Как провести сварку нержавеющей стали в домашних условиях?
Нержавеющая сталь используется в различных направлениях промышленности благодаря своим техническим характеристикам. Чтобы изготавливать различные детали из этого металла, необходимо научиться соединять отдельные элементы. Сварка нержавеющей стали имеет определённые особенности, из-за чего требует более подробного изучения.
 Сварка нержавеющей трубы
Сварка нержавеющей трубы
Особенности
Сварка нержавейки может сопровождаться определёнными сложностями. Связано это с составом этого металла. Он содержит от 12 до 30% хрома, который обуславливает высокий показатель коррозийной устойчивости нержавеющей стали. Из-за содержания этого компонента появляются некоторые сложности при сваривании:
- Низкий показатель теплопроводности. Она в два раза ниже, чем у низкоуглеродистых сплавов. Из-за этого металла расплавляется при более низких температурах, что нужно учитывать при сварке.
- Повышенный коэффициент линейного расширения. Из-за этого при сильном нагревании детали подвергаются деформации. Если толщина у заготовок большая, а расстояние между ними до соединения незначительное, могут появиться трещины.
- Высокое электрическое сопротивление, низкий показатель теплопроводности негативно воздействуют на хромоникелевые электроды. Стержни начинают перегреваться, из-за чего возникают сложность проведения технологического процесса.
- Межкристаллитная коррозия. Происходит этот процесс после нагревания нержавеющей стали свыше 500 градусов. По краям зёрен структуры металла появляются прослойки, который состоят из железа, карбида хрома.
Если сварочный режим был выбран неправильно, это может привести не только к нарушению целостности шва, но и к потере коррозийной устойчивости нержавеющей стали. После нагревания этого материала свыше 500 градусов, он подвергается окислению. Чтобы избежать этого процесса, детали требуется охлаждать водой или специальным маслом.
Способы
Сварка нержавейки может выполняться несколькими способами. При этом используется разное оборудования, появляются определённые нюансы.
Ручная дуговая сварка покрытыми электродами
Распространённый способ соединения деталей из нержавеющей стали. Для выполнения работ используют инверторный сварочный аппарат, специальные электроды. Они могут быть двух типов:
- Стержень покрыт рутиловым слоем, который состоит из двуокиси титана.
- Стержни, покрытые смесью кальция, карбоната магния.
Применяется этот способ для создания соединений, которые не будут подвергаться критическим нагрузкам.
Вольфрамовыми электродами
Сварка нержавейки вольфрамовыми электродами применяется совместно с инертными газами, которые подаются в нагреваемое место, защищая шов от образования оксидной плёнки.
Этот метод подходит для сваривания тонкого металла, изготовления труб для разных жидкостей.
Полуавтоматическая в аргоне
Этим способом можно более качественно сваривать нержавейку. С помощью полуавтомата появляется возможность добиться высокой производительности. Чтобы создать прочное соединение используется несколько видов проволоки:
- Порошковая.
- Алюминиевая.
- С медным покрытием.
- Изготовленная из легированной стали.
- С флюсом.
Проведение работ полуавтоматом представляет собой поэтапный процесс:
- Мастер подготавливает детали. Зачищает их от ржавчины, налёта, грязи.
- Выставляется режим сваривания на сварочном аппарате. Оптимальный показатель силы тока для нержавеющей стали толщиной до 3 мм не должен превышать 145 А.
- В рабочую зону подаётся проволока, зажигается дуга.
Сопло горелки должно передвигаться только в одном направлении без поперечных движений.
 Полуавтоматическая сварка нержавеющей стали
Полуавтоматическая сварка нержавеющей стали
Холодная под большим давлением
Процесс соединения заготовок из нержавеющей стали без плавления. Зависимо от того, какими характеристиками должна обладать цельная деталь, давление может воздействовать как на одну, так и на две заготовки. Соединение образуется благодаря взаимодействию кристаллических решёток металла.
Лазерная
Такой способ соединения нержавеющей стали выполняется на промышленных предприятиях. Для его выполнения необходимо использовать специальное оборудование. При работе с лазером выполняется два метода сварки заготовок — шовный, точечный.
Преимущества лазерного оборудования:
- Не появляются трещины от сильного нагревания.
- Прочность металла в зоне отпуска не снижается.
- Не появляется оксидной плёнки, благодаря высокой скорости лазерной обработки.
Плазменная
Существует два способа плазменной сварки нержавеющей стали:
- Ручная — подразумевает под собой обработку металла плазменной дугой, которая образуется между рабочей поверхностью, электродом.
- Автоматическая — плазменный поток вырабатывается плазмотроном.
Применяется на промышленных предприятиях.
Чем варить нержавейку?
Сварить нержавейку можно разными способами. Важно не только выбрать технологию, но и подготовить расходные материалы, оборудование.
 Электроды для сварки
Электроды для сварки
Какими электродами варить нержавейку?
Для людей, которые не знают, какие электроды для сварки нержавейки нужно использовать, необходимо ознакомиться с ГОСТом 10052−75. Если не пользоваться ГОСТом, нужно учитывать марку стали.
Все расходники делятся на две больших группы:
- Стержни с разными покрытиями.
- Вольфрамовые электроды.
Существуют специальные стержни для работы со сплавами, цветными металлами.
Можно ли варить обычным электродом?
Сварка нержавейки обычным электродом допускается. Однако это может привести к разным негативным последствиям. Связано это с тем, что в месте нагревания совмещаются разные металлы. Из-за этого возникают внутренние напряжение, которые ухудшают показатель прочности шва. Первые микротрещины начнут появляться во время остывания, с характерными щелчками. Такой шов быстро покроется слоем ржавчины.
Оборудование
При соединении деталей из нержавеющей стали электросваркой используется разное оборудование. Желательно выбирать аппараты, которые выдают постоянный ток. Они позволяют равномерно вплавлять присадочный материал в пространство между заготовками.
Если нет возможности использовать оборудование, вырабатывающее постоянный ток, можно использовать инвертор. Сварка инверторным аппаратом требует использования специальных электродов, быстрого ведения дуги для получения ровной поверхности. Качество сваривания нержавеющей стали зависит от выбора расходных материалов, оборудования, настройки режима проведения работ.
Как варить нержавейку в домашних условиях?
Сварка нержавейки в домашних условиях доступна любому сварщику. Для этого требуется подготовить инверторный аппарат. Он подойдёт для соединения труб из алюминия, тонких листов, деталей сложной формы. Рекомендации для проведения работ:
- Внимательно наблюдать за швом, чтобы не образовывалось место проплавки.
- Небольшой зазор в сварном стыке помогает создать оптимальный показатель усадки.
- Для соединения металлических листов большой толщины, нужно использовать электроды большего диаметра.
- Выбрать величину сварочного тока проще с помощью специальных таблиц, которые можно найти в интернете.
- Для охлаждения швов желательно использовать медные пластинки.
Новичку необходимо потренироваться настраивать, работать со сварочным аппаратом на черновых деталях.
 Сварка нержавеющей стали электродом
Сварка нержавеющей стали электродом
Как варить нержавейку инвертором?
Сварка нержавейки инвертором выполняется в определённой последовательности:
- Очистить рабочие поверхности от налёта, грязи, декоративных покрытий, масла, ржавчины.
- Обработать кромки деталей если их толщина превышает 4 мм. Они срезаются под углами 45 градусов. Если нужно сваривать тонкую нержавейку, скосы не нужны.
- Чтобы создать высокопрочное соединение, на которое будут воздействовать высокие нагрузки, необходимо прокалить электроды для инвертора заранее. Их нужно разогреть до 170 градусов.
- Если нужно соединить детали толщиной более 7 мм, нужно прогреть их заранее до 150 градусов.
- Для начала ручной сварки нержавейки инвертором, необходимо наложить прихватки. Вести шов нужно с наклоном, удерживая угол от 45 до 60 градусов. Движения выполнять или на себя, или в сторону.
После выполнения работ металл должен остыть при комнатной температуре.
Сварка тонкой нержавейки
Технология сваривания тонких листов нержавеющей стали отличается от классического метода работы с плавящимися электродами. Пошаговая инструкция:
- Подготовить соединяемые поверхности. Очистить их от грязи, налёта, мусора.
- Выложить флюс на обработанные листы.
- Нагреть их до 250 градусов. Поверхность должна поменять цвет.
- Электрод медленно подаётся на заготовки. Важно быстро выполнять работу, чтобы не проплавить тонкие листы.
После выполнения работ нужно быстро остудить заготовки, чтобы готовый шов не покрылся ржавчиной.
Сварка нержавеющей стали может выполняться как в домашних условиях, так и на производстве. Для этого применяются разные способы, оборудование, расходные материалы. Важно учитывать определённые особенности, правильно выбирать сварочный режим.
Бытовые способы сварки нержавейки
В домашних условиях для сварки нержавейки чаще используется сварка покрытыми электродами. Необходимы только электроды с основным или рутиловым покрытием.

Сварка нержавеющей стали — занятие, требующее определенных навыков и знания теоретических основ. Если у вас нет опыта со сваркой обычной низколегированной стали, то за нержавейку браться не стоит, даже на полуавтомате. Особенности металла непременно дадут о себе знать. Но это совершенно не значит, что сварка нержавейки в домашних условиях невозможна.
Как и любой металл, нержавеющая сталь сваривается плавлением, причем некоторые марки поддаются сварке довольно беспроблемно. Для сварки применяются практически все известные способы — сварка покрытым электродом, в аргоновой атмосфере вольфрамом и полуавтоматом. Если на обычной стали эти методы освоены, то можно переходить к нержавейке.
Особенности сварки нержавейки
Нержавеющая сталь сложная для сваривания вследствие повышенного содержания хрома — в сплаве его от 13 до 30%. При соединении с кислородом, хром образует оксидную пленку, которая препятствует сплавлению металла в сварочной ванне. Низкая теплопроводность металла вызывает перегрев в зоне шва и частичное изменение структуры материала, что приводит к снижению прочности.
Но бороться с этими трудностями вполне возможно, просто необходимо помнить об особенностях металла и выбирать оптимальный режим работы.
Важен и второй вопрос — чем лучше всего варить нержавейку в домашних условиях? Однозначного ответа здесь нет. Все зависит от марки стали и опыта сварщика. Если есть выбор, то лучше всего выбрать инверторный аппарат, как самый удобный в использовании и обладающий широким диапазоном точных настроек.
В бытовых условиях чаще всего используется сварка покрытыми электродами, но подходят не все виды. Необходимо выбирать только электроды с основным или рутиловым покрытием. Если ориентироваться на марки, то покупать следует ОЗЛ-8, НИАТ-1, ЦЛ-11 или их зарубежные аналоги. В каждом магазине, торгующим сварочным оборудованием, вам подскажут, какие электроды для какой стали подходят лучше всего.
Наиболее распространенными марками стали, с которыми приходится встречаться домашнему мастеру, являются AISI 304, 304L, 316L и 321. Аналогами по ГОСТ выступают 08Х18Н10, 03Х18Н11, 03Х17Н14М3 и 12Х18Н10Т. Именно такие металлы используются для посуды, изготовления труб и листов, из которых делают ворота, ограды и другие декоративные архитектурные элементы.
Настраивается аппарат на обратную полярность (+ на электроде) и сила тока выставляется на процентов 20-25 ниже, чем для сварки обычной стали такой же толщины. Также следует учесть тот факт, что электрическое сопротивление нержавеющей стали ощутимо выше, чем обычной. Электроды с низколегированным стержнем могут перегреваться и разрушаться в процессе работы.
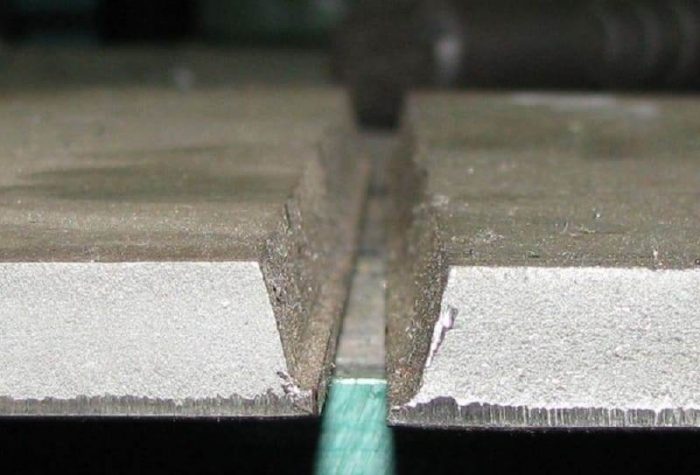
Под свариваемые листы нержавейки необходимо установить медную подложку, чтобы она отводила тепло из зоны сваривания и не возникало перегрева и металл не изменял своей структуры. Также не следует стыковать кромки вплотную — тепловой коэффициент расширения нержавеющей стали достаточно высокий, поэтому при охлаждении шов может покрываться микротрещинами. Зазор не должен превышать 2 мм. Электрод ведут вдоль прямой линии, колебательная траектория при сварке нержавейки не применяется.
Перед тем, как варить нержавейку покрытым электродом в домашних условиях, позаботьтесь о наличии всего необходимого для подготовки металла к работе и финишной обработки шва. Подготовка заключается в тщательной очистке зоны шва от пыли, грязи и следов технических жидкостей. Если есть возможность — пройдитесь зачистным кругом болгарки или мелкой наждачной бумагой. Затем необходимо промыть поверхность ацетоном или чистым бензином для удаления остатков масел и жиров.
После сварки необходимо обработать шов специальной травильной пастой, если такой нет — соляной или серной кислотой и обработать металлической щеткой, а еще лучше — зачистить с помощью болгарки. На шве остается значительный процент окалины, которая может вызвать коррозию шва.
Аргоновая сварка
Метод сварки в аргоне используется для тонких листовых металлов и труб, которые будут эксплуатироваться под давлением. Работает аппарат на переменном токе или постоянном обратной полярности. Также для сварки понадобится присадочная проволока и баллон с газом. Как правило, если в гараже или домашней мастерской есть аппарат с возможностью TIG-сварки, то есть и все необходимые приспособления и аксессуары. По сравнению с ММА-сваркой, аргоновая дает более прогнозируемые результаты.
Полуавтоматическая сварка нержавейки
Возможность регулировки скорости подачи проволоки и открытой длины электрода позволяют выбирать самый оптимальный режим сварки. Также конструкция горелки позволяет работать в труднодоступных местах. Перед началом сварочных работ рабочую зону рекомендуется просушить путем нагревания до 100 0 С. Это удобно еще и тем, что нагретая нержавейка лучше сваривается.
При использовании порошковой проволоки, если в домашней мастерской нет специальной, необходимо помнить, что шов спустя некоторое время может начать ржаветь. Чтобы этого не случилось, его необходимо обработать специальной пастой.
Тема сварки нержавеющей стали в домашних условиях очень актуальна. Если вы обладаете собственным опытом таких работ — поделитесь с читателями. Пишите нам на сайт в раздел комментарии.
Как варить нержавейку: электроды, оборудование, методы и правила
Нержавеющая стать — материал очень популярный: как в промышленности, так и в быту. Она не страшится ржавчины, имеет долгий срок эксплуатации, поэтому является почти идеалом для изготовления разных изделий — емкостей, фильтров и т. д. Нередко этот металл выбирают при обустройстве отопительной системы и водопроводов. Однако ничто не совершенно, поэтому и нержавейка может преподнести неприятный сюрприз. Случается, что в изделии или конструкции появляется течь, которую надо устранить в кратчайшие сроки. В этом случае у хозяев возникает резонный вопрос: как варить нержавейку. Операция эта не так проста, поэтому с особенностями материала и работы с ним лучше познакомиться заранее.
Особенности нержавеющей стали
Материал имеет отличные характеристики благодаря большому количеству легирующих элементов в составе. В зависимости от марки стали в нее может входить магний, марганец, молибден, никель, титан, хром. Все эти добавки значительно улучшают разные характеристики сплава, придают антикоррозийные свойства, повышают жаропрочность, способность сохранять все свои качества при максимально высоких температурах.
Главное преимущество высоколегированного коррозионно-стойкого сплава — уникальная комбинация железа с хромом (его в сплаве более 10,5%) и углеродом (менее 0,12%). Эти химические компоненты позволяют значительно повышать способность сплава противостоять главной металлической угрозе — коррозии.
Основные виды нержавейки
По составу все нержавеющие сплавы условно делят на 3 группы.
- Хромистые. Это самые дешевые материалы, главным достоинством которых является их максимальная прочность. Однако она же становится недостатком, так как эти сплавы, имеющие низкую пластичность, очень неохотно поддаются обработке.
- Хромоникелевые. Это самый востребованный вид, имеющий хорошую пластичность. Никель — элемент, который не только стабилизирует структуру металла, но и придает ему слабые магнитные свойства.
- Хромомарганцевоникелевые стали. Присутствие марганца позволяет сохранить пластичность металла, а также увеличить его прочность.

Сплавы различаются физическим строением. Самые известные из них имеют аустенитную, мартенситную или ферритную структуру.
Нержавеющая сталь может считаться почти идеальным металлом. Однако процесс избавления от течи таких конструкций с помощью сварки достаточно сложен, так как варить нержавейку приходится очень осторожно, внимательно, аккуратно. Причины «капризности» материала хорошо знают мастера-профессионалы, а сварщики-новички, наоборот, могут столкнуться с почти непреодолимыми трудностями. Поэтому теперь надо рассмотреть недостатки нержавейки, когда речь идет об их соединении сваркой.
Не самые лучшие качества материала
Обуславливают плохую свариваемость несколько факторов.
- Низкая теплопроводность. Если сравнивать данный сплав с углеродистыми сталями, то этот показатель у нержавейки вдвое ниже. Из-за такой особенности проплавление металла начинается очень быстро. По этой причине мастерам приходится уменьшать силу тока на 15-20%.
- Перегрев электродов, имеющих хромоникелевые стержни. Причины явления — низкая теплопроводность нержавеющей стали, высокое электрическое сопротивление. Сварка таких деталей всегда сопровождается максимальным нагревом сплава хрома с никелем. Чтобы избежать такого перегрева, используют специальные элементы для сварки нержавейки. Их длина составляет 350 мм.
- Более высокий коэффициент расширения, если сравнивать нержавеющую сталь с другими видами сплавов. Если в процессе сварки мастера сталкиваются с растягиванием металла, то при остывании начинается обратный процесс — его стягивание. Результатом соединения нержавейки со сплавом, имеющим меньший коэффициент расширения, становятся микротрещины в зоне сварки.

Последнее ЧП — потеря металлом прочности. Если материал нагревается до температуры 500° или выше, то антикоррозийные качества его сильно снижаются. Нередко появляется так называемая межкристаллитная коррозия (МКК) — избирательное разрушение металла вдоль границ кристаллов (зерен).
Обнаружить межкристаллитную коррозию визуально очень сложно, а точные последствия предугадать просто невозможно. Одно из них — очень быстрое разрушение конструкции. Варианты предотвращения этого вида коррозии — тщательный подбор режима работы либо принудительное охлаждение водой. Однако последняя операция возможна лишь в том случае, если хромоникелевые стали имеют аустенитную структуру.
Технологии сварки
Поэтому для каждого изделия или конструкции выбирают свой, проверенный вариант. Самыми распространенными являются следующие технологии:

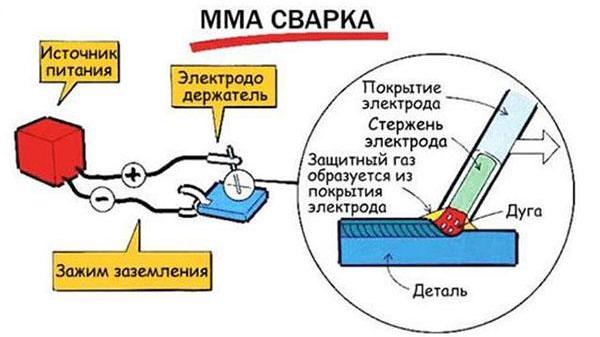
- Ручная дуговая сварка (РДС) с помощью плавящихся покрытых электродов, или ММА. Этот метод обеспечивает высокое качество шва, однако требует от сварщика некоторого опыта. В роли оборудования выступает инверторный аппарат, купить который может позволить себе почти каждый любитель.
- Полуавтоматическая сварка с использованием проволоки и смеси защитного газа (MAG — активный газ, MIG — инертный), основой которого является аргон. Применение сварочных полуавтоматов дает возможность получить высококачественный, равномерный шов. Эту технологию рекомендуют использовать для соединения участков большой протяженности.
- Ручная сварка в среде инертного газа (того же аргона) неплавящегося электрода (TIG). В этом случае оборудование — инверторы. Этот метод оптимален для тонколистовых заготовок. Швы отличаются высоким качеством и безукоризненным видом, поэтому данную технологию рекомендуют для конструкций, к которым предъявляются особые требования.
- Лазерная сварка. Этот метод требует специального оборудования, поэтому в бытовых условиях он не применяется. Особенности этого способа — быстрое остывание шва, меньший размер зерна, исключительная прочность. Лазерная сварка может производиться шовным или точечным методом. Благодаря скорости и точности работы исключается появление на поверхности оксидной пленки. Такая сварка возможна только встык: напряжения, возникающие при соединении внахлест, сильно снизят прочность шва.

Существует еще один вид сварки (холодный), но он таковой, по сути, не является. Данное соединения получают с помощью большого давления: заготовки просто вдавливают друг в друга, «сваривая» их на уровне кристаллических решеток. Благодаря чему возможны такие метаморфозы? Метод основан на «умении» сплавов преобразовывать один вид энергии в другой — кинетическую в тепловую. При сдавливании структура металла изменяется, одновременно происходит выделение энергии, сталь приобретает пластичность, на границе слоев образуется диффузионная зона. Такие соединения (линейные или точечные) лишены окалины, трещин, внутренних напряжений.
Самые популярные методы, часто применяющиеся сварщиками-любителями, надо рассмотреть более подробно.
Ручная дуговая сварка
Это самый первый ответ на вопрос, как варить нержавейку. Для ММА используют два типа электродов.
- Элементы с основным покрытием (карбонат кальция, магния). Их используют для соединения деталей постоянным током на обратной полярности (электрод, подключенный к плюсовому полюсу аппарата).
- Электроды с рутиловым покрытием, основой которого является двуокись титана. Применяя такие приборы, можно использовать как переменный, так и постоянный ток обратной полярности.
Если рассматривать виды только применительно к нержавеющей стали, то лидеры здесь изделия с рутиловым покрытием. При работе с ними расплав меньше разбрызгивается, лучше держится дуга. Обе разновидности электродов позволяют работу в любом положении, но для максимально эффективной «деятельности» рутиловых элементов оптимально нижнее.
Информацию о том, какими электродами варить определенный вид нержавеющей стали, можно найти в ГОСТе (10052-75). Для этого необходимо точно знать лишь марку металла, из которого изготовлены заготовки.
Сварка TIG и соединение MIG
Ручное и полуавтоматическое соединение нержавеющей стали — технологии, отличие которых незначительно.

Ручная сварка в среде аргона — операция, выполнимая даже в домашних условиях. Она подразумевает использование электродов, изготовленных из вольфрама. Сварку такими элементами применяют для соединения участков труб, работающих с жидкостями или газами под давлением. У этой технологии есть особенности.
- Чтобы избежать попадания вольфрама в сварную ванну, дугу надо поджигать бесконтактным способом. Один из вариантов решения — использование специальной угольной плиты, а потом перемещение ее в зону работы.
- Сварка возможна любым током; как переменным, так и постоянным. На выбор режима влияет толщина соединяемых деталей, диаметр электрода и присадки-проволоки, сила тока, его полярность, расход газа, а также скорость сварки.
- Любые колебательные движения электрода во время работы необходимо исключить. В противном случае мастер рискует получить нарушение сварной ванны, окисление металла в этой зоне.
Данная технология позволяет несколько сократить расход электродов. Для этой цели после сварки не сразу отключают подачу аргона, а выжидают 15-20 секунд. Этот способ дает возможность защитить вольфрам от окисления.

Как уже было отмечено, у полуавтоматической сварки мало отличий от ручного соединения нержавейки. В этом случае за подачу проволоки в рабочую зону отвечает полуавтоматическое оборудование, делающее операцию более быстрой и точной. Его использование позволяет применять несколько технологий:
- импульсную сварку — идеальный вариант с любой точки зрения: такое соединение позволяет сэкономить, но получить максимально прочные, безукоризненные соединения нержавеющей стали, причем независимо от ее толщины;
- сварку короткой дугой, она — предпочтительный вариант для тонких деталей, толщина которых не превышает 2-4 мм;
- метод струйного переноса, который оптимален для соединения заготовок большой толщины — от 4 мм или более.
Специализированную проволоку подбирают под разновидность сплава — под его основной легирующий компонент. Есть омедненные, алюминиевые присадки, порошковые элементы с каналом, который заполнен флюсом. Источником тока может быть как инверторный аппарат, так и сварочный выпрямитель.

Ремонт изделий или конструкций из таких сплавов требует от мастера определенной квалификации, так как варить нержавейку непросто: необходимо корректно подобрать электроды, выбрать оптимальные параметры тока. Особенно сложна работа с тонкими деталями, которые максимально быстро разогреваются и деформируются.
Подбор электродов для нержавейки
Ответ на вопрос, как варить нержавейку, невозможно получить без опыта, поэтому тренировки для новичков — условие обязательное. Не менее важен в этом случае и выбор электродов. Элементов выпускают большое количество, но выбор электрического проводника зависит от класса и предназначения нержавеющей стали. Например:

- Для металла, который используется для изготовления посуды, оборудования для пищевой промышленности оптимальными марками электродов называют ОЗЛ-8, ЦЛ-11.
- Виды нержавейки с улучшенными коррозионно-устойчивыми характеристиками требуют электродов НЖ-13, ЦТ-15 либо ЭА400/10У.
- Нержавеющая сталь, идущая на производство инструментов, предполагает использование марок КТИ-7А или ЦТ-28.
- Для жаропрочных сплавов, для которых важен длительный срок эксплуатации, рекомендует приобретать марку ОЗЛ-6.
- Изделия, использующиеся в быту, позволяют покупать электроды марок АНЖР (1 или 2), а также ЭА395/9.
В зависимости от вида и класса стали можно подобрать зарубежные электроды-аналоги, которые, естественно, ничем не уступают отечественной продукции.
Правильные параметры инвертора

Поскольку инверторы считаются самым востребованным оборудованием, именно о нем мечтают многие будущие сварщики. Поэтому и здесь не будет лишним рассказать о необходимых значениях. Этот пункт пропустить нельзя, потому что успех операции напрямую зависит от правильного сочетания всех показателей. Поэтому перед сваркой нержавейки на аппарате выставляют все параметры:
- 6 мм — 4 мм — от 140 до 150 А;
- 4 мм — 3 мм — от 90 до 100 А;
- 3 мм — 3 мм — от 75 до 85 А;
- 1,5 мм — 2 мм — 40-60 А.
Здесь они даны по порядку — толщина нержавейки, диаметр стержня и сила тока.
Как варить нержавейку самостоятельно?

Любой из способов сварки деталей из высокоуглеродистых сталей подходит для соединения нержавейки в домашних условиях, но прочность в каждом случае будет разной. Наиболее популярным остается «союз» инвертора и электрода — ММА.
Оборудование, материалы, инструменты и защита
Подобная (созидательная) работа всегда подразумевает отдельный этап — подготовку всех элементов, аппаратуры и инструментов. Так как варить нержавейку достаточно сложно, то набор для этой работы потребуется большой. В него входит:
- Инверторный аппарат — прибор компактный и максимально эффективный. Кабель для подключения инвертора к электросети.
- Присадочные материалы. К ним относятся электроды, соответствующие классу нержавеющей стали. Если выбран вариант с аргоном, то потребуется баллон с газом, шланги для его подачи, газовая горелка.
- Инструменты для подготовки нержавейки. Это болгарка с шлифовальными кругами для этого вида металла, щетки (тоже именно для него), а также приспособления для надежной фиксации элементов будущей конструкции.
- Сварочные кабели, предназначенные для подачи тока в рабочую зону: это кабель «массы» (клеммы заземления) и кабель электродержателя. Главное требование к элементам — их достаточная длина, которая предотвратит перекручивания и другие подобные проблемы.

К обязательной экипировке сварщика относится:
- защитный костюм, или плотная одежда, которая предотвратит контакт кожи с расплавленным металлом, защитит от высокой температуры;
- перчатки, краги, маска, обязательно с темным стеклом;
- ботинки из толстой кожи с такой же подошвой.
После завершения основной работы мастеру не помешают очки, которые предохранят глаза от «скачущего» шлака. Сварка — операция, которая делится на три отдельных процесса. Это подготовка, сама сварка и завершение работы.
Подготовка нержавеющей стали
Этот этап, состоящий из нескольких операций необходим любому материалу. Если говорить о «главной героине», то перед тем как варить нержавейку, мастеру нужно:
- очистить соединяемые участки деталей — от загрязнений и оксидного слоя: для этого используют металлическую щетку, напильник, наждачную бумагу или инструмент со шлифовальными насадками;
- подготовить к операции кромки: если толщина заготовок больше 4 мм, то их разделывают болгаркой, либо спиливают под углом;
- предварительно нагреть элементы, чья толщина более 7 мм, температура зависит о марки материала;
- уложить детали, соблюдая необходимый зазор между ними, его размер находят в справочнике;
- сделать прихватки — короткие (точечные) швы, предотвращающие деформацию изделия.
Вместо механической очистки металла можно использовать химический метод. Как правило, в этом случае выбирают серную или соляную кислоту. Обработанные поверхности тщательно промывают. Перед началом сварки требуется обезжирить участки ацетоном либо авиационным бензином. После проведения всех подготовительных мероприятий можно начинать основную работу.
Сверка нержавеющей стали

Соединение деталей из нержавеющей стали выполняют так:
- Сначала подключают инвертор, создавая обратную полярность: кабель «массы» подключают на минус, кабель держателя на плюс. Такой метод позволяет снизить температуру плавления металла, а значит, дает возможность избежать прожога материала.
- После надежной фиксации заготовок выполняют предварительный этап — создают прихваточные швы. Их длина и шаг зависит от нескольких факторов — от толщины металла заготовок, от протяженности будущего соединения.
Если толщина зоны соединения большая (свыше 7 мм), то сначала ее разогревают до 150°, затем активизируют электрод, поджигая дугу. Сталь сваривают по короткой дуге. Чтобы предотвратить появление дефектов на трубах, делают «замок» — нахлест в 10-12 мм. После окончания сварки изделия оставляют остывать, минимальная пауза составляет 5 минут.
Завершающий этап

Он сводится к освобождению места соединения от образовавшегося шлака, окалины.Первую помеху удаляют небольшим (шлакоотбойным) молотком. После освобождения шва от несовершенств обязательно проверяют качество работы. Если «непровары» все-таки обнаруживают, то стыки вырезают, а сварку повторяют. Окончательную зачистку шва производят металлической щеткой, доводочным кругом, шлифовальным валиком и т. д.
Работа со сварочным оборудованием совсем не проста. Еще труднее операция с нержавеющей сталью, а рассказать о ней с помощью букв нереально. Ошибки неминуемы, поэтому только многочисленные тренировки на «подопытном» материале, а также советы мастеров помогут понять, а затем досконально изучить технологию.
Чтобы увидеть и узнать, как варить нержавейку правильно, лучше всего уделить немного времени популярному видео:
Особенности сварки нержавеющей стали
Сварочные работы с необходимость соединить детали из нержавейки становятся настоящей проблемой для многих начинающих сварщиков. У данной разновидности стали есть множество нюансов, которые нужно учесть перед тем, как приступить к работе.

Как правильно и качественно варить нержавейку? Какие особенности сварки нержавеющей стали нужно знать? Какие электроды по нержавеющей стали выбрать, чтобы сварить металл в домашних условиях? На эти, и многие другие вопросы мы постараемся ответить в этой статье.
Общая информация
Существует общемировая классификация металлов, согласно которой нержавейка относится к классу высоколегированных сталей. А это значит, что такой металл будет особенно устойчив к коррозии и разрушению. Для потребителя это безусловный плюс, а вот для сварщика это скорее недостаток.
Устойчивость к коррозии обеспечивает оксидная пленка, покрывающая лист нержавеющей стали. Пленка состоит из хрома и кислорода, она невидима, но при этом способна к регенерации. Если поцарапать лист нержавейки, то пленка потеряет свои свойства, но спустя время восстановится. Отсюда невероятная долговечность использования изделий из нержавеющей стали.

Благодаря своим достоинствам нержавейка стала очень популярна, ее широко применяют при производстве изделий для быта и для крупной промышленности. Вы с одинаковой вероятностью обнаружите дома стальную нержавеющую кастрюлю и узнаете о производстве стальных комплектующих для лабораторий.
На этом фоне очень востребована сварка труб из нержавейки и любая сварка тонкой нержавейки. Любому мало-мальски опытному сварщику нужно уметь выполнять такой вид работ. Тем более, обучиться этому несложно. Все, что сказано в этой статье, относится и к домашней сварке.
Особенности сварки
Как мы уже писали выше, у данного металла есть некоторые нюансы. И все особенности сварки нержавейки нужно обязательно учитывать, чтобы выполнить работу быстро и качественно. Из основных особенностей можно выделить как раз оксидную пленку. Не пытайтесь полностью избавиться от нее, просто как следует зачистите металл перед сваркой, подготовьте поверхность. Для этого можно использовать шлифмашинку, или болгарку со шлифовальным кругом. Также можно использовать металлическую щетку. После такого метода обработки металл потеряет свою внешнюю привлекательность, так что его нужно будет потом отполировать до блеска.

Если вы все же располагаете свободным временем, то можете использовать метод травления. Он особенно хорош, если детали не очень большого размера. Для травления используют специальные растворы. Дома можно выполнить травление с помощью специальной пасты. Ее наносят с помощью толстой широкой кисти. Но учтите, что перед началом травления поверхность деталей нужно как следует вымыть и обезжирить.
Также не забудьте подготовить кромки, предварительно разделав их. Обратите внимание, что в сварном стыке обязательно должен быть зазор, чтобы у шва была свободная усадка в процессе охлаждения. Вернемся к подготовке кромок. Их также нужно тщательно зачистить щеткой и промыть ацетоном (или любым другим растворителем), чтобы обезжирить поверхность. Это поспособствует улучшению качества шва, а дуга будет гореть стабильно.
Способы сварки нержавейки
Сначала расскажем о плазменной сварке. Этот метод получил широкое распространение в последнее время. Можно варить нержавейку различной толщины. Суть плазменной сварки заключается в сужении дуги с помощью специального сопла. В итоге создается мощный поток плазмы, температура которой достигает 20 тысяч градусов по Цельсию.
Сварку нержавейки в условиях дома или крупного цеха можно провести и с помощью других способов. Самый популярный — TIG сварка. Она выполняется с помощью вольфрамовых электродов и в среде защитного газа (аргона, например). Этот метод особенно хорош, когда нужно сварить лист толщиной более 1.5 миллиметров. Чтобы сварить трубы или тонкие листы можно использовать ручную дуговую сварку в среде инертного газа.

Такая сварка часто называется ручной сваркой инвертором, поскольку для работы вам достаточно иметь полуавтомат инверторного типа и покрытые электроды. Такой метод сварки отлично подойдет для тонкой нержавейки (менее 1 миллиметра). На данный момент это два самых распространенных метода сварки нержавеющей стали, их широко применяют и в профессиональной, и в домашней практике. Далее мы подробнее разберем эти методы, позволяющие довольно качественно сварить нержавейку в домашних условиях.
Ручная сварка инвертором
Соединение нержавейки инверторной сваркой с применением покрытых электродов — это очень популярный метод, если у вас нет особых требований к качеству шва. Если вам нужно сварить стеллаж или залатать кастрюлю, то нет смысла использовать другие методы, поскольку они дороже и не оправданны в таких ситуациях. Ключевой элемент здесь не сам инвертор, а именно электроды. От правильного выбора которых как раз и зависит качество шва.
У покрытых электродов по нержавейке особый состав, точнее, особая обмазка, которая выполняет роль флюса. Качественные электроды должны формировать прочный надежный шов, стойкий к коррозии и перепадам температур. Мы рекомендуем марки ОЗЛ-6, ОЛИВЕР 29.9, НЖ-13. Конечно, это не весь перечень электродов, которые можно использовать для сварки нержавейки, но именно эти марки показали себя с наилучшей стороны в нашей практике.
Ручной дуговой сваркой нужно варить, установив постоянный ток и обратную полярность. Также установите пониженную силу тока (примерно на 10-20% процентов ниже, чем вы обычно используете). Ваша задача — равномерно и плавно проплавить металл, тем более вы будете использовать электроды небольшого диаметра и с небольшой тепловой энергией.
Сварка нержавейки инвертором не предполагает использование больших значений сварочного тока. Лучше не экспериментируйте с этим параметром, установите значение поменьше. Перегрев металла (а это очень вероятно, учитывая, что нержавейка обладает низкой теплопроводностью) может привести к деформации детали. В особо запущенных случаях у детали могут отламываться целые куски. Так что будьте готовы, что электроды для нержавейки плавятся довольно быстро по сравнению с другими стержнями, и здесь нужна предельная внимательность.
Чтобы сохранить положительные качества нержавеющей стали деталь нужно охладить после сварки. Мы рекомендуем обдувать деталь холодным воздухом, так охлаждение будет постепенным и шов не деформируется. Если качество не играет большой роли, то просто поместите деталь в холодную воду или полейте ею шов.
Если вам предстоит сварка тонколистовой нержавейки и шов должен получиться аккуратным, то обратите внимание на сварку в среде аргона.
Сварка в среде аргона
Сварку нержавеющей стали в среде аргона (или просто TIG («тиг») сварка — современный и очень популярный метод. Он отлично подойдет, если нужно сварить очень тонкие листы нержавеющей стали, при этом не деформировав их, и если к шву предъявляются особые требования по качеству. Сварка листовой нержавейки осуществляется в среде инертного газа (чаще всего именно аргона) и с применением вольфрамовых стержней.
Возможна сварка нержавейки переменным током и постоянным током, но в обоих случаях обязательна прямая полярность. Также нужно использовать присадочный материал, например, проволоку. Проволока должна быть изготовлена из высоколегированного материала. Важно выполнять работу с «твердой рукой», не отклоняясь в сторону. Иначе шов начинает стремительно окисляться, а это уже проблема.
Обратную сторону шва нужно защитить от воздуха с помощью аргона, которые будет поддуваться. Но это необязательно. Также мы рекомендуем поджигать дугу бесконтактным методом, на специальной пластине, а затем переносить ее на нержавейку. После того, как окончите процедуру, не выключайте сразу газ. Подождите 10 секунд, и только затем выключите. Так вольфрамовые электроды будут меньше окисляться и их срок службы продлится.
Вместо заключения
Варить нержавейку не так уж сложно, как кажется на первый взгляд. Тем более, вы можете выбрать один из двух способов: варить электродами по нержавейке или решить, что сварка нержавейки переменным током в среде аргона для вас предпочтительнее. В любом случае, практикуйтесь как можно больше. Это крайне полезный навык, и он поможет улучшить ваши профессиональные способности.
Применение направляющих опор на трубопроводах с осевыми сильфонными компенсаторами
Е.В. Кузин, директор ООО «АТЕКС-ИНЖИНИРИНГ», г. Иркутск;
В.В. Логунов, заместитель генерального директора,
В.Л. Поляков, главный конструктор проектов по теплосетям,
ОАО «НПП «Компенсатор», г. Санкт-Петербург
В статье [1] мы рассмотрели расчет трубопровода на устойчивость. Если расчет показывает, что трубопровод не устойчив, то необходимо стабилизировать теплопровод расстановкой направляющих опор.
Направляющие опоры по функциональному назначению можно разделить на два вида:
■ опоры первого вида, обеспечивающие соосность патрубков осевого компенсатора и их перемещение строго вдоль оси компенсатора;
■ опоры второго вида, обеспечивающие устойчивость теплопровода.
Первый вид направляющих опор применяется в том случае, если конструкция сильфонного компенсатора не способна самостоятельно обеспечить требуемую соосность патрубков компенсатора и не способна противостоять внешним нагрузкам – боковым усилиям и изгибающим моментам.

В зависимости от конструкции сильфонного компенсатора возможны следующие схемы расстановки направляющих опор первого типа, обеспечивающих соосность патрубков компенсатора и их продольное перемещение.
1. Конструкция сильфонного компенсатора не способна противостоять ни боковым усилиям, ни изгибающим моментам (компенсатор без направляющего кожуха или с кожухом, защищающим только от внешних воздействий при транспортировке и монтаже). В таком случае с каждой стороны от компенсатора устанавливаются две пары направляющих опор. Первая пара устанавливается на расстоянии 2-4Ду, вторая – на расстоянии 14-16Ду (рис. 1а). При установке сильфонного компенсатора на расстоянии до 4Ду от неподвижной опоры, направляющие опоры с противоположной стороны устанавливать не требуется (рис. 1б).

2. Конструкцией сильфонного компенсатора предусмотрен мощный защитный кожух, способный воспринимать боковые усилия, но не способный воспринимать изгибающие моменты. В таком случае необходима установка трех направляющих опор: одна пара устанавливается на расстоянии 14-16Ду и третья опора – на расстоянии 2-4Ду (рис. 2а). В случае если компенсатор установлен на расстоянии 2-4Ду от неподвижной опоры, то на его противоположной стороне устанавливается только одна направляющая опора на расстоянии 14-16 Ду (рис. 2б).
3. Конструкцией сильфонного компенсатора предусмотрен мощный защитный кожух и внутренние направляющие элементы, способные противостоять боковым усилиям и изгибающим моментам. Такая конструкция для своей нормальной работы не требует установки направляющих опор первого вида. Примером такого устройства является СКУ по техническим условиям ИЯНШ.300260.033 ОАО «НПП «Компенсатор».
Направляющие опоры первого вида должны быть рассчитаны на боковую нагрузку в 15% от суммы распорного усилия и жесткости компенсатора, должны быть охватывающего типа, и должны обеспечивать соосность патрубков компенсатора в пределах значений, заданных производителем сильфонного компенсатора.
Несоосность патрубков компенсатора является одним из критических факторов, влияющих на срок службы сильфонного осевого компенсатора. При определении допускаемых отклонений осевых линий направляющих опор, необходимо учитывать зазор в направляющей опоре.
Например, для ОПНР-16-400-200 (Ду400 мм, Ру=16 кгс/см 2 ) допускаемая несоосность патрубков компенсатора Δнорм составляет 10 мм, зазор в направляющих опорах λ=2 мм. Таким образом, максимальная несоосность осевых линий направляющих опор Δ=Δноpм – 2λ (рис. 3) и составляет в этом случае 6 мм.

Направляющие опоры 1-го вида должны строго соблюдать допускаемые отклонения в пределах всего срока эксплуатации, поэтому отдельно стоящие направляющие опоры первого типа могут быть построены только на непроседающих грунтах, с устройством фундамента или других мер, обеспечивающих выполнение данного условия. В противном случае направляющие опоры должны быть доступны для осмотра, и иметь приспособления для регулярной проверки боковых отклонений. Осмотр направляющих опор 1-го вида и измерение их боковых отклонений должен проводиться не реже, чем 1 раз в год. При превышении предельных отклонений необходимо выровнять направляющие опоры до возвращения боковых отклонений в область допускаемых значений.
Рассмотрим влияние бокового отклонения выше допускаемых значений на работу сильфонного компенсатора. Для компенсатора типа ОПНР-16-400-200 (допускаемая предельная несоосность патрубков Δ^ρ,Μ, заданная производителем, составляет 10 мм) максимальный сдвиг Δ для такого компенсатора при назначенной наработке, эквивалентной по разрушающему воздействию температурной истории тепловой сети за 30 лет [2], составляет 15 мм. Для сильфонного компенсатора сумма относительных деформаций по каждому виду деформации не должна превышать единицы.
Допустим, что при строительстве направляющих опор была допущена несоосность патрубков компенсатора 15 мм. Итого имеем 15-10=5 мм сдвига свыше значений, допускаемых производителем. Относительная деформация сдвига составит 5/15=1/3. Таким образом, относительная деформация в осевом направлении для нашего случая не должна превышать 1-1/3=2/3 от нормального значения, т.е. максимальная компенсирующая способность уменьшится с 200 до 133,3 мм. Если же сильфонный компенсатор, по- прежнему, будет работать с осевой амплитудой 200 мм (т.е. с амплитудой 150% от расчетного максимального значения), то его срок службы снизится в 8-12 раз.
Из рассмотренного примера видно решающее влияние качества исполнения направляющих опор на продолжительность работы сильфонного компенсатора, нуждающегося в направляющих опорах первого типа.
На рис. 4-6 показаны конструкции направляющих опор 1-го вида.



Направляющие опоры первого вида могут быть выполнены как на отдельном фундаменте, так и заделкой в существующие строительные конструкции (лотки, стенки камер и т.д.) при условии обеспечения нормативной боковой нагрузки и обеспечения соосности в заданных пределах.
Направляющие опоры второго вида применяются для стабилизации неустойчивого трубопровода и устанавливаются на участках трубопровода, таким образом, чтобы обеспечить достаточную устойчивость трубопровода.
При необходимости, боковые перемещения устойчивого трубопровода могут быть ограничены направляющими опорами второго вида. Например, при опасности опрокидывания трубопровода со скользящих опор и т.д.
Обратим внимание на следующий факт: устойчивость трубопровода вовсе не означает, что трубопровод не совершает боковых перемещений при работе, но в таком случае величина боковых перемещений поддается расчету. Установка направляющих опор первого вида не означает автоматической стабилизации трубопровода.
Усилие Рц, необходимое для нарушения устойчивости участка трубопровода между двумя направляющими опорами второго вида, рассчитывается по формуле (формула выводится аналогично формуле для участка с консольно закрепленными концами с той лишь разницей, что в качестве аппроксимирующей кривой принимается синусоида вместо косинусоиды):

Обозначения аналогичны принятым ранее в статье [1].
Необходимо выбрать такое расстояние между направляющими опорами второго типа 1ц, чтобы усилие Рц оказалось больше реально действующего сжимающего усилия.
Для вертикальной плоскости, приняв коэффициент a1=1, можно рассчитать устойчивость трубопровода на отрыв от скользящих опор – для определения необходимости установки направляющих опор охватывающего типа и расчета расстояния между ними.
Правила расстановки направляющих опор второго вида.
1. Направляющие опоры второго вида устанавливаются равномерно по длине прямолинейного (отсутствуют изгибы более 3 О ) участка трубопровода, в количестве, обеспечивающем фактическое расстояние между направляющими опорами 2-го типа и иными ограничительными конструкциями трубопровода не более расчетного значения Lu.
2. В случае, если на участке неустойчивого трубопровода имеются углы изгиба более 3 О , то боковое перемещение таких изгибов ограничивается установкой направляющих опор, установленных на расстоянии 20Ду от угла. Если от угла изгиба на расстоянии 20Ду и менее имеется иная ограничительная конструкция, то на этой стороне изгиба направляющая опора второго типа не устанавливается.
3. Боковые перемещения устойчивого трубопровода с углами поворотов могут быть ограничены установкой направляющих опор второго типа согласно настоящим требованиям.
4. Сильфонный компенсатор должен устанавливаться на расстоянии не менее 20Ду от направляющей опоры второго вида.
При соблюдении указанных правил приблизительно боковую нагрузку на направляющую опору второго вида можно определить по формуле:
 (2)
(2)
где Fрр – распорное усилие от компенсатора при пробном давлении; Fж – усилие от жесткости компенсатора, а – угол изгиба рядом с направляющей опорой (в градусах).
Более точный расчет нагрузок на направляющие опоры можно получить с помощью специализированного программного обеспечения, например – ПО «СТАРТ», но при этом следует помнить, что реальный трубопровод содержит изгибы и отклонения, которые чаще всего проектировщики не закладывают в расчетную модель.
При проектировании трубопровода в ПО «СТАРТ» допускается свободная расстановка направляющих опор, при условии задания возможного монтажного отклонения трубопровода.
Рассмотрим расстановку направляющих опор на примере. Имеется неустойчивый трубопровод. На расстоянии 15Ду от левой неподвижной опоры Н1 имеется угол поворота 4 О УТ1 по часовой стрелке, далее идет прямой участок с сильфонным компенсационным устройством СКУ по ИЯНШ.300260.033ТУ, угол поворота 6 О УТ2 против часовой стрелки и за ним на расстоянии 60Ду – неподвижная опора Н2.
Сначала рассчитываем расстояние 1_ц (рис. 7).

Так как угол УТ1 расположен на расстоянии менее 20Ду от неподвижной опоры Н1, то на этом угле потребуется установить только одну направляющую опору на расстоянии 20Ду на правой его части. Проверяем, что расстояние между установленной направляющей опорой и неподвижной опорой Н1 менее Lu.
На втором угле УТ2 устанавливаем две направляющие опоры на расстоянии 20Ду с каждой его стороны. Проверяем, чтобы расстояние между всеми направляющими опорами и неподвижными опорами не превышало Lu (см. рис. 7).
Как правило, направляющие опоры второго вида воспринимают существенно меньшую нагрузку по сравнению с направляющими опорами первого типа. Так же направляющие опоры второго вида не требуют столь точного соблюдения соосности – погрешности монтажа направляющих опор второго типа компенсируются гибкостью трубопровода. В подавляющем большинстве случаев направляющая опора второго вида необходима лишь для ограничения боковых перемещений и поэтому не требуется охватывающая конструкция такой опоры.
Конструктивно направляющая опора второго вида может представлять собой обычную скользящую опору, к закладной детали которой приварены уголки-бортики с зазором до 5 мм, допускающие свободный осевой ход и ограничивающие боковое перемещение трубопровода. Длина и катет шва должны быть рассчитаны на сопротивление срезу расчетной боковой нагрузкой с коэффициентом запаса не менее 1,3. Конструкция подушки скользящей опоры не должна допускать скольжение подушки по дну канала при действии расчетной боковой нагрузки.
Такой же конструктив направляющей опоры может применяться и на больших диаметрах при малых изгибах трубопровода, в случае же более значительных боковых нагрузок потребуется усилить конструкцию направляющих элементов, заделкой их в стенки лотка, усиления подушки скользящей опоры, применения рамочных направляющих опор и т.д.
Необходимость в направляющей опоре охватывающего типа определяется результатами расчета на устойчивость в вертикальной плоскости, в котором коэффициент трения в перпендикулярном направлении относительно оси трубопровода принят равным 1,0 [1]. Как показывает практика, практически все трубопроводы с осевыми сильфонными компенсаторами и условным диаметром более 150 мм устойчивы в вертикальной плоскости, благодаря значительной массе трубопровода.
При использовании осевых сильфонных компенсаторов на трубопроводах может проявляться эффект накопления боковых отклонений. Проявляется он следующим образом: при нагревании трубопровода с начальным небольшим отклонением происходит боковое отклонение оси трубопровода от монтажного положения. При остывании трубопровода из-за способности компенсатора к растяжению трубопровод уже не вернется в свое монтажное положение. Таким образом, следующий цикл нагревания произойдет уже при большем начальном отклонении (рис. 8).

Процесс накопления боковых отклонений может протекать либо до опрокидывания трубопровода со скользящих опор, либо до максимального растяжения компенсатора, либо до тех пор, пока жесткость трубопровода на изгиб не уравновесит систему. По этой причине даже для устойчивых трубопроводов авторы считают целесообразным устанавливать направляющие опоры второго типа на расстоянии не более 100Ду друг от друга.
1. Кузин Е.В., Логунов В.В., Поляков В.Л. Устойчивость трубопроводов с осевыми сильфонными компенсаторами // Новости теплоснабжения. 2011. № 7. С. 42-50.
2. Кузин Е.В., Логунов В.В., Поляков В.Л. О назначенной наработке сильфонных компенсаторов // Новости теплоснабжения. 2011. № 3. С. 48-50
Е.В. Кузин, В.В. Логунов, В.Л. Поляков, Применение направляющих опор на трубопроводах с осевыми сильфонными компенсаторами
Источник: Журнал “Новости теплоснабжения” №12 (136), 2011 г. , www.ntsn.ru/12_2011.html
-
Тема: Тепловые сети
- скачать архив.zip (207 кБт)
 скачать pdf (1423 кБт)
скачать pdf (1423 кБт)- Распечатать статью
- Обсудить статью в форуме Tеги: сильфонные компенсаторы
 скачать pdf (1423 кБт)
скачать pdf (1423 кБт)Применение направляющих опор на трубопроводах с осевыми сильфонными компенсаторами
Е.В.Кузин, директор ООО «АТЕКС-ИНЖИНИРИНГ», г. Иркутск, В. В. Логунов, заместитель генерального директора, В. Л. Поляков, главный конструктор проектов по теплосетям, ОАО «НПП «Компенсатор», г. Санкт-Петербург.
В предыдущей статье «Устойчивость трубопроводов с осевыми сильфонными компенсаторами» мы рассмотрели расчет трубопровода на устойчивость. Если расчет показывает, что трубопровод не устойчив то необходимо стабилизировать теплопровод расстановкой направляющих опор.
Направляющие опоры по функциональному назначению можно разделить на два вида:
- Обеспечивающие соосность патрубков осевого компенсатора и их перемещение строго вдоль оси компенсатора.
- Обеспечивающие устойчивость теплопровода.
Первый вид опор применяется в том случае, если конструкция сильфонного компенсатора не способна самостоятельно обеспечить требуемую соосность патрубков компенсатора и не способна противостоять внешним нагрузкам — боковым усилиям и изгибающим моментам.
В зависимости от конструкции сильфонного компенсатора возможны следующие схемы расстановки направляющих опор первого типа, обеспечивающих соосность патрубков компенсатора и их продольное перемещение:
1. Конструкция сильфонного компенсатора не способна противостоять ни боковым усилиям, ни изгибающим моментам (компенсатор без направляющего кожуха или с кожухом, защищающим только от внешних воздействий при транспортировке и монтаже). В таком случае с каждой стороны от компенсатора устанавливаются две пары направляющих опор. Первая пара устанавливается на расстоянии 2−4Ду, вторая — на расстоянии 14−16Ду.
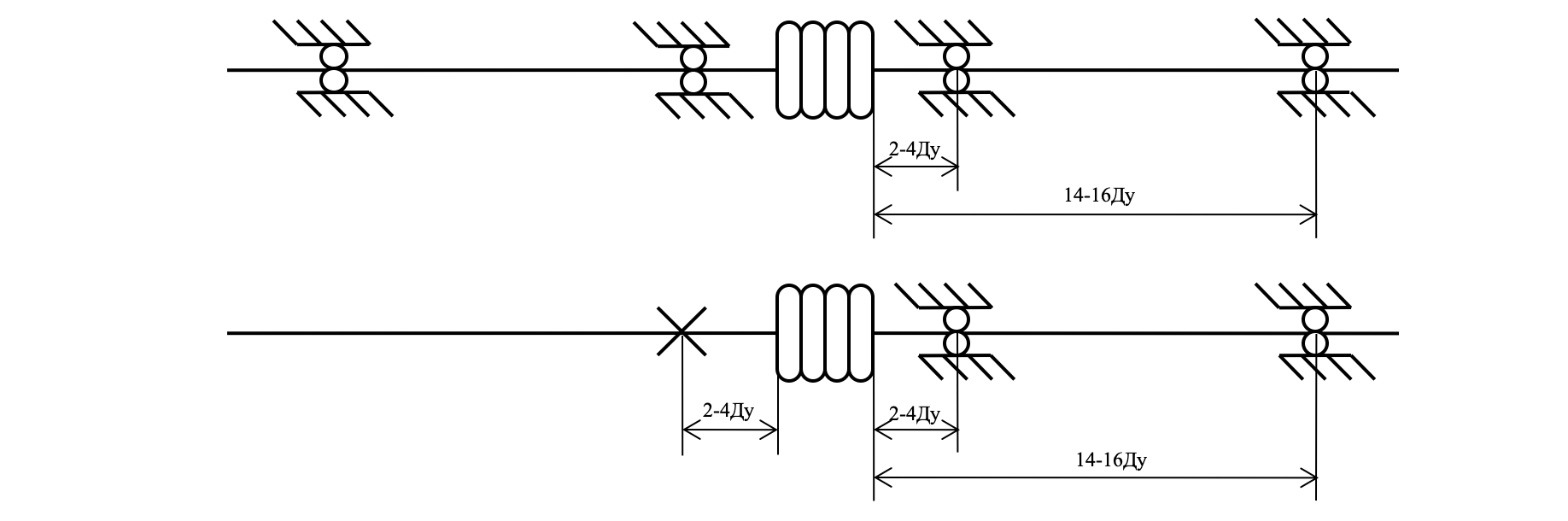 Рис1. Расстановка направляющих опор первого вида для осевого сильфонного компенсатора, конструкция которого не способна обеспечить соосность патрубков компенсатора.
Рис1. Расстановка направляющих опор первого вида для осевого сильфонного компенсатора, конструкция которого не способна обеспечить соосность патрубков компенсатора.
2. Конструкцией сильфонного компенсатора предусмотрен мощный защитный кожух, способный воспринимать боковые усилия, но не способный воспринимать изгибающие моменты. В таком случае необходима установка трех направляющих опор — одна пара устанавливается на расстоянии 14−16Ду и третья опора устанавливается на расстоянии 2−4Ду. В случае если компенсатор установлен на расстоянии 2−4Ду от неподвижной опоры, то на его противоположной стороне устанавливается только одна направляющая опора на расстоянии 14−16 Ду.
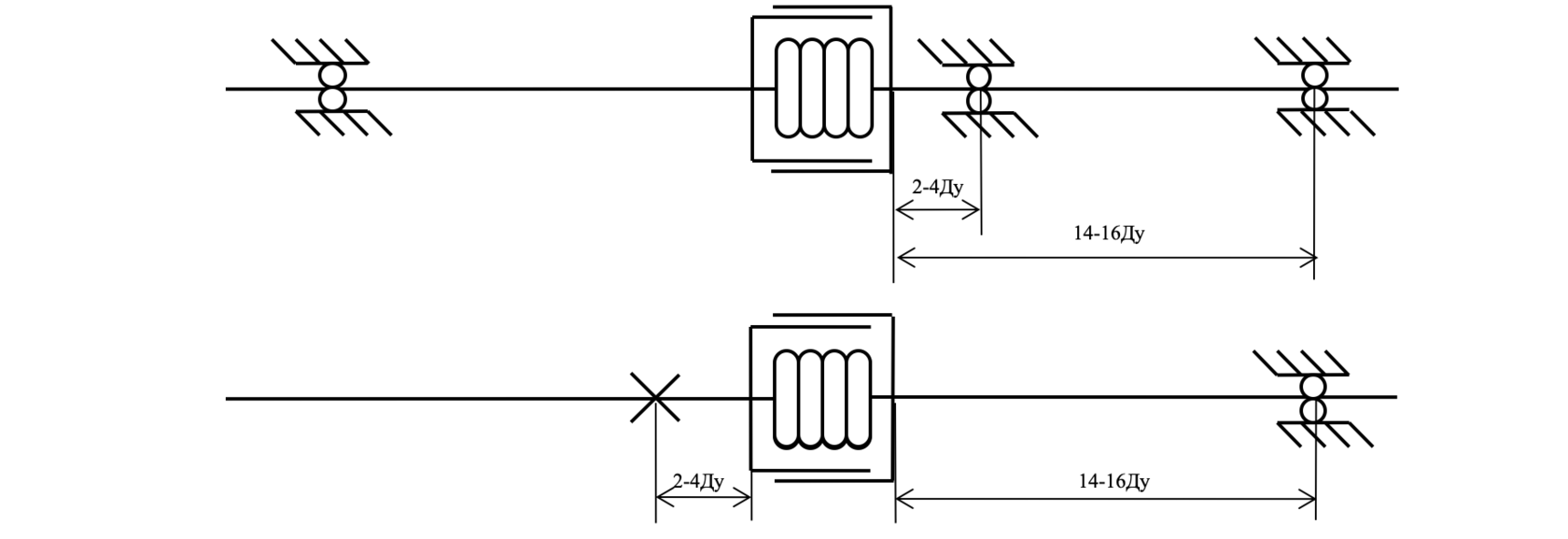
Рис2. Расстановка направляющих опор первого вида для осевого сильфонного компенсатора, конструкция которого способна обеспечить соосность патрубков компенсатора при действии боковых усилий и не имеет достаточной прочности при действии изгибающих моментов.
3. Конструкцией сильфонного компенсатора предусмотрен мощный защитный кожух и внутренние направляющие элементы способные противостоять и боковым усилиям и изгибающим моментам. Такая конструкция для своей нормальной работы не требует установки направляющих опор первого вида. Примером такого устройства является СКУ по техническим условиям ИЯНШ.300 260.033 ОАО «НПП «Компенсатор».
Направляющие опоры первого вида, должны быть рассчитаны на боковую нагрузку в 15% от суммы распорного усилия и жесткости компенсатора, должны быть охватывающего типа, и обеспечивать соосность патрубков компенсатора в пределах значений, заданных производителем сильфонного компенсатора.
Несоосность патрубков компенсатора является одним из критических факторов определяющие срок службы сильфонного осевого компенсатора. При определении допускаемых отклонений осевых линий направляющих опор необходимо учитывать зазор в направляющей опоре.
Например, для ОПНР-16−400−200 (Ду400мм, Ру 16 кгс/см2) допускаемая несоосность патрубков компенсатора (Δнорм) — 10 мм, зазор в направляющих опорах λ=2 мм. Таким образом, максимальная несоосность осевых линий направляющих опор — 10−2*2=6мм.
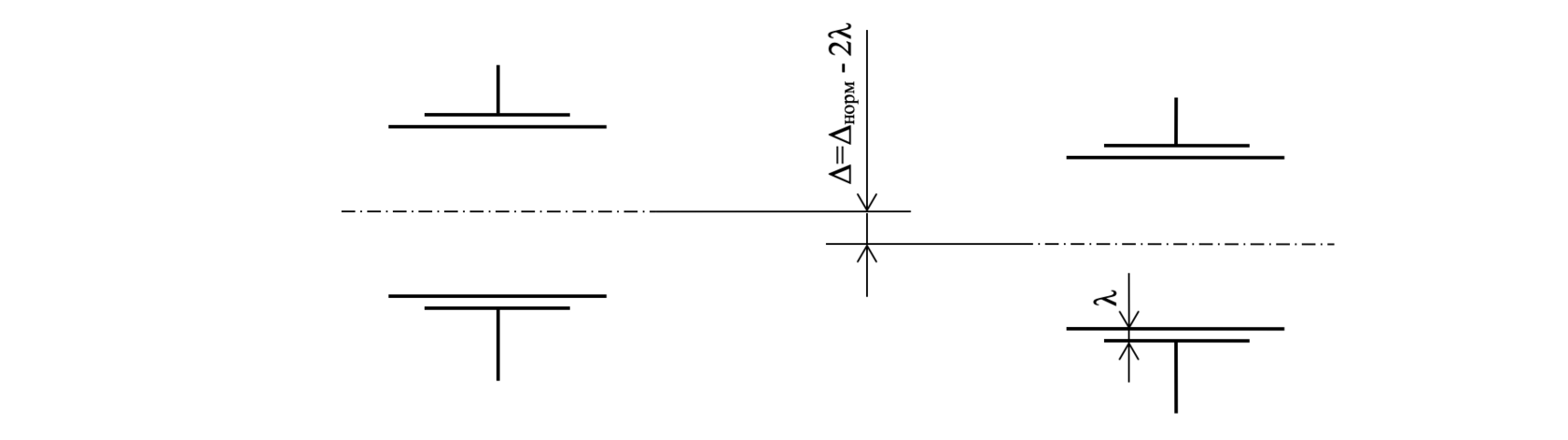
Рис. 3 Определение максимально допустимой несоосности осевых линий направляющих опор первого вида.
Направляющие опоры 1-ого вида должны строго соблюдать допускаемые отклонения в пределах всего срока эксплуатации. Поэтому отдельно стоящие направляющие опоры первого типа могут быть построены только на не проседающих грунтах, с устройством фундамента или других мер, обеспечивающих выполнение данного условия. В противном случае направляющие опоры должны быть доступны для осмотра и иметь приспособления для регулярной проверки боковых отклонений. Осмотр направляющих опор 1-го вида и измерение их боковых отклонений должен проводиться не реже, чем 1 раз в год. При превышении предельных отклонений, необходимо выровнять направляющие опоры до возвращения боковых отклонений в область допускаемых значений.
Рассмотрим влияние бокового отклонения выше допускаемых значений на работу сильфонного компенсатора. Для компенсатора типа ОПНР-16−400−200 (допускаемая предельная несоосность патрубков, заданная производителем — 10мм) максимальный сдвиг для такого компенсатора при назначенной наработке, эквивалентной по разрушающему воздействию температурной истории тепловой сети за 30 лет (см. ст. «О назначенной наработке сильфонных компенсаторов» «Новости теплоснабжения» № 3 2011) — 15 мм. Для сильфонного компенсатора сумма относительных деформаций по каждому виду деформации не должна превышать единицы.
Допустим, что при строительстве направляющих опор была допущена несоосность патрубков компенсатора 15 мм. Итого имеем 15−10=5 мм сдвига свыше значений, допускаемых производителем. Относительная деформация сдвига составит 5/15=1/3. Таким образом, относительная деформация в осевом направлении для нашего случая не должна превышать 1−1/3= 2/3 от нормального значения, т. е. максимальная компенсирующая способность уменьшиться с 200 мм до 133,3 мм. Если же сильфонный компенсатор по прежнему, будет работать с амплитудой 200мм — т. е. с амплитудой 150% от максимального значения, то его срок службы снизиться в 8−12 раз.
Из рассмотренного примера видно решающее влияние качества исполнения направляющих опор на продолжительность работы сильфонного компенсатора, нуждающегося в направляющих опорах первого типа.
Конструкции направляющих опор 1-ого вида:
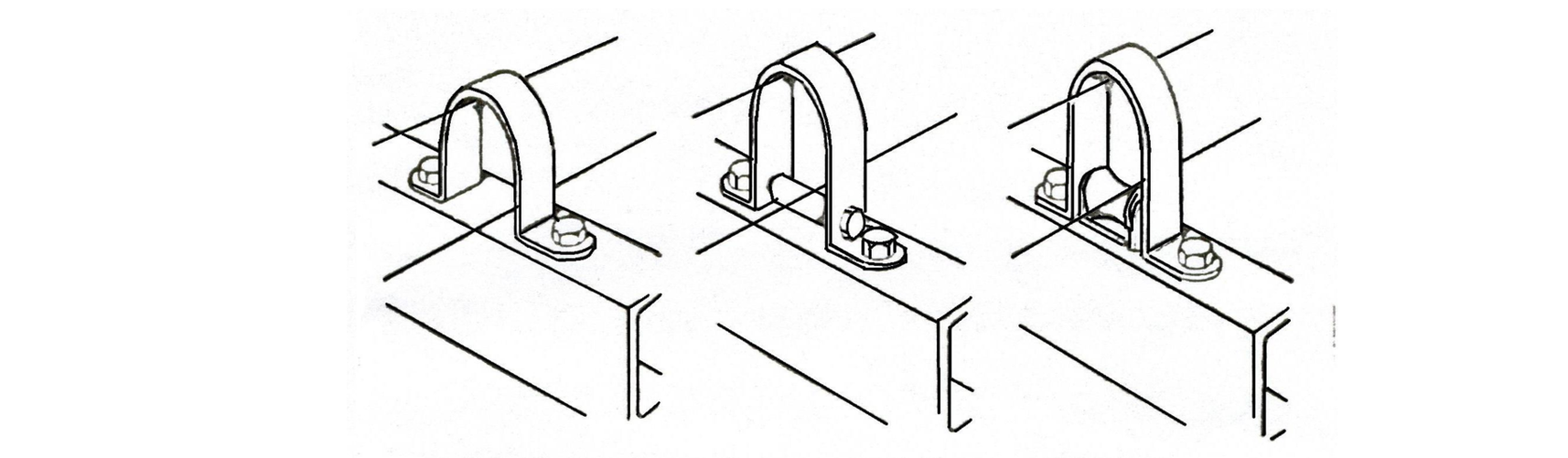
Рис. 4. Полосовые направляющие опоры с валиками и без них
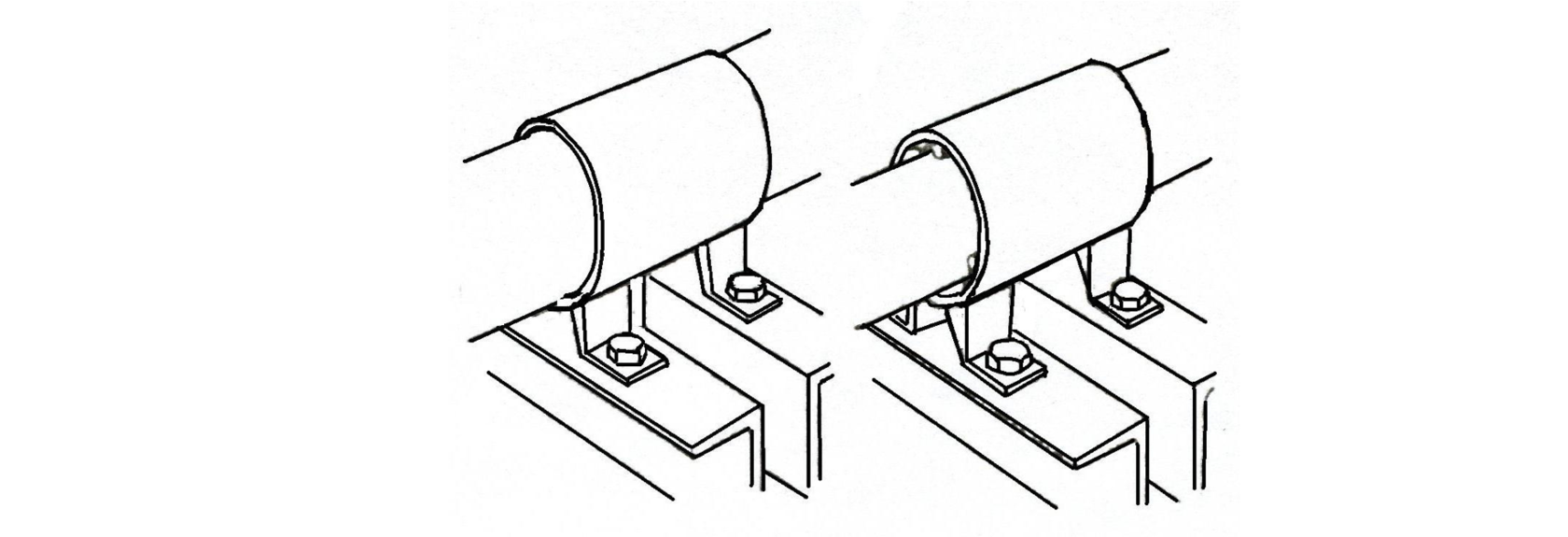
Рис. 5. Трубообразные направляющие опоры
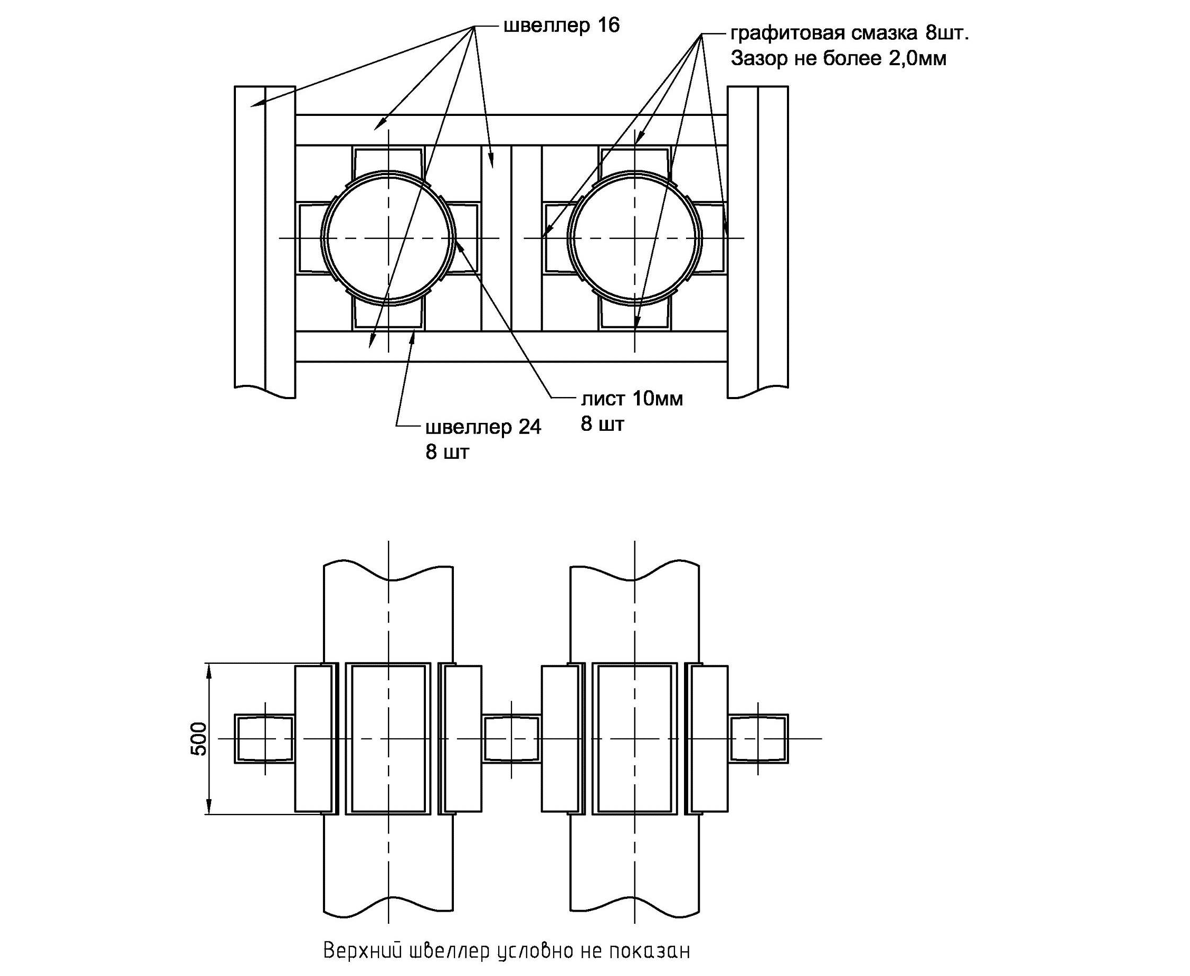
Рис. 6. Тяжело нагруженная направляющая опора рамочного типа
Направляющие опоры 1-го вида могут быть выполнены как на отдельном фундаменте, так и заделкой в существующие строительные конструкции — лотки, стенки камер и т. д. — при условии обеспечения нормативной боковой нагрузки и обеспечения соосности в заданных пределах.
Направляющие опоры второго вида применяются для стабилизации неустойчивого трубопровода и устанавливаются на участках трубопровода, таким образом, чтобы обеспечить достаточную устойчивость трубопровода.
При необходимости, боковые перемещения устойчивого трубопровода могут быть ограничены направляющими опорами второго вида. Например, при опасности опрокидывания трубопровода со скользящих опор и т. д.
Обратим внимание на следующий факт: — устойчивость трубопровода вовсе не означает, что трубопровод не совершает боковых перемещений при работе, но в таком случае величина боковых перемещений поддается расчету. Установка направляющих опор первого вида не означает автоматической стабилизации трубопровода.
Усилие Pц, необходимое для нарушения устойчивости участка трубопровода между двумя направляющими опорами второго вида рассчитывается по формуле (формула выводится аналогично формуле для участка с консольно закрепленными концами с той лишь разницей — что в качестве аппроксимирующей кривой принимается синусоида вместо косинусоиды):

Обозначения аналогичны принятым ранее в статье «Устойчивость трубопроводов с осевыми сильфонными компенсаторами», «Новости теплоснабжения» № 7, 2011.
Необходимо выбрать такое расстояние между направляющими опорами второго типа lц, чтобы усилие Pц оказалось больше реально действующего сжимающего усилия.
Для вертикальной плоскости приняв коэф. µy=1 можно рассчитать устойчивость трубопровода на отрыв от скользящих опор — для определения необходимости установки направляющих опор охватывающего типа и расчета расстояния между ними.
Правила расстановки направляющих опор второго вида:
1. Направляющие опоры второго типа устанавливаются равномерно по длине прямолинейного (отсутствуют изгибы более 3°) участка трубопровода, в количестве, обеспечивающим фактическое расстояние между направляющими опорами второго типа и иными ограничительными конструкциями трубопровода не более расчетного значения Lц
2. В случае, если на участке неустойчивого трубопровода имеются углы изгиба более 3°, то боковое перемещение таких изгибов ограничивается установкой направляющих опор, установленных на расстоянии 20Ду от угла. Если от угла изгиба на расстоянии 20Ду и менее имеется иная ограничительная конструкция, то на этой стороне изгиба направляющая опора второго типа не устанавливается.
3. Боковые перемещения устойчивого трубопровода с углами поворотов могут быть ограничены установкой направляющих опор второго типа согласно настоящим требованиям.
4. Сильфонный компенсатор должен устанавливаться на расстоянии не менее 20Ду от направляющей опоры второго вида.
При соблюдении указанных правил приблизительно боковую нагрузку на направляющую опору второго вида можно определить по формуле:

Где, Fрр — распорное усилие от компенсатора при пробном давлении, Fж — усилие от жесткости компенсатора, α – угол изгиба рядом с направляющей опорой в град.
Более точный расчет нагрузок на направляющие опоры можно получить с помощью специализированного программного обеспечения, например — ПО СТАРТ, но при этом следует помнить, что реальный трубопровод содержит изгибы и отклонения, которые чаще всего проектировщики не закладывают в расчетную модель.
При проектировании трубопровода в ПО СТАРТ допускается свободная расстановка направляющих опор, при условии задания возможного монтажного отклонения трубопровода.
Рассмотрим расстановку направляющих опор на примере:
Имеется неустойчивый трубопровод. На расстоянии 15Ду от левой неподвижной опоры Н1 имеется угол поворота 4° УТ1 по часовой стрелке, далее идет прямой участок с сильфонным компенсационным устройством СКУ по ИЯНШ.300 260.033ТУ, угол поворота 6° УТ2 против часовой стрелки и за ним на расстоянии 60Ду — неподвижная опора Н2.
Сначала рассчитываем расстояние Lц.
Т.к. угол УТ1 расположен на расстоянии менее 20Ду от неподвижной опоры Н1- то на этом угле потребуется установить только одну направляющую опору на расстоянии 20Ду на правой его части. Проверяем что расстояние между установленной направляющей опорой и неподвижной опорой Н1 менее Lц.
На втором угле устанавливаем две направляющие опоры на расстоянии 20Ду с каждой его стороны. Проверяем, чтобы расстояние между всеми направляющими опорами и неподвижными опорами не превышало Lц.
Рис. 7. Пример расстановки направляющих опор
Как правило, направляющие опоры второго вида воспринимают существенно меньшую нагрузку, по сравнению с направляющими опорами первого типа. Так же направляющие опоры второго типа не требуют столь точного соблюдения соосности — погрешности монтажа направляющих опор второго типа компенсируются гибкостью трубопровода. В подавляющем большинстве случаев направляющая опора второго типа необходима лишь для ограничения боковых перемещений и поэтому не требуется охватывающая конструкция такой опоры.
Конструктивно направляющая опора второго вида может представлять собой обычную скользящую опору к закладной детали которой приварены уголки-бортики с зазором до 5 мм, допускающие свободный осевой ход и ограничивающие боковое перемещение трубопровода. Длина и катет шва должны быть рассчитаны на сопротивление срезу расчетной боковой нагрузкой с коэф. запаса не менее 1,3. Конструкция подушки скользящей опоры не должна допускать скольжение подушки по дну канала при действии расчетной боковой нагрузки.
Такой же конструктив направляющей опоры может применяться и на больших диаметрах при малых изгибах трубопровода, в случае же более значительных боковых нагрузок потребуется усилить конструкцию направляющих элементов, заделкой их в стенки лотка, усиления подушки скользящей опоры, применения рамочных направляющих опор и т. д.
Необходимость в направляющей опоре охватывающего типа определяется результатами расчета на устойчивость в вертикальной плоскости, в котором коэф. трения в перпендикулярном направлении относительно оси трубопровода принят равным 1,0. (см. «Новости теплоснабжения» № 7 2011 «Устойчивость трубопроводов с осевыми сильфонными компенсаторами»). Как показывает практика практически все трубопроводы с осевыми сильфонными компенсаторами и условным диаметром более 150 мм устойчивы в вертикальной плоскости, благодаря значительной массе трубопровода.
При использовании осевых сильфонных компенсаторов на трубопроводах может проявляться эффект накопления боковых отклонений. Проявляется он следующим образом — при нагревании трубопровода с начальным небольшим отклонением происходит боковое отклонение оси трубопровода от монтажного положения. При остывании трубопровода из-за способности компенсатора к растяжению трубопровод уже не вернется в свое монтажное положение. Таким образом — следующий цикл нагревания произойдет уже при большем начальном отклонении.
Рис. 8. Накопление боковых отклонений. Черным обозначено — монтажное положение трубопровода, розовым — рабочее положение, голубым — холодное состояние.
Процесс накопления боковых отклонений может протекать либо до опрокидывания трубопровода со скользящих опор, либо до максимального растяжения компенсатора, либо до тех пор, пока жесткость трубопровода на изгиб не уравновесит систему. По этой причине даже для устойчивых трубопроводов авторы считают целесообразным устанавливать направляющие опоры второго типа на расстоянии не более 100Ду друг от друга.
Опоры для трубопроводов: классификация и предназначение
 Опоры для труб являются незаменимыми конструктивными элементами во время прокладывания разнообразных коммуникаций. Всю нагрузку трубопровода эти изделия принимают на себя, а в дальнейшем она передаётся почве или распределяется по несущим конструкциям. В современном мире существует большое количество трубопроводов, отличия которых состоят в технических характеристиках и материалу изготовления. Для определённого типа трубы требуется свой вид конструкции.
Опоры для труб являются незаменимыми конструктивными элементами во время прокладывания разнообразных коммуникаций. Всю нагрузку трубопровода эти изделия принимают на себя, а в дальнейшем она передаётся почве или распределяется по несущим конструкциям. В современном мире существует большое количество трубопроводов, отличия которых состоят в технических характеристиках и материалу изготовления. Для определённого типа трубы требуется свой вид конструкции.
- Предназначение опор и область применения
- Особенности трубопроводных конструкций
- Разновидности для трубопроводов
- Бескорпусные модели
- Приварные корпусные
- Корпусные хомутовые
- Конструкции под отвод
- Опоры крепления вертикальных трубопроводов и щитовые
- Подвески и пружинные блоки
- Материалы для изготовления
- Устройство и особенности неподвижных моделей
Предназначение опор и область применения
Опоры для труб выполняют важную роль — они фиксируют в необходимом положении коммуникации. А ещё они исключают деформацию изделия под воздействием температур. При транспортировке во многих трубопроводах возникают вибрации. Ещё одной полезной функцией конструкции является гашение вибрации.
Опорные изделия влияют на надёжность всего изделия. Именно из-за этого очень важно правильно установить эти изделия правильно, чтобы они с поставленной задачей справлялись хорошо.
Различают такие конструкции по назначению и виду. Довольно широка эксплуатационная область этих конструкций. Их применяют для того чтобы зафиксировать такие коммуникации:
- Нефте- и газопроводы.
- Арматура теплоэлектростанций.
- Арматура атомных электростанций.
- Коммуникации жилищно-коммунальные.
- Конструкции трубопроводные на разных предприятиях.
Под газопровод модель должна иметь высокие технические характеристики, а особенно тогда, когда труба прокладывается в климатических неблагоприятных условиях. А ещё конструкция под газовую трубу в местах её крепления должна предотвращать возможные поломки коммуникации.
Особенности трубопроводных конструкций
 Необходимые показатели герметичности и эксплуатационная безопасность разнообразных коммуникаций может обеспечиться не только за счёт качественных труб, но и благодаря применению вспомогательного оборудования. Именно к такому оборудованию относят подпоры для крепления.
Необходимые показатели герметичности и эксплуатационная безопасность разнообразных коммуникаций может обеспечиться не только за счёт качественных труб, но и благодаря применению вспомогательного оборудования. Именно к такому оборудованию относят подпоры для крепления.
Если посмотреть нужную документацию, то можно найти информацию о том, что опора отдельной строительной деталью не является, а регламентируется как элемент конструктивный самой коммуникации. Они имеют много полезных функций:
- В точке соприкосновения с конструкцией опорной защищает от повреждения трубу.
- Обеспечивает в пространстве правильное расположение трубопровода.
- Распределяет по всей длине коммуникации нагрузку и передаёт её на опорные конструкции.
- Вибрационные волнения устраняет и в трубопроводе понижает напряжение.
Опоры для крепления трубы в народе ещё зовут «подвесками», но применять такой термин можно не в каждой ситуации. Подвеска — это разновидность опорной конструкции. Все опорные конструкции подразделяются на виды в зависимости от таких параметров:
- Неподвижность или подвижность.
- Вариант установки.
По варианту установки они тоже подразделяются на такие типы:
- Подвесные изделия.
- Обычные.
Можно фиксировать подвесные изделия к потолочным перекрытиям, плитам и прочим конструкциям. Модели подвесные относятся по варианту установки к подвижному типу. Подвижность опоры — свойство, позволяющее ей двигаться поперёк или вдоль оси трубопровода. Опоры подвижные могут перемещаться в тех двух направлениях, которые только что были указаны. А вот неподвижные крепко фиксируют материал в нужном положении.
Подвижные модели выполняют такие функции:
- Понижают в стенках трубопровода коэффициент напряжения.
- Передают на опорную конструкцию усилие опорной реакции трубопровода. Нужно отметить и тот факт, что процесс этот происходит без изменения положения той точки, в которой передача опорной реакции осуществляется.
Разновидности для трубопроводов
Сегодня существует несколько разновидностей подпорок для труб, отличающиеся своим конструктивным назначением и исполнением.
Бескорпусные модели

Они выполняют такую же функцию, как и хомут. Подразделяют их на две группы:
- Изделия неподвижные бескорпусные.
- Изделия подвижные бескорпусные.
Нужно отметить и тот факт, что понятия «скользящая опора» и «подвижное бескорпусное изделие» несопоставимы. Подвижные жёсткие приспособления необходимо монтировать без жёсткого стягивания хомута. Это позволит коммуникации передвигаться в продольной плоскости и чувствовать себя свободно. Подобные модели имеют ещё и такое название, как «хомутовые направляющие». Модели неподвижные монтируются очень просто: они крепко затягиваются к основанию. Это позволяет исключить движение трубопроводной конструкции.
Приварные корпусные
Эти конструкции в основном применяются для крепления стальных коммуникаций. Крепятся они при помощи сварки. С точки зрения производства, они считаются наиболее удобными, а также у них довольно демократичная цена. Они тоже делятся на неподвижные и подвижные. В нормативных некоторых документах корпусная приварная подвижная опора регламентируется как скользящая. Конструкция приварных корпусных изделий может быть разнообразной.
Корпусные хомутовые
Эти конструкции условно разделяют на две группы:
- С хомутом плоской формы (производится из металлической полосы).
- С хомутом круглой формы (материалом для хомута является металлический прут).
 С хомутом плоской формы (производится из металлической полосы).
С хомутом плоской формы (производится из металлической полосы).Они тоже могут быть неподвижными и подвижными (скользящими). Изделия с плоским хомутом применяются при монтаже стальных коммуникаций, но можно их применять и для предизолированных трубопроводных конструкций. А вот модели с круглым хомутом применяются только во время крепления стальных трубопроводов. Разновидностью подобной опоры считается опора бугельная, которая отличается наличием рёбер жёсткости. Они необходимы для усиления изделия.
Конструкции под отвод
Они специально монтируются под изгиб коммуникаций, а точнее, под отвод. Есть следующие разновидности конструкций под отводы:
- Под отводы сварные.
- Под отводы грунтового типа.
С эксплуатационной точки зрения, такие модели разделяются на неподвижные и подвижные. А ещё они используются для фиксации при монтаже различной арматуры.
Опоры крепления вертикальных трубопроводов и щитовые
Опоры крепления трубопроводов вертикальных применяются для закрепления вертикальных участков конструкции. Они являются по своей конструкции «лапами», которые на трубе фиксируются при помощи сварки. Такие модели опираются на плиты перекрытий или балки.
Опоры щитовые выглядят точно так же, как и предыдущие. Применяются они тогда, когда через стену необходимо провести трубу. Как правило, они неподвижны.
Подвески и пружинные блоки
 Подвесками называют специальные приспособления, которые используются для крепления коммуникации потолку или балке. В зависимости от метода монтажа опоры на трубу и конструктивных особенностей их разделяют на две группы:
Подвесками называют специальные приспособления, которые используются для крепления коммуникации потолку или балке. В зависимости от метода монтажа опоры на трубу и конструктивных особенностей их разделяют на две группы:
- Приварные.
- Хомутовые.
А ещё они могут быть двутяжными или однотяжными (в зависимости от количества тяги). Движение трубы, которая таким приспособлением зафиксирована, обеспечивается за счёт кардановой подвески.
Пружинные блоки крепятся на разные коммуникации и выполняют функцию амортизирующую, распределяя по всему периметру трубы нагрузку и исключая деформацию трубопровода. Это изделие используется как конструктивный элемент подвесок или опор.
Материалы для изготовления
 В основном опоры под трубопроводы изготавливаются из металла. Связано это с тем, что они должны иметь отличную сопротивляемость к действию повышенного давления и хорошие прочностные характеристики. Крепление трубопровода на опоры является мероприятием ответственным. Оно требует наличия специальных строительных знаний и навыков, а также опыт. При неправильном креплении может образоваться аварийная ситуация. А всё из-за того, что на опоры оказывается очень большое давление.
В основном опоры под трубопроводы изготавливаются из металла. Связано это с тем, что они должны иметь отличную сопротивляемость к действию повышенного давления и хорошие прочностные характеристики. Крепление трубопровода на опоры является мероприятием ответственным. Оно требует наличия специальных строительных знаний и навыков, а также опыт. При неправильном креплении может образоваться аварийная ситуация. А всё из-за того, что на опоры оказывается очень большое давление.
В основном для изготовления опор под трубопровод используется сталь. Она подходит для этих целей отлично, так как обладает высоким коэффициентом прочности. Но можно применять и другие металлы для изготовления таких конструкций. Как правило, это медь, латунь, титан и алюминий.
Подпорки из этих металлов применяются для разнообразных специализированных и бытовых целей. Нужно отметить и тот факт, что подпорки для труб хорошо устойчивыми к пагубному воздействию коррозии. Именно из-за этого при их изготовлении наносятся различные защитные составы на их поверхность.
В качестве материала от коррозии применяют разнообразные эмали и краски, а также может быть оцинкована поверхность изделия. Сталь, которая прошла процесс оцинковки, имеет высокую резистентность к коррозийному действию. Кроме защитной функции, нанесение различных составов придаёт презентабельный вид изделию.
Кроме этого опоры могут быть изготовлены из разнообразных полимерных современных материалов и применяться для монтажа внутри помещений хозяйственных коммуникаций. Наиболее распространённым полимером для этих целей является полипропилен. Полипропиленовая опора имеет такие преимущества:
- Ускоряет прокладывание конструкции.
- Облегчает конструкцию в целом из-за малого веса.
- Сварочное оборудование для монтажа такой конструкции не требуется.
- По сравнению с металлическими конструкциями имеет небольшую стоимость.
Пропиленовые свойства позволяют применять его при креплении трубопровода. Опоры для хозяйственных полипропиленовых труб выполняют функцию изоляционную, именно по этой причине электрические воздействия им не страшны.
А ещё не стоит забывать и о таком материале, как бетон. Он применяется для изготовления колец опор и их части фундаментной. Стоит отметить, что изготовление опор регламентируется государственными стандартами качества. Именно из-за этого хотя бы малое отклонение от нормы чревато получением продукции некачественной.
Устройство и особенности неподвижных моделей
 Модели неподвижные нужны для точной фиксации в пространстве коммуникаций. Применение таких конструкций направлено на устранение сдвигов в поперечном или продольном направлении. Модели неподвижные применяются для трубопроводов, которые монтированы внутренним (подземным) и наружным способами.
Модели неподвижные нужны для точной фиксации в пространстве коммуникаций. Применение таких конструкций направлено на устранение сдвигов в поперечном или продольном направлении. Модели неподвижные применяются для трубопроводов, которые монтированы внутренним (подземным) и наружным способами.
Установка их производится фиксацией железобетонного каркаса. Так в необходимых участках трубы ставятся опорные конструкции. На трубе они не располагаются равноудалённо, а коммуникацию разделяют на сегменты с разной длиной. Длина зависит от особенностей специальных компенсаторов, располагающихся между опорами неподвижными.
При внутренней и наружной прокладке коммуникаций применяют опоры для труб неподвижные. При прокладке подземной применяются опоры, которые оснащены эффективной гидроизоляцией (полиэтиленовой оболочкой). При монтаже наружном применяется гидроизолятор оцинкованный.
В состав неподвижной модели входят такие конструктивные элементы:
- Полиэтиленовая оболочка.
- Центратор.
- Оболочка оцинкованная.
- Термостойкая специальная лента.
- Пенополиуретан.
- Стальной лист, который был получен горячей прокаткой.
- Труба стальная.
Стальной лист разделяют на такие виды:
- Конструкционный — наиболее качественный.
- Низколегированный.
- Обыкновенный.
Центратор — это элемент конструктивный опоры неподвижной, который отцентровку торцов труб перед их соединением упрощает. Их разделяют на внутренние и наружные.
Неподвижные опоры применяются в таких случаях:
- Для конструкций на тепловых и атомных станциях.
- Коммуникации на предприятиях.
- При прокладке магистрального нефте- или газопровода.





