класс по монтажу нержавеющего дымохода
По сути, если схема монтажа продумана до мелочей, согласована с контролирующими организациями, то сама установка превращается в легкую «игру в детский конструктор». Конечно, не стоит воспринимать все так упрощенно – соответствующие навыки чтения чертежей, слесарной работы, умение пользоваться электроинструментом, аккуратность, последовательность в работе потребуются в полной мере.
Понравилась статья?
Сохраните, чтобы не потерять!
Пошаговая инструкция как сделать дымоход из нержавеющей стали своими руками
На сегодняшний день среди огромного разнообразия дымоходных сооружений пальму первенства неизменно удерживают дымоходы из нержавеющей стали. И причина такой популярности не только и не столько в невысокой стоимости изделий, сколько в относительной простоте сборки и надёжности устройства в целом. Предлагаем подробно разобраться в данном вопросе, а также проследить все этапы монтажа дымоходного канала из нержавейки.
Что такое дымоход и для чего он нужен
Дымоход являет собой трубную конструкцию преимущественно вертикального типа. Он предназначен для отвода продуктов сгорания, образуемых в процессе работы отопительных и иных приборов (котлов, печей, каминов), в атмосферу.
Как устроен стальной дымоход
Конструктивно стальной дымоход представляет собой дымоотводящий канал, изготовленный из цельной или сегментированной металлической трубы, которая крепится на дымоходном патрубке теплогенерирующего агрегата и через стену или крышу устремляется наружу, осуществляя вывод отработанных газов на улицу.

В зависимости от специфики помещения, места расположения отопительного прибора конфигурация дымоотводящего контура может быть разноплановой.
Принцип работы
Принцип работы дымохода основан на естественной силе тяги, возникающей в контуре из-за разницы температур. Нагреваемый воздух становится лёгким и естественным образом устремляется вверх.

Свежий прохладный воздух, поступающий извне, не только замещает отработанные газы, но и поддерживает работу системы в целом, т.к. насыщенные кислородом воздушные массы поддерживают физику горения.
Виды и конструкции дымохода из нержавейки
В зависимости от количества контуров дымоходные каналы подразделяются на:
- одноконтурные (одностенные).
Толщина стали одноконтурной дымовой трубы варьируется в диапазоне от 0,6 до 2 мм, при этом выбор необходимой толщины предопределяется типом теплогенератора (точнее видом топлива, на котором он работает). Самый доступный вариант для самостоятельной сборки, однако применение одностенных дымоходов возможно исключительно при расположении дымоотводящего контура внутри дома.
Утепление же скорее всего всё равно придётся проводить, причём самостоятельно, это позволит обезопасить эксплуатацию дымохода, минимизирует потери энергоносителя и предотвратит образование конденсата внутри контура, а значит, продлит срок службы всей конструкции.
- двухконтурные (комбинированные сэндвич системы).
Дымоходные сэндвич-трубы состоят из пары труб разного сечения, вставленных одна в другую, с теплоизоляционной прослойкой. Функцию утеплителя выполняют негорючие материалы: вермикулит, базальтовая минеральная (каменная) или керамическая вата. Выполненная в заводских условиях теплоизоляция ощутимо облегчает сборку конструкции, т.к. отпадает потребность в возведении дополнительного защитного кожуха, а также равномерно защищает контур от воздействия минусовых температур при выносе печной трубы из помещения.
Двустенные дымовые трубы считаются самыми лучшими, т.к. надёжны и способны одинаково эффективно функционировать как внутри дома, так и снаружи.

По типу исполнения дымоходы бывают:
- гибкими (гофрированными).
Гофро-трубы идеально подходят для обустройства криволинейных проходов, безупречно подстраиваясь под любой изгиб. Это позволяет использовать гофрированные дымоходы из нержавеющей стали в домах с балочными и наклонными перекрытиями. Внутренняя же поверхность гофро-дымоходов характеризуется минимальным коэффициентом шероховатости, предотвращающим отложение копоти и сажи.

Спиралевидные гибкие стенки существенно упрощают сбор конструкции и удешевляют её стоимость, т.к. позволяют обходиться без специальных поворотных элементов.
- жёсткими (модульными).
Жёсткие дымоходные трубы обеспечивают отменную устойчивость дымохода при минимальном использовании дополнительных крепёжных кронштейнов. Многообразие фитинговых деталей (поворотов, тройников и пр.) позволяют задать контуру нужное направление. Сборка же осуществляется по типу конструктора, когда один элемент крепится к другому.
Однако подстраивание дымоотводящей магистрали под специфику помещения в плане подбора нужной длины той или иной детали может вызвать некоторые трудности.
По форме сечения дымоходные трубы из нержавейки выпускаются:
- круглыми,
- овальными,
- прямоугольными и т.д.
В зависимости от типа конструктивного решения дымоходы из нержавейки подразделяются на:
- внутренние, монтируемые внутри дома, и внешние, устанавливаемые с наружной стороны здания. При размещении магистрали в доме, дымовые трубы дополнительно выполняют функцию радиатора.
- прямолинейные и изогнутые.

Кроме того дымоходные трубы различаются габаритными размерами: внутренним и наружным диаметром, толщиной стали, весом.
Преимущества и недостатки
Дымоходные каналы из нержавейки характеризуются рядом достоинств:
- адаптивность к любой концепции отопления;
- прочность стального корпуса;
- малый вес и, как следствие, отсутствие потребности в строительстве отдельного фундаментного основания;
- продолжительный период службы (до 30 лет);
- высокий коэффициент жаропрочности. Они способны выдерживать температуру до 900⁰C;
- стойкость к разрушению и вибрации;
- устойчивость к перепадам температур, влаге и кислотному конденсату, образуемому внутри контура;
- невосприимчивость к коррозии;
- безопасность эксплуатации;
- лёгкость монтажа и минимальные временные затраты на проведение монтажных работ;
- возможность придать дымовому контуру нужную конфигурацию;
- простота технического обслуживания и проведения ремонтных работ;
- приемлемая цена.
Из недостатков следует отметить:
- необходимость проведения теплоизоляционных мероприятий (актуально только в отношении одностенных дымоходов);
- визуальная не эстетичность конструкции и, как вариант, проведение дополнительной отделки в виде возведения декоративного короба. Хотя естественная зеркальность нержавейки легко обыгрывается в дизайне любого помещения.
- не монолитность конструкции при использовании недоброкачественного или неподходящего герметика приводит к разгерметизации контура под влиянием высоких температур.
Срок службы дымохода из нержавеющей стали
Безусловно, срок «жизни» дымохода из нержавейки основательно меньше кирпичного или керамического собрата. Однако при правильной установке и своевременном профилактическом уходе дымоходы из нержавейки способны прослужить порядка 30 лет.
Период гарантии от производителей составляет, как правило, 15 – 20 лет.
Сделать самому или заказать
Дымоходные трубы из нержавейки, конечно же, можно сделать собственными руками, но без специальных навыков не стоит браться за это мероприятие и рисковать тем самым здоровьем и жизнью членов своей семьи. А вот установить дымоотводящий канал вполне можно самостоятельно, не прибегая к помощи экспертов.
Советы по выбору
При выборе подходящего дымохода нужно отталкиваться от мощности теплогенератора и вида топлива, на котором он работает. Собственно эти показатели и предопределяют диаметр и толщину стенки трубы.
- Отдавайте предпочтение прочной и перворазрядной стали, способной выдерживать нагрев до температуры не менее 700⁰C.
- Проверяйте качество шовного соединения, которое обеспечивает герметичность корпуса дымоходного канала. Для твердотопливного котла предпочтительнее лазерная сварка, катаные швы подходят исключительно для газового оборудования.
- Уделяйте пристальное внимание характеристикам теплоизолирующего материала. Он должен быть выполнен из огнестойкого сырья, поэтому стекловата не подходит однозначно. Качество спрессовки утеплителя предопределит срок его службы.
Строительные нормативы
Все аспекты установки дымоходов регулируются следующими строительными нормативами:
- СНиПом II 35/2.04.05-91/2.01.01-82;
- НПБ 252-98;
- ДБН В.2.5-20-2001;
- ГОСТом 9817-95.
Требования пожаробезопасности к дымоходам
Несоблюдение требований пожарной безопасности может стать причиной пожаров.
- Все перекрытия, через которые проходит дымоходная труба, должны тщательно изолироваться огнеупорными материалами.
- Толщина изоляционного слоя варьируется в зависимости от вида дымохода в диапазоне от 13 до 25 см.
Сила тяги
Сила тяги предопределяет продуктивность работы оборудования и безопасность дымоотводящего контура. Она зависит от ряда факторов:
- длины дымоходной трубы;
- угол наклона контура;
- количество его изгибов;
- наличие вертикальных участков и пр.
Установка дымохода своими руками
Перед началом монтажа разрабатывается подробная схема будущего дымохода, которая в обязательном порядке согласовывается в контролирующих органах.
По факту завершения монтажа и проверки дымоходного контура составляется и заверяется акт сдачи и ввода конструкции в эксплуатацию.
Необходимые материалы и инструменты
При работе с модульными дымовыми каналами специального оборудования не нужно. Потребуется только герметик, металлические хомуты и утеплитель (если предпочтение было отдано одностенным дымоходам).
Кроме самих труб потребуются переходники и иные комплектующие:

Чертеж и схемы
Перед началом работ требуется детально проработать схему будущей дымоотводящей магистрали, которая будет обрисовывать общую конфигурацию контура и его центральные элементы.

Расчет размеров
В техническом паспорте теплогенератора традиционно указывается нужный диаметр дымоходной трубы. Если же Вы не располагаете этими данными, придётся производить расчёт самостоятельно.
Самый незатейливый способ – взять данные из таблицы, основываясь на тепловую мощность агрегата.

Более заковыристая, но наиболее точная схема расчёта по расходу топлива предполагает проведение вычислений в несколько этапов:
- Определение объёма продуктов сгорания (Vg).

Значения удельного объёма (Vу) и температуры газов на выходе (Т) получают из таблицы:

- Затем рассчитывается площадь поперечного сечения:

- Применяя формулу площади круга, вычисляем диаметр трубы (d):

Тип используемого топлива предопределяет толщину стали:
- твёрдое топливо (уголь, торф, древесина) – свыше 1 мм;
- жидкое топливо – от 0,8 мм;
- газ – от 0,5 мм.
Видео по монтажу
Пошаговая видео инструкция отразит основополагающие нюансы сборки печных труб:
Специфика монтажа
Монтаж дымоходного канала начинается снизу. Порядок сборки предписывает начинать работы с установки первой детали на патрубок теплогенератора, диаметры обеих деталей должны всецело совпадать.

Дальше детали вставляются одна в другую по типу конструктора, формируя нужный контур. Возьмите за правило:
- минимум изгибов и горизонтальных участков;
- отсутствие пересечений с электропроводкой и газовым трубопроводом;
- места соединения деталей не должны приходиться на перекрытия и стены;
- полная высота дымохода должна быть не менее 5 метров.
Швы тщательно герметизируются жаростойким герметиком и при необходимости дополнительно стягиваются металлическими хомутами.
Для добавления конструкции жёсткости дымоходный контур дополнительно фиксируется на стене посредством кронштейнов каждые 1,5 – 2 метра.
Контур выводится через стену посредством специальной гильзы, которая обеспечивает теплоизоляцию стены.

Аналогичные действия выполняются при прокладке дымоходной магистрали через потолочные перекрытия дома:

Ниже представлены 2 варианта прохода дымовой трубы через крышу:

Сверху на кровле место прохода трубы дополнительно герметизируется специальным жаростойким узлом, предотвращающим просачивание влаги внутрь:

Сверху дымоход укомплектовывается:
- зонтом, искроуловителем, дефлектором и флюгером. В современных моделях эти функции, как правило, совмещаются;
- рассекателем снега;

- при большой высоте трубы обязательна установка растяжных тросов.

Частые ошибки и проблемы при установке
- Неправильная конфигурация. Неоправданное отклонение от вертикальности, крутые изгибы и излишние горизонтали снижают силу тяги в контуре.
- Недостаточная или излишняя высота шахты тоже снижает эффективность дымохода.
- Попадание оголовка трубы в зону ветрового подпора провоцирует эффект обратной тяги.

- Использование нержавейки недостаточной прочности приводит к её скоротечному износу и угрожает прогоранием стали.
Обслуживание и чистка
Исправная работа дымохода в период отопительного сезона основана на систематическом уходе за конструкции, которая минимум 2 раза в год должна очищаться от копоти, сажи и мусора.
- сжигать в печах и каминах бытовые отходы;
- использовать для растопки богатые смолами хвойные древесные породы.
Советы специалистов
Сегодня рассмотрим советы профессиональных печников в вопросе герметизации и утепления дымоходов из нержавеющей стали.
Герметизация и утепление
- Отдавайте предпочтение только специальным высокотемпературным герметикам для дымоходов (не следует путать с термостойкими). Предельный показатель температурной стойкости указывается на упаковки.
- Герметиком обрабатываются внутренние швы сборных модулей, предварительно тщательно подогнанных друг под друга.
- Работы по герметизации нельзя проводить при температуре окружающей среды ниже 5⁰C.

Теплоизоляция дымоходного контура проводится с целью смещения точки росы (места образования губительного и токсичного конденсата) ближе к выходному отверстию, что уменьшает объём конденсата в системе.

В качестве утеплителя нужно использовать специальный огнестойкий материал, отличающийся:
- пластичностью, позволяющей его легко обмотать вокруг трубы и закрепить с помощью хомутов, проволоки и пр.;
- лёгкостью, чтобы не превышать коэффициент допустимой несущей нагрузки на систему;
- влагостойкостью, если он используется на улице.

Заключение
Дымовые трубы из нержавейки прекрасно справляются с возложенными на них нагрузками. Лёгкость же монтажа и ремонтопригодность сделали их излюбленным материалом печников. А универсальность и технологичность позволяют их использовать даже при реставрации старых кирпичных дымоходом.
Будьте с нами на одной волне! Подписывайтесь, делитесь полезностями со своими друзьями в соцсетях.
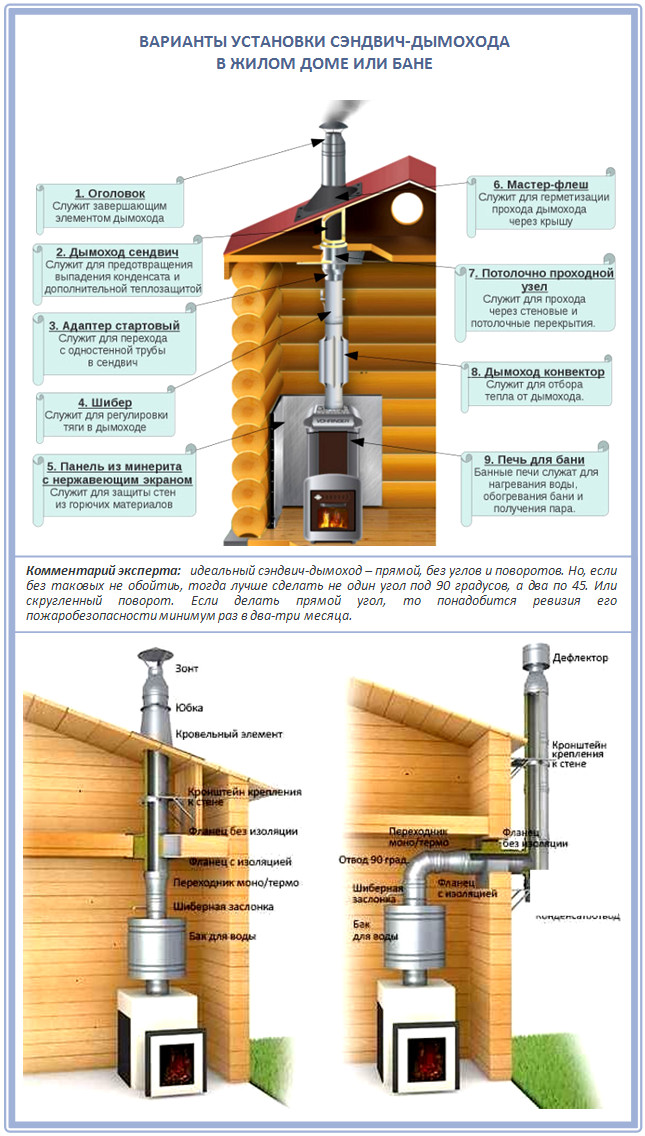
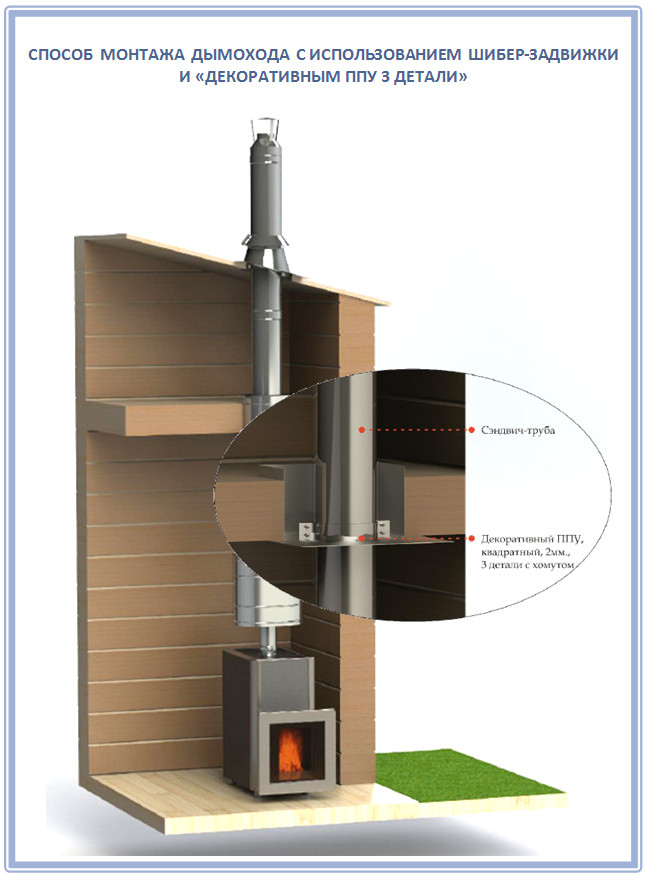
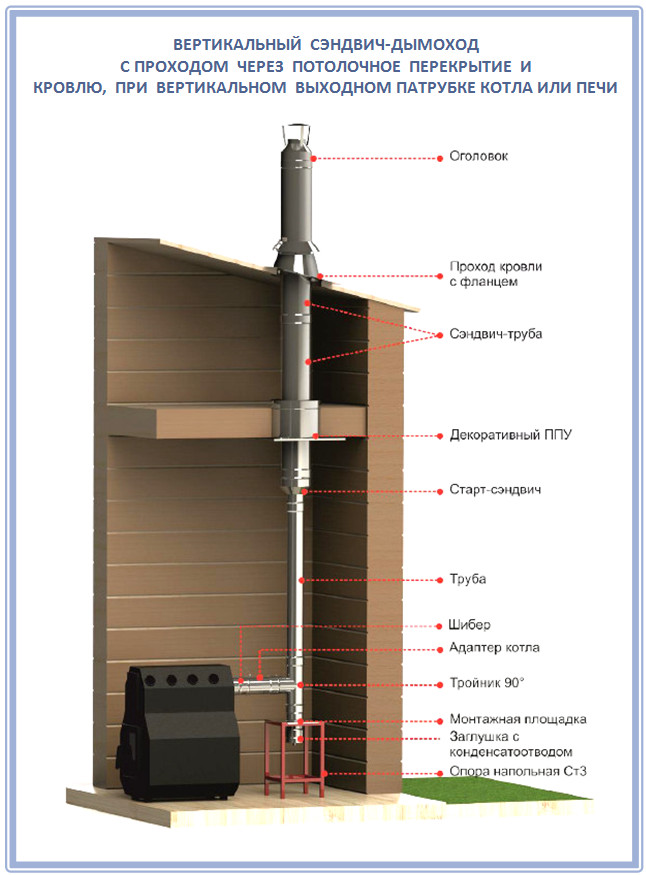
Монтаж сэндвич-дымохода: как провести сборку и установку своими руками
Мечтаете построить экономичный, безопасный и теплый дом? Тогда вам следует обратиться к современным технологиям, в которых разумно сочетаются многовековой опыт, смекалка и порой совсем неожиданные технические решения. Хороший тому пример – двух- и трехконтурный дымоход, внутри которого находится утеплить. Кто бы мог подумать еще пару десятков лет назад, что подобное вообще возможно? Причем у такого дымохода действительно много ценных преимуществ, важно только все сделать по печным правилам, не отступая от них ни на йоту.
Грамотный монтаж сэндвич-дымохода начинается с проектирования дома. Только при изготовлении чертежа можно правильно соблюсти абсолютно все требования к противопожарным нормам, и потом ничего не придется переделывать или даже перестраивать. Если же дом или баня уже готовы, тогда необходимо будет максимально точно произвести все расчеты. Мы советуем вам, если вы взялись изготавливать такой дымоход самостоятельно, подойти к этому вопросу со всей ответственностью – для себя же делаете.
Содержание
Сборка сэндвич-дымохода
Небольшое вступление, касаемо преимуществ. В частном домостроении России наибольшее распространение получили именно сэндвич-дымоходы, хотя выбор достаточно широк. Все дело в конструкции такого дымохода, которая обещают простоту использования и безопасность.
Перед тем, как приступить к монтажу, вы увидите, что такой дымоход представляет собой две трубы разного диаметра, которые вставляются друг в дружку, а пространство между ними либо остается открытым, либо заполняется негорючей изоляцией. У такого дымохода высокая скорость монтажа, небольшой вес всей системы, абсолютно гладкие внутренние стенки, хорошая тяга и минимальное образование сажи.
А теперь самое главное: нельзя устанавливать дымоход без специальной подготовки. Для этого существует так называемый паспорт – документ, который вы получаете при покупке такого агрегата. Обычно там есть схематическое изображение и подробная инструкция монтажа.
А как правильно смонтировать дымоход из сэндвич труб и обеспечить его надежное функционирование, отлично демонстрирует этот видео-ролик:
Если ко всему ваш дымоход будет сложного устройства, то минимум вам нужно будет потом показать его специалисту, чтобы тот удостоверился в надежности и практичности такой конструкции:

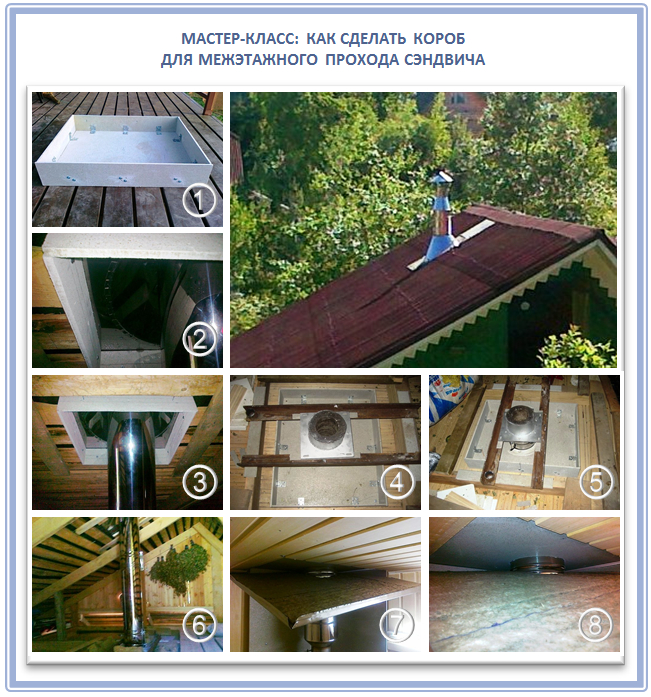
Как вывести дымоход через межэтажное перекрытие
Любой дымоход – это всегда самый опасный источник пожара, т.к. температура дымовых газов бывает запредельно высокой. И даже малейшие нарушения установки дымохода внутри жилого дома способны повлечь за собой опасные последствия.
Итак, чтобы организовать проход дымоходной трубы через деревянные конструкции, необходимо изготовить или приобрести потолочно-проходной узел. Он должен точно соответствовать наружному диаметру трубы. Благодаря такой конструкции дымоход находится на расстоянии от всех ближайших поверхностей, которые могут с ним соприкасаться:
Проще всего, конечно, приобрести дымоходный узел фабричного изготовления и просто обложить со всех сторон теплоизолирующим материалом. Идеальный вариант – базальтовая вата, если она действительно качественная и способна выдерживать высокие температуры. Поэтому при покупке таковой вам необходимо обязательно проверить, указал ли производитель, что вату разрешено использовать при температуре от 800 градусов Цельсия. Естественно, такая вата дороже обычной, но экономить на ней смысла нет, и вы наверняка это хорошо понимаете.
Вот вариант изготовления асбестоцементного короба для междуэтажного узла:
Согласно действующим СНиПам, при прохождении дымохода через деревянное покрытие, необходимо выдерживать расстояние минимум 38 см от внутренней сэндвич-трубы до деревянной конструкции. Причем короб должен быть не пустым, а заполненным специальным материалом.
Да конечно, иногда расстояние между стропилами не позволяет придерживаться такого параметра, и тогда приходится увеличивать проем при помощи дополнительных брусков. А защищать лаги деревянной конструкции, как и стропила с обрешеткой, рекомендовано при помощи оцинкованного листа или асбестового полотна толщиной хотя бы в 5 мм. Оцинкованный лист хорош тем, что он не только препятствует распространению огня, но и равномерно рассеивает тепло, не позволяя ему концентрироваться точечно. Также он экранирует и отражает жесткое тепловое излучение, которое идет от трубы.
В этом и заключается главное преимущество сэндвича, ведь если ставить обычный однотрубный стальной дымоход, что такое расстояние должно быть не менее 50 сантиметров.
Поддержать трубу в вертикальном положении помогут вот такие металлические изделия-крепления:

Как обезопасить стык дымохода с деревянным перекрытием?
А сейчас мы коснемся самого важного момента, знание которого поможет вам избежать совершенно неожиданного пожара.
Итак, чем выше температура дымовых газов, тем сильнее нагревается сэндвич труба, и все конструктивные элементы вокруг нее подвергаются температурному воздействию. Поэтому крайне важно позаботиться, чтобы проходные элементы были надежно защищены. И не думайте, что все так просто.
Например, обычное дерево без специальной защиты обугливается уже при температуре 200 градусов. А высушенная древесина способна даже загореться при температуре 270 градусов Цельсия! Если же воздействовать на деревянные лаги более суток при температуре 170 градусов, они тоже способны загореться. К сожалению, именно этот момент, о котором многие не знают, часто часто становится причиной пожаров, даже если установлена качественная сэндвич-труба.
Поэтому перекрытие желательно выполнять с хорошим утеплением достаточной толщины, чтобы тепло от трубы до стены и деревянных элементов практически не доставало. Кроме того, чем больше само деревянное перекрытие будет накапливать тепло от сэндвича, тем хуже древесина с каждым разом будет воспринимать это тепло. Конечно, за час-другой обычный утеплитель в узле ППУ не успевает прогреваться до критической температуры, но проблема в том, что, говоря на языке печников, после протопки тепло в древесине и утепляющих материалах накапливается, и постепенно изменяет их химический состав.
Например, при длительном и постоянном накопительном нагревании древесина способна загореться уже при температуре в 130 градусов! А ведь на внешней стороне сэндвича она нередко достигает до 200 градусов (от 75 до 200, как показали лабораторные испытания). Вот и происходит такая печальная вещь, когда печь или камин успешно топили далеко не один год, все было замечательно, и вот однажды хозяева потопили всего лишь на 2 часа дольше и жарче обычного (чтобы обогреться в особо холодный зимний вечер или натопить парную для гостей), а температура в сэндвиче перешагнула критическую температуру, и к уже высушенной за годы древесине перекрытия добралась та самая температура в 130 градусов Цельсия.
Также вам нужно быть осторожными, если в качестве теплоизоляционного материала ППУ идет минеральная вата. Со временем, от воздействия высоких температур, она тоже меняет свои свойства и даже становится более теплопроводной! Это не значит, что вата однажды рискует загореться, но внешний контур дымохода в этом месте уже будет значительно горячее, чем вы изначально рассчитывали. А вот это фактор, который изначально не брался в расчет!
Вот почему опытные печники советуют не делать слишком плотную изоляцию перекрытия (чем она плотнее, тем больше в себе накапливает тепло). Тем более, естественная возможность обдува воздухом трубы жизненно необходима:
Еще часто допускают опасную ошибку, плохо рассчитывая расстояние между стропилами для прохода трубы, которое не соответствует норме. Обратите еще внимание, что пустой потолочный узел, в который вообще не установили теплоизоляцию, тоже не самый лучший вариант.
Учитывайте также то, что материал, который окутывает внутреннюю дугу дымохода, со временем имеет свойство слегка оседать. В результате стык двух стенок получается иногда незащищенным. И, вот если этот стык прогорает (и особенно опасно, если он расположен еще и внутри перекрытия), то огонь, возникший в таких пустотах, погасить будет практически нереально. А потому раз в год-два все проходные узлы сэндвич-дымохода следует внимательно осматривать.
Вот, как правильно организовывается проход сэндвич-дымохода через потолок в самом простом варианте:
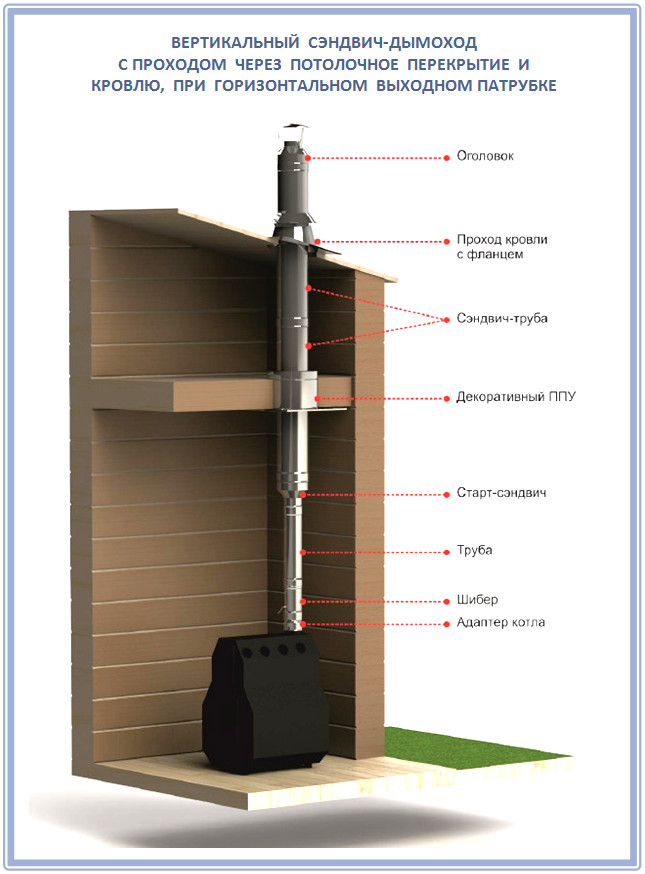
Если вы будете устанавливать на дымоход бак с водой, тогда вся установка должна выглядеть так:
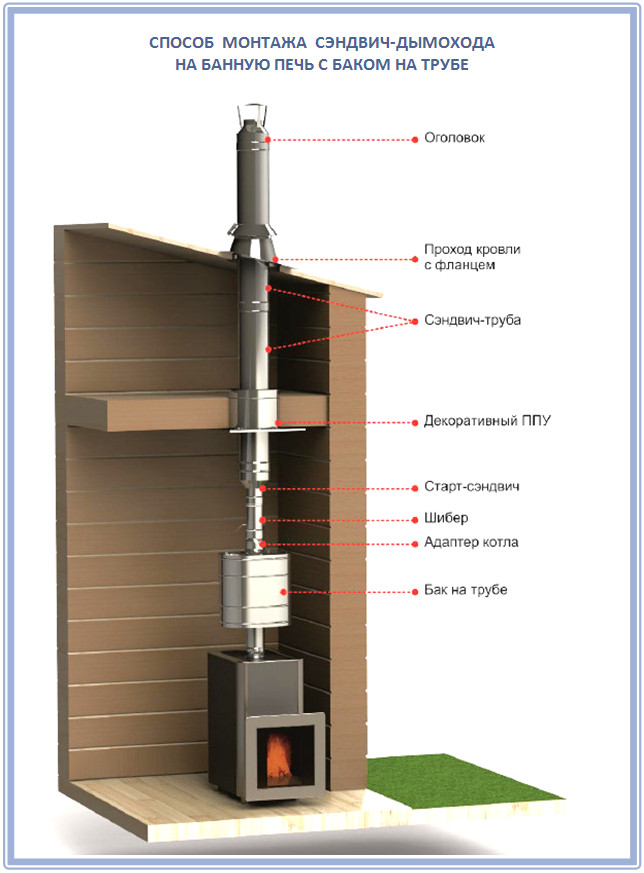
Обратите внимание, как при этом должен быть выполнен проход сэндвич-трубы через перекрытие:
И, наконец, если печь или камин нет возможности поставить прямо под место выведения сэндвич-трубы, вам понадобится специальный тройник:
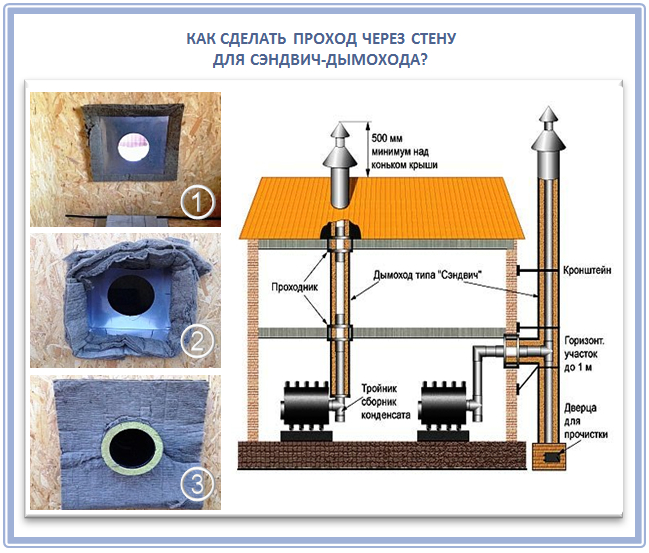
Организация узла через стены дома или бани
Сегодня установка сэндвич дымохода практикуется двумя основными способами: внутри дома или по улице. И действительно, все чаще можно заметить, что дымоходы монтируют прямо через стену на улицу, причем с первого этажа – и оттуда уже направляют вертикально вверх. И в этом есть свой смысл: так дымоход остывает намного быстрее, и не проходит через пожаронебезопасные перекрытия и крышу. С другой стороны, дымоход, который поднимается через мансарду, обычно служит дополнительным отопительным элементом. Но и риск пожара здесь, конечно же, уже будет выше.
Вы будете удивлены, но на самом деле наружный кожух сэндвича из нержавеющей стали совсем недалек от температуры одноконтурного дымохода. Ведь на самом деле изначально такой дымоход проектировался с целью улучшить тягу, и поэтому газы, которые выходят из печи, обычно имеют температуру 800 градусов Цельсия, а внешний кожух при этом способен разогреться до 300 градусов! А это уже далеко не пожаробезопасная поверхность.
Современный сэндвич-дымоход выводят как через крышу, так и прямо через стены жилого дома:
Более подробно узел вы можете рассмотреть на этой иллюстрации:

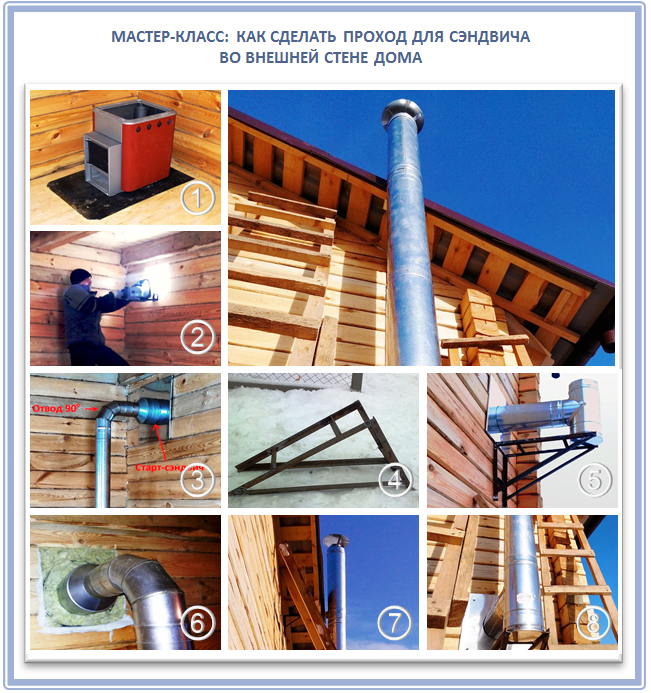
Итак, организовать правильный угол прохода сэндвич-дымохода через стены вам поможет такая пошаговая инструкция:
- Шаг 1. Перед началом работы обязательно рассчитайте длину горизонтальной сэндвич-трубы, которую нужно будет пропустить через стену. И учитывайте еще при этом тройник, который вы будете устанавливать. Рассчитайте скат крыши, чтобы дымоход потом не оказался слишком близко к карнизу.
- Шаг 2. Короб, который вы вставляете в стену, наполните негорючим базальтовым материалом.
- Шаг 3. Закройте проходной узел крышкой так, чтобы осталась видна прокладка из базальтового картона.
- Шаг 4. Края такой крышки узла закройте наличником из комплектующих внешней отделки дома, например, сайдингом.
- Шаг 5. Обработайте края короба бесцветный кровельным герметиком.
- Шаг 6. На выходе из дымохода из стены установите ревизию.
- Шаг 7. Закрепите дымоход при помощи специальных стеновых кронштейнов, по одному на каждый 1,5-2 метра.
- Шаг 8. Итак, после того, когда вы установили трубу, проверьте его вертикальность при помощи уровня.
- Шаг 9. Обязательно проследите за тем, чтобы шов оказался развернут к дому.
Ведь самое главное правило звучит так: узел прохода дымохода через стену дома или бани должен быть максимально защищен от возгорания. Вот хороший пример такого узла:

Чтобы горизонтальный элемент сэндвич-дымохода был установлен надежно, его нужно правильно подпереть металлическим уголком:

Также помогут закрепить такой дымоход к стене в строго вертикальном положении специальные конструкции:

Поверьте, на этом этапе работа еще не заканчивается, особенно, если у вашего дымохода будет сложная конструкция (чего мы вам крайне не рекомендуем):

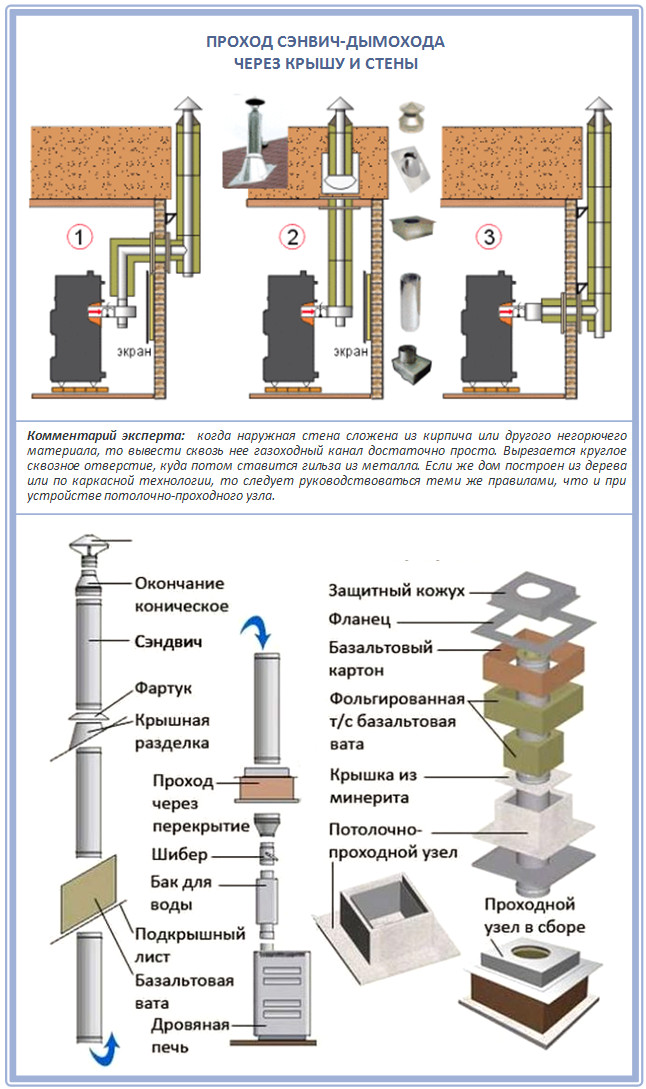
Устройство прохода сэндвич-дымохода через карниз и крышу
Проход сэндвич-дымохода через крышу необходимо делать по таким же принципам, как и проход через потолок. При этом расстояние до деревянных конструкций должно быть достаточным. И вот на этом этапе важно не допустить опасную ошибку.
Да, дымоход при проходе через кровлю действительно остывает, тем более, что пространство вокруг него проветривается и потому многие полагают, что можно уменьшить расстояние до защищенных стропил. И правда, для холодной кровли это действительно подходящий вариант, но для утепленной необходимо придерживаться тех же расстояний и норм, как у междуэтажных перекрытий.
Для вывода через кровлю сэндвич-дымохода применяются специальная кровельная разделка. Вы можете приобрести таковую абсолютно любую, адаптированную под угол вашей кровли и ее скаты. А монтировать крышную разделку нужно сверху, заводя ее край под конек крыши.
Вот каким должен быть узел прохода сэндвич-дымохода через карниз:

Чтобы вывести сэндвич-дымоход на крышу, вам необходимо будет сделать в кровельном покрытии отверстие достаточной ширины:

Причем на этапе вывода сэндвич-дымохода через крышу не обойтись без кровельного силиконового герметика, который рассчитан на 1500 градусов воздействия температуры.

Изнутри отделка такого узла должна выглядеть таким образом:

При проходе дымоходной трубы через наклонные скаты крыши само отверстие и его изоляция уже будет немного больше по площади:

Особенно осторожно необходимо выводить дымоходную трубу-сэндвич через крышу, если кровельный материал сам по себе горюч. Не забывайте, что сам металл, конечно же. загораться не станет, а вот кровельная краска – вполне. Чтобы все сделать грамотно, следуйте таким шагам:
- Шаг 1. Начинайте вырезать профнастил подальше от будущего месторасположения трубы. Это около 30 сантиметров выше и больше и 10 см снизу и по сторонам.
- Шаг 2. Изготовьте для трубы кровельную разделку из оцинкованной стали и устанавливайте ее, начиная снизу. Разделка должна заходить на профнастил не менее 15 см.
- Шаг 3. Снимите верхний лист профнастила и положите верхнюю часть кровельной разделки, затем на 20 см накройте ее боковые части.
- Шаг 4. Установите снятый лист профнастила и закрепите его.
- Шаг 5. Теперь закрой и загерметизируйте швы, чтобы избежать дальнейших протечек.
- Шаг 6. Утеплите трубу негорючим материалом с фиксацией отожженной проволокой.
- Шаг 7. Изготовьте дымоходный зонт из оцинкованной стали.
- Шаг 8. Теперь, еще раз загерметизируйте наплавляемыми кровельными материалами, разогретыми или самоклеющимися.
К слову, если вы работаете с металлическим кровельным покрытием, то существует возможность закрепить дымоход в таком месте при помощи отогнутых обрезков самой кровли:

В общих чертах, сборка дымохода вне стен дома практически не отличается от его установки внутри:

Все эти правила придумывают не просто так, ведь они основывается на практических исследованиях и статистики пожаров. Поэтому, если вы не хотите, чтобы ваш дом стал печальным примером для других, соблюдайте все предписания до последнего, и даже больше: старайтесь всегда хоть немного, но перестраховаться, ведь жизнь полна непредсказуемых ситуаций. Изучите внимательно все тонкости и нюансы процесса монтажа современных дымоходов – и спите спокойно!
Как сделать дымоходы из нержавеющей стали своими руками – конструкция и технология
Проектирование дымоходной системы должно всегда выполняться профессионально. Для этого необходимо учитывать специфику работы отопительного прибора, знать параметры здания и климатические характеристики местности. Только после учета всех этих параметров можно выбирать оптимальную технологию и материал изготовления дымохода (подробнее о типах писали здесь).
С появлением модульных сэндвич-систем дымоходов многие умельцы задались целью самостоятельно изготовить подобные аналоги. Но возможно ли это в домашних условиях? Чтобы ответить на этот вопрос необходимо провести анализ используемых материалов и инструментов.
- Составлении проекта дымохода
- Требования к дымоходам из нержавеющей стали
- Материал
- Технология изготовления
Составлении проекта дымохода
 Перед изготовлением дымохода необходимо знать точный расход материала. Для этого составляется план, учитывающий специфику здания и месторасположение котла.
Перед изготовлением дымохода необходимо знать точный расход материала. Для этого составляется план, учитывающий специфику здания и месторасположение котла.
Причем необходимо учесть диаметр трубы, который должен соответствовать характеристикам отопительного прибора. Нередко в таких случаях допускаются ошибки, планируя продолжительные горизонтальные участки трубопровода.
Это приводит к значительному ухудшению тяги и быстрому образованию сажи в горизонтальной трубе.
Требования к дымоходам из нержавеющей стали
Материал
 В качестве материала изготовления промышленных дымоходов используется специальная нержавеющая жаропрочная сталь.
В качестве материала изготовления промышленных дымоходов используется специальная нержавеющая жаропрочная сталь.
При ее производстве происходит процесс легирования хромом, никелем и молибденом. Это придает ей особые свойства, позволяющие сохранить целостную структуру материала при воздействии высоких температур. К ним относятся следующие марки – AISI 316 L, AISI 310 S, AISI 304 и AISI 321.
 В зависимости от процентного содержания легированных элементов, изменяются определенные характеристики материала:
В зависимости от процентного содержания легированных элементов, изменяются определенные характеристики материала:
- Хром значительно повышает показатели твердости и коррозиестойкости.
- Никель отвечает за пластичность и прочность.
- Молибден – повышает прочность при воздействии высоких температур.
Все это указывает на важность выбора материала при самостоятельном изготовлении дымохода из нержавеющей стали. Неоднократно предпринимались попытки сделать их из обычной пищевой стали. Главным ее недостатком является высокое содержание хрома, т.е. она при воздействии высоких температур будет быстро разрушаться.
Примеры изготовления подобных конструкций показаны ниже:


Как видно по фотографиям, полотна просто скручены в несколько слоев и удерживаются рядом заклепок. Однако такая конструкция вызывает целый ряд вопросов:
- Если заклепки не из жаропрочной нержавеющей стали, то под термическим воздействием они потеряют форму и попросту выпадут из конструкции.
- Отсутствие соединительного раструба. Если монтаж производится «стык встык», то возникает большая вероятность попадания дымовых газов в пространство между слоями стали. Это приведет к быстрому износу.
- Марка стали. Монтаж подобной конструкции должен осуществляться только после основного, надежного дымохода. Иначе в противном случает труба быстро прогорит из-за высоких температур.
 При желании сделать дымоход из нержавеющей стали самостоятельно следует выбирать правильную марку стали. Сэндвич-дымоход, изготовленный самостоятельно, должен состоять из жаропрочной стали внутри и внешней трубы с хорошими показателями сопротивления атмосферным воздействиям.
При желании сделать дымоход из нержавеющей стали самостоятельно следует выбирать правильную марку стали. Сэндвич-дымоход, изготовленный самостоятельно, должен состоять из жаропрочной стали внутри и внешней трубы с хорошими показателями сопротивления атмосферным воздействиям.
Пространство между трубами утепляется базальтовой ватой.
Технология изготовления
После приобретения материала следует продумать способ его обработки. На производстве для изготовления цилиндрических элементов используют специальные вальцы и сварочные аппараты. В домашних условиях «справиться» с листом нержавеющей стали довольно проблематично. На некоторых ресурсах советуют делать это с помощью широких хомутов, а место стыка листа обрабатывать специальным термостойким герметиком. Но такой способ изготовления не отвечает самым элементарным требованиям безопасности к дымоходам.
[box type=”note” ]Поэтому, если нет возможности обработать стальной лист на профессиональном оборудовании, рекомендуется использовать уже готовые элементы нержавеющего дымохода заводского изготовления.[/box]
Для того, чтобы убедиться в трудоемкости изготовления нержавеющих дымоходов, можно посмотреть видео о процессе их производства:
Сварка нержавейки для начинающих: электроды для сварки, технология работы инвертором и полуавтоматом
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них.
Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом!
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.

Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Электроды ММА для нержавеющих сталей

Вопрос №2.
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3
Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.

Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Мех.показатели:
Временное сопротивление разрыву, более 540Н/мм2
Относительное удлинение, более 20%
Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
Сварка ТIG
Вопрос №4
Какой газ применяют для защиты шва?
Ответ:
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Сварка полуавтоматом
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
Ответ:
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
 Читайте на сайте статью: Сварка алюминия — инструкция, аппарат, проволока, газ |
Теперь о технологии. Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов
• Струйный перенос – лучше всего использовать порошковую проволоку без газа
• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.

Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Вам необходимо верно подобрать соотношение параметров скорости и напряжения. Только в таком случае вы получите шов, который будет соответствовать критериям качества.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽- Зарядное устройство GreenWorks G24C 2490,00 ₽
- Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
- Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
- Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
- Сварочный аппарат BauMaster AW-79161 3990,00 ₽
- Hitachi AB17 зарядное устройство 4076,87 ₽
 Сварочный трансформатор PATRIOT 200AC 102,00 ₽
Сварочный трансформатор PATRIOT 200AC 102,00 ₽ Зарядное устройство GreenWorks G24C 2490,00 ₽
Зарядное устройство GreenWorks G24C 2490,00 ₽ Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽
Стабилизатор напряжения PRORAB DVR 1000 2597,22 ₽ Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽
Стабилизатор Ресанта АСН-2000 Н/1-Ц Lux 3610,00 ₽ Стабилизатор напряжения Ставр СН-2000 3920,00 ₽
Стабилизатор напряжения Ставр СН-2000 3920,00 ₽ Сварочный аппарат BauMaster AW-79161 3990,00 ₽
Сварочный аппарат BauMaster AW-79161 3990,00 ₽ Hitachi AB17 зарядное устройство 4076,87 ₽
Hitachi AB17 зарядное устройство 4076,87 ₽Сварка нержавейки в домашних условиях: варианты, советы, видео
Выполняя такую технологическую операцию, как сварка нержавейки, важно учитывать как физические свойства материала, так и его химический состав. Только в таком случае можно рассчитывать на то, что соединение будет выполнено качественно и надежно.

Аргонная сварка нержавеющей стали
Факторы сложности для сварки деталей из нержавеющей стали
Сварку нержавеющей стали затрудняет то, что данный материал относится к категории высоколегированных сплавов, а значит, в его составе в достаточно большом количестве содержатся элементы, влияющие на его основные свойства. В нержавейке, в частности, таким элементом является хром. Его содержание в данном сплаве может составлять 12–30%. Хром наряду с такими элементами, как никель, титан, марганец и молибден, формирует антикоррозионные свойства нержавеющей стали, но в то же самое время наделяет ее и другими особенностями, влияющими на свариваемость.
Для тех, кто не любит читать длинные статьи и вникать в технические тонкости, предлагаем сразу посмотреть два видео с наиболее актуальными для домашнего мастера вариантами сварки нержавеющей стали — электродом с помощью инвертора и опять же инвертором, но уже в среде защитного газа (аргона).
Сварка нержавейки должна выполняться с учетом следующих специфических характеристик этого материала.
По этой причине сварку нержавеющей стали всегда сопровождает значительная деформация соединяемых деталей. В отдельных случаях, когда свариваемые детали имеют значительную толщину и между ними не предусмотрен зазор, такие деформации могут привести даже к появлению крупных трещин.
Теплопроводность нержавеющей стали в 1,5–2 раза ниже, чем у низкоуглеродистых сплавов. Такая особенность материала приводит к тому, что соединяемые детали в зоне сварки проплавляются даже при меньших (на 15–20%), чем при сваривании изделий из низкоуглеродистой стали, силах тока.
При сильном нагреве (более 500 градусов Цельсия) в нержавеющих сталях возникает так называемая межкристаллитная коррозия. Происходит это потому, что по краям зерен структуры металла начинают формироваться прослойки, состоящие из карбида хрома и железа. Избежать этого явления можно не только тщательным подбором режима сварки, но и путем принудительного охлаждения свариваемых деталей из нержавейки, для чего можно использовать обычную воду. Однако следует иметь в виду, что охлаждать водой можно лишь детали, изготовленные из хромоникелевых сталей, которые имеют аустенитную внутреннюю структуру.
Перегрев электродов с хромоникелевыми стержнями
Из-за низкой теплопроводности соединяемых материалов и их повышенного электрического сопротивления сварка деталей из нержавейки сопровождается сильным нагревом электродов, стержни которых имеют хромоникелевый состав. Чтобы избежать этого нежелательного явления, используют электроды для сварки нержавейки длинной до 35 см.

Сварочные электроды Sabaros ME 101 3,2мм для сварки нержавеющих сталей
Наиболее распространенные способы сварки нержавеющей стали
Сварка изделий из нержавеющих сталей, характеризующихся повышенным содержанием хрома, может выполняться с использованием нескольких технологий. Сюда, в частности, относятся следующие виды сварки:
- аргонодуговую (с использованием вольфрамового электрода и режимов AC/DC TIG);
- выполняемую в режиме MMA покрытыми электродами;
- полуавтоматическая электродуговая сварка в среде аргона, проводимая в режиме MIG и с использованием проволоки из нержавеющей стали;
- так называемая холодная сварка для нержавеющей стали, выполняемая под большим давлением (название данной технологии обусловлено тем, что она не предусматривает плавления металла в процессе его соединения);
- шовную технологию и контактную точечную сварку.
Технология сварки деталей из нержавеющей стали предусматривает тщательное обезжиривание их поверхностей при помощи ацетона или авиационного бензина. Делается это для того, чтобы уменьшить пористость выполняемого шва, сделать сварочную дугу более устойчивой, тщательно зачистить кромки соединяемых деталей. Только после тщательной зачистки можно приступать к выполнению операции выбранным способом. Есть несколько основных способов сваривания деталей из нержавеющих сталей, а также технологии, которые применяются достаточно редко. В любом случае принимать решение о том, как варить нержавейку, следует исходя из конкретных условий и требований, предъявляемых к формируемому соединению.
Сварка покрытыми электродами (ММА)
Сварка деталей из нержавейки по технологии ММА, предусматривающая использование покрытых электродов, является самой распространенной технологией. Этот способ достаточно прост, его можно применять и дома, но он не позволяет получать шов самого высокого качества.
Что удобно, такую сварку нержавейки можно выполнять даже в домашних условиях, но для этого вам понадобится специальный сварочный аппарат, который называется инвертор. Чтобы сварка нержавейки инвертором позволила получить соединение, обладающее высокой надежностью, необходимо правильно подобрать электрод для определенной марки нержавейки. Все электроды, с помощью которых проводится сварка изделий из нержавеющих сталей, делятся на два основных типа:
- с рутиловым покрытием на основе двуокиси титана (сварка такими электродами, обеспечивающими небольшое разбрызгивание металла и стабильную дугу, выполняется на постоянном токе и обратной полярности);
- с покрытием на основе карбоната магния и кальция (такими электродами нержавейка сваривается на постоянном токе обратной полярности).
Чтобы понять, какими электродами варить нержавейку, достаточно заглянуть в ГОСТ 10052-75, в котором представлены все типы таких расходных материалов, а также оговаривается, какой из них следует использовать для работы с металлом конкретного химического состава. Для того чтобы выбрать электроды по нержавейке, соответствующие требованиям данного ГОСТа, достаточно знать марку металла, детали из которого необходимо соединить.
Со всеми требованиями к электродам для сварки нержавейки можно ознакомиться, бесплатно скачав ГОСТ 10052-75 в формате pdf по ссылке ниже.
Ручная и полуавтоматическая сварка нержавейки в среде аргона (AC/DC TIG, MIG)
Для выполнения ручной сварки нержавейки в среде аргона применяются электроды из вольфрама. Эта технология даже в условиях дома позволяет получать качественные и надежные соединения изделий, отличающихся небольшой толщиной. Сварку такими электродами по нержавейке используют преимущественно для монтажа коммуникаций из труб, по которым под давлением будут транспортироваться газы или различные жидкости.

Аустенитную нержавеющую сталь следует сваривать особенно тщательно и с осторожностью
У данной технологии есть определенные особенности.
- Для того чтобы вольфрам, из которого изготовлены электроды по нержавейке, не попал в расплавленный металл в зоне сварки, дугу поджигают бесконтактным способом. Если выполнить это непосредственно на детали не представляется возможным, то дугу зажигают на специальной угольной плите и аккуратно перемещают ее на соединяемые заготовки.
- Сварку нержавеющей стали данным способом можно выполнять как на постоянном, так и на переменном токе.
- Режимы подбираются в зависимости от толщины соединяемых деталей. К таким режимам, в частности, относятся параметры сечения вольфрамового электрода, диаметр проволоки, используемой в качестве присадки, параметры тока (сила и полярность), расход защитного газа, скорость выполнения сварки.
- Очень важно, чтобы уровень легирования присадочной проволоки был выше, чем у соединяемых деталей.
- В процессе выполнения сварки электроды по нержавейке не должны совершать колебательных движений. Если пренебречь этим требованием, это может привести к нарушению сварочной зоны и окислению металла в ее области.
При использовании данной технологии можно сократить расход вольфрамового электрода. Для этого нужно некоторое время (10–15 секунд) не отключать подачу аргона после окончания сварочного процесса. Подобная процедура способствует защите раскаленного вольфрамового электрода от активного окисления.
У полуавтоматической сварки нержавейки в среде аргона, по сути, мало отличий от обычного ручного способа. Основное ее отличие заключается в том, что подача проволоки в зону сварки осуществляется при помощи специального оборудования. Благодаря механизации процесс протекает значительно точнее и с большей скоростью.
Благодаря использованию полуавтоматического оборудования могут быть реализованы следующие техники сварки деталей из нержавеющей стали:
- метод струйного переноса, который позволяет эффективно сваривать детали большой толщины;
- сварка короткой дугой – для выполнения соединения деталей небольшой толщины;
- импульсная сварка – универсальная технология, которая позволяет получать качественные и надежные соединения и является самым выгодным вариантом в финансовом плане.

Аргонодуговая сварка нержавеющей стали
Другие технологии сварки нержавеющей стали
Существует еще несколько способов сварки нержавейки, которые лучше демонстрируют себя в определенных ситуациях, то есть не отличаются универсальностью. Сюда относятся следующие способы, предполагающие использование специального оборудования.
Сварка нержавеющей стали с использованием лазерного луча
Такой способ сварки, который даже на видео выглядит очень впечатляюще, обладает целым рядом весомых преимуществ: металл в зоне сварки не теряет свою прочность из-за чрезмерного температурного воздействия, быстро остывает, на нем не появляются трещины, а в его структуре формируются зерна минимального размера. Оборудование для лазерной сварки и сама технология находят широкое применение в различных отраслях промышленности (автомобиле- и тракторостроение, монтаж коммуникаций из труб и др.).
Холодная сварка под большим давлением
Данная технология не предусматривает плавления материала в зоне сварки, а металлические детали соединяются на уровне их кристаллических решеток. В зависимости от получаемого соединения и конфигурации деталей давление может оказываться на одну или сразу на обе металлические заготовки. Очень интересно посмотреть на видео такого процесса: две детали, находясь в холодном состоянии, как будто вдавливаются друг в друга.
Контактная сварка изделий из нержавейки
Такая сварка может выполняться по точечной или роликовой технологии. В результате могут быть соединены тонкие листы нержавейки с толщиной не более 2 мм. При этом используется то же самое оборудование, что и для других металлов.
На видео ниже подробно объясняются и наглядно демонстрируются нюансы подачи присадочного прутка при сварке нержавейки неплавким электродом в среде аргона и прочие нюансы работы.
Как сварить нержавейку инвертором в домашних условиях
Самые качественные и красивые швы получаются, если нержавейка соединяется полуавтоматической сваркой под защитой аргона. Но не у каждого домашнего мастера есть возможность приобретения дорогого оборудования и газа. Когда не важна эстетика соединения, необходимое качество достигается сваркой нержавейки инвертором.

Преимущества и недостатки сварки нержавейки инвертором
При сравнении сварки нержавеющей стали инвертором с иными способами отмечаются следующие достоинства:
- невысокая цена аппарата;
- небольшой вес и габариты позволяют переносить инвертор даже в сумке;
- ручной дуговой сваркой можно соединять заготовки толщиной до 20 мм из сплавов, черных и цветных металлов;
- работа проводится без флюса или инертного газа;
- выполнение сварки в труднодоступных местах.
- образование шлака;
- из-за большого электрического сопротивления нержавейки возможен перегрев электрода с разрушением покрытия, поэтому сварочный ток ограничивается;
- большие затраты времени при сравнении с другими методами.
Способы сварки
Дома сваривать нержавейку инвертором можно тремя способами:
- Ручной дуговой сваркой (MMA), когда материалом плавящегося электрода заполняется стык. Для работы нужен только инвертор.
- Аргонодуговой метод (TIG) с электродом из вольфрама, применяется для сварки тонкой нержавейки инвертором. Шов создается за счет плавления материала заготовок или присадочной проволоки. Сварная ванна от контакта с окружающим воздухом защищается чистым аргоном. Перемещение горелки с неплавящимся электродом и подачу присадочной проволоки выполняют вручную.
- Полуавтоматическая сварка (MIG/MAG) выполняется неплавящимся электродом с механической подачей проволоки. За счет повышения скорости сварки увеличивается производительность. Для улучшения смачиваемости кромок в аргон добавляется 2% углекислого газа.
Какой инвертор подойдет для сварки нержавейки
Для сварки нержавейки используется инверторный сварочный аппарат любой марки. Для работы дома выбирается самая простая модель. Умельцы мастерят даже самодельные аппараты по характеристикам не уступающие заводским аналогам. Инвертор должен быть с режимом ручной сварки (ММА) и регулировкой тока в пределах 20 — 200 А. Для сварки нержавейки желательно наличие следующих опций:
- режима «Форсаж», позволяющего кратковременно понижать напряжение дуги с одновременным увеличением величины тока;
- ПВ (длительность непрерывной работы, указано в инструкции) не меньше 40%;
- длина кабелей не больше 6 м, иначе из-за большой потери мощности они будут сильно нагреваться;
- сохранение работоспособности при значительных изменениях напряжения в электросети.
Выбирая инвертор, нужно внимательно прочесть инструкцию, так как не все модели могут работать при низких температурах.
Настройка аппарата
Прежде чем сваривать нержавейку инвертором необходимо переключателями на передней панели выставить настройки в соответствии с параметрами соединяемых заготовок. Величину напряжение и тока в зависимости от толщины деталей определяют по таблице:
Толщина металла,
мм
При выполнении аргонодуговой и полуавтоматической сварки расход газа настраивается в пределах 6 — 12 л/мин. Скорость движения проволоки устанавливают переключателем режимов. Чем она больше, тем меньше глубина провара.
Выбор электродов
Для сваривания нержавейки инвертором постоянным током допускается использование электродов с базовым покрытием на основе карбонатов кальция и магния. К популярным отечественным маркам относятся ОЗЛ-8 и ЦЛ-11. Стоят недорого, но для работы требуется опыт. Электроды склонны к залипанию, плохо держат дугу, однако швы получаются с достаточными антикоррозионными характеристиками.
Лучшие результаты получаются, если для работы выбрать универсальные электроды с рутиловым покрытием. Ими сваривают на постоянном и переменном токе распространенные марки нержавеющей стали. Лучшими признаны электроды ОК 67.60, которые выпускаются шведской фирмой ESAB. Они легко поджигаются, стабильно держат дугу, снижается количество брызг расплавленного металла. Работая с рутиловыми марками, даже новичок наложит прочный шов.
При ручной сварке следует учитывать, что остывающий шлак начинает самопроизвольно отскакивать. Поэтому в это время нужно располагаться на безопасном расстоянии, чтобы он не мог попасть в глаза или на открытые участки кожи.
Процесс сварки нержавейки инвертором в домашних условиях
Перед свариванием нержавейки инвертором в домашних условиях проводится подготовка соединяемых заготовок в следующем порядке:
- С поверхности возле стыка удаляется грязь и мусор, наждачной бумагой или щеткой с металлическим ворсом зачищается до блеска.
- Место соединение обрабатывается растворителем, чтобы удалить жир. Иначе он нарушит стабильность дуги.
- При соединении заготовок толщиной более 4 мм с кромок снимают фаски под углом 45⁰ для лучшего заполнения стыка расплавленным металлом.
- Чтобы брызги не прилипали к прилегающим поверхностям, их обрабатывают водным раствором мела.
- Для компенсации температурного расширения свариваемых заготовок между ними оставляется промежуток 1 — 2 мм.
- Сварку нержавейки толщиной до 1 мм выполняют без зазора.
- Для предотвращения перегрева металла в месте соединения заготовки кладутся на алюминиевые или медные пластины.
- Детали толщиной больше 7 мм предварительно нагревают до 150⁰C, чтобы уменьшить перепад температур в начале сварки.
- Для удаления влаги и улучшения свойств покрытия электроды перед применением прокаливают помещая в печь. В случаях, когда работа выполняется срочно, допустим прогрев газовой горелкой.
Сварку постоянным током проводят на обратной полярности. Соединение выполняется короткой дугой со скоростью большей, чем для обычной стали. Электрод ведется вдоль шва без поперечных движений. Его наклоняют под углом 40 — 60⁰ в сторону, удобную для удержания. Из-за большого сопротивления электрическому току и плохой теплопроводности нержавейки электроды сгорают быстрей, чем на черных металлах. Это явление становится неожиданностью для начинающих мастеров. Шов завершают «замком», который предотвратит образование трещин и свищей. Сварочную ванну сдвигают на поверхность заготовки или возвращают немного назад. Не меняя положения электрода, гасят дугу. Так как сварить нержавейку большой толщины за один проход не получится, операцию повторяют несколько раз до полного заполнения стыка.
После окончания сварки следует подождать, чтобы место соединения остыло. Нельзя обрызгивать его водой, так как это приведет к появлению микротрещин. Шлак начинают оббивать через 5 минут, чтобы на еще мягком металле не оставлять следов. Для придания презентабельного вида место соединения шлифуют и полируют. Однако в результате механической обработки с поверхности удаляется пассированный слой из окиси хрома, который защищает ее от коррозии. Восстановление пленки происходит за 4 — 6 часов, в течение которых нержавейка остается незащищенной. Для ускорения процесса поверхность обрабатывается составом, содержащим пассирующие добавки. Через полчаса его смывают водой.
После ознакомления с приведенными рекомендациями ответ на вопрос: «Можно ли инвертором сваривать нержавейку?» очевиден. Однако это не значит, что у новичка с первого раза получится выполнить надежное соединение. Для наработки навыков придется потренироваться на ненужных обрезках, лучше под руководством наставника.





