[Инструкция] Пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | Видео

Использование пластика вместо металла для организации водопровода не только делает конструкцию легче. Соединение пластиковых изделий не требует сложного оборудования и профессиональной квалификации, оборудование для пайки полипропиленовых труб доступно по цене и несложно в эксплуатации. Особое внимание нужно уделять подготовке изделий, а также сварке армированных трубопроводов.
Полипропилен: особенности материала для трубопроводов

Пайка полипропиленовой трубы
Использование труб из полимерных материалов для организации трубопроводов холодной или горячей воды, а также отопления обусловлено рядом качеств пластиков и изделий из них. Распространенный материал для водопровода – полипропилен (PP) – имеет ряд преимуществ:
- характеристики температуры/давления
- легкость по сравнению с металлическими трубами;отсутствие коррозии
- возможность добавления армирующего слоя
- повышающего тепловую стойкость и максимальное давление потока жидкости
- несложный метод соединения между собой, а также с металлическими трубами и сантехническими приборами;стоимость
На рынке присутствует широкий ассортимент фитингов и крепежей, позволяющий организовать водопровод или отопительную систему с поворотами, ответвлениями или соединениями с изделиями из других материалов.

Элементы полимерных трубопроводов
Принимая решение использовать для внутриквартирной разводки изделия из полипропилена, следует помнить об особенностях материала:
- РР-трубы нельзя гнуть, на каждом повороте магистрали необходимо приваривать соединительный элемент
- тонкие изделия могут деформироваться при высокой температуре (выше +95С), следует внимательно изучать маркировку и технические характеристики
- полимер при попадании прямых солнечных лучей меняет цвет (желтеет)
- изделие может треснуть от механического воздействия (удара молотком или падения тяжелого предмета)
Помимо труб из полимерного материала без добавок на рынке присутствуют усиленные, обладающие повышенной прочностью.
Армированные PP-трубы
Армированные трубы из полипропилена на срезе
Для повышения прочности изделий из полипропилена в них добавляют тонкий слой укрепляющие материалы. Цель армирования – снизить линейное расширение и деформацию при эксплуатации с горячей водой. Для укрепления используют:
- Алюминиевую фольгу
- Стекловолокно
Армирующий слой может располагаться снаружи или между слоями пластика. Важной особенностью изделия, армированного алюминием, является риск коррозии укрепляющего слоя, если в процессе сварки он не будет зачищен и вступит в контакт с горячей жидкостью. Чтобы спаять такие трубы используют предварительную обработку, при которой срезается слой фольги.
Способы соединения

Организация трубопроводной системы с изгибами и поворотами
В отличие от металлических и металлопластиковых изделий, в полипропиленовых трубопроводах не применяют резьбовые соединения, их части соединяются тепловой обработкой, частично расплавленные в местах стыков элементы при охлаждении формируют монолитный полимер.
В зависимости от диаметра изделий применяют два основных метода:
- Муфтовый или “враструб” используют, если диаметр не превышает 63 мм. Обычно таким образом соединяют трубы с фитингами в местах поворота магистрали или ее разветвления
- Стыковой метод предполагает расплавление срезов, их соединение под давлением и последующее охлаждение. Основной проблемой при самостоятельном соединении изделий таким методом является совмещение осей двух частей для обеспечения их параллельности

Фитинг для соединения трубопровода из металла с полимерной (PP) частью
Для соединения пластиковых участков с металлическими применяют фитинги с установленной в них внутренней частью с металлической резьбой, что позволяет присоединить трубу из полипропилена к металлической при помощи резьбового соединения.
Как варить трубы из полипропилена

Торцеватель для армированной трубы
Обязательные стадии подготовки к сварке не зависят от оборудования и типа соединения. К ним относятся:
- Обрезка. Используют нож, не сминающий изделие. Если свариваются трубы диаметром более 40 мм, при муфтовом методе делают скос 45 градусов на конце
- Обезжиривание поверхности. При некачественном обезжиривании возможно образование “островков отторжения”, на которых не происходит соединение двух элементов
- Замер глубины вставки трубы в фитинг. Недопустимы как неполная вставка, так и приложение излишних усилий, в результате которого часть полимера выдавливается из места соединения и сужает внутренний диаметр
Зачистка свариваемого конца
При соединении изделий из армированного алюминием полипропилена требуется провести предварительную зачистку алюминиевого слоя. В зависимости от его расположения (снаружи или в толще стенки) используют один из следующих методов:
- зачистка внешнего слоя при помощи муфты с ножами
- удаление внутреннего алюминиевого слоя торцевателем
Подготовленные элементы должны быть надежно зафиксированы перед началом нагрева. После частичного расплавления поверхностей нужно совместить части будущего трубопровода и дать им остыть, не осуществляя излишнего давления на место сварки. Завершить процесс можно только после визуального контроля качества работ.
Таблица времени пайки труб из полипропилена:
Оборудование для сварки
Аппарат для пайка труб
Обеспечить долгосрочное качественное соединение элементов водопровода можно, если сварочный аппарат соответствует следующим требованиям:
- обеспечивает равномерный нагрев поверхности до 260С
- позволяет фиксировать соединяемые элементы во время сварки и в процессе охлаждения
- отвечает требованиям безопасности при проведении работ
Доступные агрегаты попадают в диапазон от самодельных до профессиональных. Выбор того или иного варианта определяется количеством сварных швов, сложностью архитектуры трубопроводной системы, диаметром элементов и опытом сварщика.
Почему лучше отказаться от кустарного

Самодельный аппарат для сварки
Одно из наименований сварочного агрегата – “утюг” – объясняется возможностью сделать этот прибор на базе бытового утюга. Для сборки потребуется разобрать утюг и заказать или приобрести дополнительные элементы. Такой способ сварки не рекомендуется по следующим причинам:
- невозможно откалибровать прибор в домашних условиях, не гарантирована не только температура нагрева, но и ее стабильность
- не гарантировано качество компонентов
- затрачиваемое время и стоимость дополнительных частей соизмеримы со стоимостью нового агрегата, предлагаемого в магазинах
Для экономии средств рекомендуется рассмотреть вариант аренды или покупки сварочного аппарата, бывшего в употреблении.
Профессиональная сварка – объемы работ и скорость

При монтаже трубопроводов на больших объектах большую роль играет время завершения обвязки. В этом случае можно использовать профессиональное оборудование.
При муфтовом способе профессиональные сварщики используют для соединения электрофитинги. Этот метод обеспечивает максимальную скорость и высокое качество работ. Порядок сварки:
- нарезать детали нужной длины
- обезжирить места будущих соединений
- вставить трубы в фитинги
- подсоединить аппарат для сварки к электрофитингам при помощи проводов
- включить аппарат, дождаться автоматического отключения
- визуально проконтролировать правильность соединения
В связи с высокой производительностью этот метод оправдывает цену электрофитингов за счет повышения скорости обвязки в несколько раз по сравнению с ручной пайкой.

Профессиональный аппарат для стыковой сварки
Если профессиональная сварка производится методом спайки труб встык, используют профессиональные сварочные аппараты, обеспечивающие плотное соединение свариваемых частей, а также равномерный нагрев поверхностей. Профессиональное оборудование обеспечивает четкое совмещение осевых линий и фиксацию частей для предотвращения изгиба в месте сварки.
Использование профессионального оборудования при организации домашнего водопровода рекомендуется, если оно есть в наличии у подрядчика или у самостоятельного ремонтника есть возможность получить его бесплатно или по низкой стоимости.
Оптимальный выбор для самостоятельного соединения деталей

Пример комплектации сварочного набора
Для проведения водопровода в отдельной квартире или частном доме можно приобрести набор для сварки пластика, включающий в себя:
- паяльник с регулятором температуры
- насадки различного диаметра (популярные модели предлагают 6 размеров)
- нож для обрезки
- измерительную линейку или рулетку
Установка детали трубопровода и фитинга в паяльник для сварки
Дополнительно в комплект могут входить отвертка, перчатки и другие материалы. Аппарат для сварки должен быть устойчивым, чтобы не деформировать элементы в процессе нагрева. Не рекомендуется приступать к работе, не имея опыта сварки и работы с выбранной моделью паяльника.
Ошибки при варке труб своими руками

Результат плохой пайки
Первый опыт сборки полипропиленового трубопровода может привести к непрочным соединениям и деформации элементов. Самые распространенные проблемы, на возможность появления которых следует обращать внимание при работе:
- деформация трубопровода
- частично перекрытие просвета полимерным материалом
- плохое качество сварки
В зависимости от причины последствия могут проявиться сразу или спустя некоторое время.
Зазоры и перекос конструкции

Неплотное прилегание спаянных частей
Причинами нарушения геометрии трубопроводной системы могут быть:
- плохая фиксация длинных элементов в процессе сварки и остывания
- неполная вставка трубы в фитинг
- низкая температура нагрева
Создание напряжения в жесткой системе может привести к разрыву трубы, непосредственно после спайки элементов эта ошибка имеет эстетический эффект. В случае негерметичного соединения из-за плохого прилегания спаиваемых частей или недостаточного нагрева последствия проявляются моментально – соединения протекают, некоторые пустоты могут быть обнаружены при визуальном контроле.
Несоблюдение температурного режима сварки

Последствия перегрева при соединении
Если недостаточная температура при сварке приводит к негерметичности, результатом перегрева может стать попадание расплавленного полимера внутрь трубопровода, его локальное сужение и ухудшение пропускной способности.
На что обратить внимание, планируя разводку труб в квартире или доме

Процесс сваривания полипропиленовой трубы
Самостоятельная сварка трубных элементов для водопровода и отопления будет успешной, если заблаговременно совершить следующие действия:
- выбрать материалы трубопроводов и способы их соединения
- подобрать оборудование для сварки PP-труб
- определить сложные участки и принять решение, возможен ли самостоятельный монтаж труб в этих местах
При возникновении сомнений можно проконсультироваться со специалистами. Если принято решение осуществлять монтаж самостоятельно, следует уделить внимание выбору оборудования и обучению.
Полипропиленовые трубы: виды, фитинги, комплектующие. Мастер-класс по пайке труб
[Инструкция] Пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | Видео
Для нас очень важна обратная связь с нашими читателями. Оставьте свой рейтинг в комментариях с аргументацией Вашего выбора. Ваше мнение будет полезно другим пользователям.
Сварка полипропиленовых труб своими руками

Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
- муфтовый;
- прямой.
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
Пайка полипропиленовых труб своими руками подробная инструкция
Полипропиленовые трубы выдерживают высокое давление, температуру, легко монтируются и служат более 50 лет. Для соединения звеньев трубопровода проводится пайка полипропиленовых труб при помощи сварочного аппарата. Чтобы стыки были герметичными и прочными, нужно соблюдать некоторые рекомендации.
Виды ППР-труб
Полипропилен относится к группе термопластов. При нагревании до температур, ниже предела текучести, полимер переходит в вязкоэластичное состояние. Оно обратимо, поэтому материал при охлаждении снова становится твердым. Это свойство используется при сварке ППР.

Промышленность выпускает трубы диаметром от 10 до 1600 мм с толщиной стенки 2-61 мм. Для бытовых нужд применяют преимущественно сечения от 16 до 110 мм.
Трубный ассортимент изготавливают из разновидностей полипропилена:
- монополимера РР;
- блок-сополимеров РР-Н, РР-В;
- рандом-сополимера РР-R.
Различия между ними заключаются в строении полимерных цепочек и структуре межмолекулярных связей.

Изделия из ППР обладают необходимой прочностью и химической стойкостью, но достаточно высоким термическим расширением. При нагреве на 50 °С труба длиной 10 м удлиняется на 60 мм.

Чтобы уменьшить деформации, проводится армирование полипропилена стекловолокном или алюминиевой фольгой. Наибольшее распространение такие материалы получили в системах низко- или высокотемпературного отопления, где среда испытывает значительные колебания температуры.

В маркировке продукции содержится информация об изготовителе, типе и диаметре трубы, толщине стенки, классе эксплуатации, номинальном рабочем давлении. Дополнительно может быть указан номер российского или международного стандарта.


Область применения труб определяется рабочим давлением:
- PN10, PN16 — для холодного водоснабжения;
- PN20 — для холодного и горячего водоснабжения;
- PN25 — для отопления.

О назначении может сказать цвет пластика:
- белый и серый — для внутреннего холодного или горячего водопровода, отопления;
- черный —для наружных систем;
- зеленый — для полива, холодных трубопроводов небольшой протяженности.
Особенности монтажа
Пайка полипропиленовых труб ведется с помощью тепловой контактной или электроимпульсной сварки. Термопластичный полимер на соединяемых участках при нагреве размягчается, а при затвердевании образует монолитный стык. Узлы являются неразборными.

Для тепловой сварки используется специальный паяльник с греющими насадками различного диаметра. Оптимальная температура пайки полипропиленовых труб 260-300°С. При сборке системы рекомендуется применять изделия одного производителя, что гарантирует совместимость труб и фитингов по диаметру и химическому составу.

При монтаже используются:
- муфты, тройники, углы, переходники, отводы, обводы из ППР;
- комбинированные изделия для соединения с металлом;
- шаровые краны;
- обратные клапаны;
- фильтры;
- водорозетки.

К стене трубопровод крепится с помощью кронштейнов, хомутов, опор.
Устройство и принцип работы ручного паяльника для ППР
Сварочный аппарат для пайки полипропиленовых труб помогает быстро и качественно смонтировать систему водоснабжения, отопления, дренажа или полива. Инструмент состоит из корпуса с ручкой, металлической платформы («утюга», цилиндра) для крепления насадок и подставки.

Прибор работает от сети 220 В, потребляемая мощность 600-2000 Вт. Температура нагрева задается терморегулятором в пределах 50-300°С. Определить готовность к работе можно по светящимся индикаторам. В платформе предусмотрены отверстия под насадки для трубопроводов наиболее распространенных диаметров 20, 25, 32 мм. В некоторых моделях комплектация расширена до 40, 50 или 63 мм.

Насадки устанавливаются попарно — гильза предназначена для разогрева участка трубы, дорн для раструба муфты или корпуса арматуры. Покрытие может быть стальным или тефлоновым. В отличие от металла полимерный материал обладает низкой адгезией, намного лучше очищается от пластикового припоя.

В штырьевых паяльниках используются колодочные насадки. Они состоят из двух частей и закрепляются к нагревателю болтами. Такие сварочные аппараты применяют для пайки в труднодоступных местах.

Как правильно паять полипропиленовые трубы согласно инструкции:
- Установить нужные насадки.
- Прибор включить в сеть.
- Задать требуемую температуру с помощью терморегулятора.
- Дождаться сигнала индикатора.
- Надеть трубу на одну насадку, фитинг на другую.
- Выждать время, указанное в таблице инструкции.
- Снять нагретые элементы, соединить, прижать без усилия.
- Дать остыть в течение нескольких минут.
Некоторые производители укомплектовывают прибор металлическим кейсом для хранения и переноски, ножницами для резки полипропиленовых труб, защитными перчатками. Электроинструмент доступен по цене и прост в применении, что сделало его популярным как у профессионалов, так и домашних мастеров.
Пайка неармированных труб
Сваривать ППР-трубы рекомендуется при температуре воздуха не ниже +5°С, так как на морозе пластик становится хрупким. Для монтажа понадобятся фитинги, паяльник, шестигранник для закручивания насадок, ножницы, рулетка, карандаш, перчатки. Насадки больших диаметров устанавливают ближе к основанию, меньшие — к краю нагревательной платформы.

На терморегуляторе выставляют температуру в диапазоне 240-280°С. После отключения контрольного индикатора можно приступать к пайке.

Резка
Труба перед свариванием должна быть подготовлена. Ее нарезают на участки согласно схеме трубопровода заранее или непосредственно при монтаже. Для резки используют специальные ножницы по полипропилену, дающие ровный рез.

Ножницы могут быть различной конструкции — с обратной пружиной, храповым или роликовым механизмом, электроприводом. Широкое основание позволяет установить трубу правильно по отношению к режущей части.

Допускается применение ножовок по металлу. Для получения качественного среза инструмент нужно держать строго перпендикулярно оси трубы.
Снятие фаски
По технологии монтажа полипропиленовых трубопроводов требуется снять с торцов фаску глубиной 1 мм под углом 30°. Этой операцией часто пренебрегают, считая, что она не нужна. Тем не менее, благодаря срезанию лишнего объема и формированию утонченного окончания трубы соединение в нагретом виде намного легче собирается и меньше деформируется. Расплавленный материал не продавливается в просвет и не снижает его площадь.

Фаску можно снять строительным ножом, специальным точильным станком или самодельным устройством с режущим лезвием.
Видео как снять фаску у алюминевых и неалюминевых труб
Очищение и обезжиривание
Снятие пыли, загрязнений и жира производится ветошью, смоченной ацетоном. Эта мера способствует более равномерной диффузии между разогретыми границами трубы и фитинга, увеличивает срок службы узла.

Разметка
Если достаточного опыта сварки нет, рекомендуется сделать предварительную разметку. Для этого на торце трубы отмеряют расстояние, равное глубине раструба фитинга плюс 2 мм, и ставят карандашом отметку. Можно установить ограничительный хомут.

Рекомендуемые расстояния до риски в зависимости от диаметра трубы:

Если фронт работы большой, удобно пользоваться самодельным шаблоном.
Прогрев и соединение
Время нагрева насадок зависит от толщины стенки трубы. Чем она больше, тем дольше должно быть температурное воздействие. Рекомендуемые производителями величины указываются в инструкции к сварочному аппарату.

Трубу насаживают на разогретую гильзу до ограничительной метки, а фитинг — на дорн. Через несколько секунд детали аккуратно снимают, соединяют с небольшим усилием, выдерживают технологическую паузу и охлаждают естественным путем без механический воздействий. После каждого применения насадки очищают от остатков налипшего материала.

Превышать время нагрева не рекомендуется. В результате полипропилен становится слишком вязким и образует наплывы, которые могут сузить просвет и нарушить проходимость соединения.

Нельзя допускать несоосности аппарата и деталей при сварке. На участках длиной более 2 м нужно подложить подставки. Сложные звенья лучше заранее спаять на горизонтальной площадке — полу или столе, а затем уже вварить готовый узел в трубопровод.
Как паять полипропиленовые трубы с армированием
Армирующий слой, уменьшающий температурные деформации, изготавливается из алюминиевой фольги или стекловолокна. Он может располагаться на внешней поверхности или в толще стенки. Трубы, армированные стекловолокном, сваривают аналогично обычным полипропиленовым. Стеклянные нити не препятствуют диффузии материалов, при отвердении структура не меняется.

Фольга при сварке создает непроницаемый барьер для смешивания молекул полимера, поэтому металл предварительно удаляют на глубину стыка. Для этого применяют специальные ручные зачистки или насадки на перфоратор.

Зачистки работают по принципу точилки для карандашей. Они срезают верхний слой полипропилена и металл. На поверхности после обработки не должны остаться частицы фольги. Дальше пайка проводится обычным способом с подбором соответствующих фитингов.

Как паять полипропиленовые трубы в труднодоступных местах
Часто бывает, что к соединению сложно добраться даже с компактным ручным паяльником. Это участки под потолком, в углах, нишах или места с близко расположенным сантехническим оборудованием. В этом случае применяются следующие способы сварки:
-
Сложный узел сначала собирают отдельно, затем приваривают к трубе в удобном месте.


Поскольку сварку нужно проводить быстро, для работы в труднодоступных местах не обойтись без помощника.
Гидравлические испытания
Качественные соединения при внешнем осмотре не имеют несоосности более 5°, складок, трещин или других дефектов. По кромке раструба должен образоваться валик, выступающий за торец трубы. Если он неоднородный или слоистый, при сварке был нарушен температурный режим или в стык попала грязь.

Гидравлические испытания проводят при давлении, превышающем максимально допустимое в 1,5 раз. Так для трубопровода с РМ 25 атм. это 40 атм. Время нагнетания 30 мин.

Через 10 и 20 минутах давление снижают, проверяют соединения на герметичность. Затем давление повторно повышают. Если обнаружены утечки и потеря по манометру более 0,2 бар, участок трубопровода с дефектами нуждается в замене. Если вы нанимаете специалиста, стоимость пайки полипропиленовых труб будет выше, чем при самостоятельном монтаже. Зато вы на 100% сможете избежать протечек из-за некачественных стыков и, следовательно, сэкономите на переделках.
Техника безопасности при пайке труб
Чтобы не нанести вред своему здоровью, при сварке полимеров нужно соблюдать правила:
- Организовать в помещении хорошую вентиляцию.
- Надевать рукавицы для предотвращения ожогов.
- Не держать рядом с рабочим местом горючие материалы и жидкости.
- Выполнять правила обращения с электроинструментом.
Желательно иметь поблизости аптечку для оказания первой помощи.
Как не допустить ошибок
Качеству сварки может навредить несоблюдение технологии. Чтобы не пришлось заменять отдельные участки или весь трубопровод, рекомендуется:
- не работать при низких температурах воздуха;
- не превышать время нагрева;
- не крутить детали соединения, снимая с насадок;
- не применять излишних усилий при стыковании;
- не использовать насадки с поврежденным покрытием;
- очищать и обезжиривать поверхности;
- не сваривать металлический трубопровод рядом с фитингом из ППР, который при нагреве может расплавиться.

Видеоинструкция по монтажу полипропиленовых труб
Заключение
Пайка полипропиленовых труб своими руками проводится с помощью компактного сварочного аппарата. Для получения качественных соединений нужно использовать комплектующие одного производителя. При строгом соблюдении технологии стыки будут герметичными, прослужат не менее срока эксплуатации самого трубопровода.
Откатные ворота
Наша компания устанавливает откатные ворота из любых материалов более 15-ти лет. Откатные ворота имеют вполне доступную стоимость и очень удобны и функциональны в эксплуатации. Цена на ворота зависит от их размеров и комплектации.
Купить откатные ворота с установкой под ключ у профессионалов всегда выгодней по цене и по качеству работ, чем сделать это самому. Изготовление и установка откатных ворот производится круглогодично, а зимой еще дешевле, чем летом. Установку производим в Москве и близлежащих областях.

Цена на каркасы откатных ворот
Как показывает наш многолетний опыт, многие не обладают необходимыми знаниями, навыками и инструментами для самостоятельного монтажа ворот. Это трудоемкий и сложный процесс, который лучше доверить профессионалам. Откатные ворота недорого можно заказать в нашей компании с установкой, цены смотрите в таблице. Заказать каркас для ворот можно по тел. 8(495)135-57-65.
| Схема каркаса откатных ворот | Высота проема (мм) | Ширина проема в мм / цена руб | ||
|---|---|---|---|---|
| 3000 | 3500 | 4000 | ||
 |
1800 | 23400 руб | 25000 руб | 26000 руб |
| 2000 | 24400 | 26000 | 28000 | |
| 2200 | 25400 | 27000 | 29000 | |
| 2500 | 26400 | 28000 | 30000 | |
| 3000 | 28400 | 31000 | 34000 | |
Цена на откатные ворота на винтовых сваях
Комплектность:2 сваи d 108 с заглублением до 2,5 м. Оборудование – откатные системы Ролтэк. Столбы 60х60х2 – 2 штуки. Обивка – профнастил / профлист 8017, RAL 3005, RAL 6005, евроштакетника, 3D сетки, сетки рабица с одной стороны ворот. Автоматика в стоимость не включена, могут быть оборудованы калиткой. Заказать откатные ворота можно по тел. 8(495)135-57-65.
| Схема | Высота проема (мм) | Ширина проема в мм / цена руб | ||
|---|---|---|---|---|
| 3000 | 3500 | 4000 | ||
 |
1800 | 53400 руб | 55000 руб | 56000 руб |
| 2000 | 54400 | 56000 | 58000 | |
| 2200 | 55400 | 57000 | 59000 | |
| 2500 | 56400 | 58000 | 60000 | |
| 3000 | 58400 | 61000 | 64000 | |
Цена на откатные ворота с установкой на монолитный фундамент
Фундамент: 2000х1500х500 мм. Оборудование – откатные системы Ролтэк (гарантия 5 лет). Столбы 60х60х2 – 2 штуки. Автоматика в стоимость не включена, могут быть оборудованы встроенной калиткой.
| Схема | Высота проема (мм) | Ширина проема в мм / цена руб | ||
|---|---|---|---|---|
| 3000 | 3500 | 4000 | ||
 |
1800 | 73400 руб | 75000 руб | 76000 руб |
| 2000 | 74400 | 76000 | 78000 | |
| 2200 | 75400 | 77000 | 79000 | |
| 2500 | 76400 | 78000 | 80000 | |
| 3000 | 78400 | 81000 | 84000 | |
Комплектность:2 сваи d 108 с заглублением до 2,5 м. Оборудование – откатные системы Ролтэк (гарантия 5 лет). Столбы 60х60х2 – 2 штуки. Обивка – профнастил.
Цена на откатные ворота без автоматики с установкой под ключ
Комплектность: 2 сваи d 108 с заглублением до 2,5 м. Оборудование – откатные системы Ролтэк. Столбы 60х60х2 – 2 штуки. Обивка ворот – профнастил/ профлист RAL 8017, RAL 3005, RAL 6005. Возможна обивка из металлического штакетника, деревянный штакетника, 3D сетки, сетки рабица с одной стороны. Автоматика в стоимость не включена., могут быть оборудованы калиткой.
Заказать откатные ворота вашего варианта – позвоните нашим менеджерам по телефону 8 (495)135-57-65 и запросите смету.
| Высота проема (мм) | Ширина проема мм / цена руб | ||
|---|---|---|---|
| 3000 | 3500 | 4000 | |
| 1800 | 59400 руб | 61000 руб | 62000 руб |
| 2000 | 60400 | 62000 | 63000 |
| 2200 | 61400 | 63000 | 64000 |
| 2500 | 62400 | 64000 | 65000 |
| 3000 | 64400 | 68000 | 69000 |
Схема откатных ворот
Забор с откатными воротами из того же материала смотрится красивой и законченной конструкцией, удобной в использовании. Обшивка ворот чаще всего изготавливаются из профнастила / профлиста, дерева и металлического штакетника. По желанию заказчика могут быть использованы и другие материалы – кованые секции, блокхаус или поликарбонат.
- Рама изготавливается из стальной профильной трубы 60х30, 60х40, 60х60, 80х80 мм. Обрешетка изготавливается из стальной профильной трубы 20х20 или 40х20 мм. Консольная часть ворот выполняется в виде прямоугольника, либо в виде диагонали.
- Ворота укомплектованы автоматикой Итальянской фирмы NICE, CAME, R-TECH мощность которых зависит от веса и размера конструкции, и двумя дистанционными пультами. При неоходимости можно заказать дополнительные пульты.
- Усиление рамы производится с помощью монтажа дополнительных 4-х или 6-ти диагоналей в периметре ворот (диагонали изготавливаем из профильной трубы 40х20, 60х30, 60х40 мм и дополнительной диагонали в консольной части, что увеличивает жесткость всей конструкции ворот до 60%. Это усиление увеличивает спрок службы откатных ворот в 2 раза.
- Стоимость комплекта указана с отделкой из профнастила с лицевой стороны стандартных расцветок – коричневый, зеленый, бордовый с установкой. Продажа без установки тоже возможна.
- Ворота класса Стандарт имеют в основании сваи с диаметром 108 мм, каркас окрашен эмалью по металлу Тиккурила или Хаммерайт, наполнение каркаса – профнастил классических цветов с лицевой стороны.
- Ворота класса Эконом имеют в основании сваи с диаметром 108 мм, каркас окрашен грунтом по металлу серого или коричневого цвета, наполнение каркаса из любого материала – за дополнительную оплату.
По желанию заказчика возможно изготовление откатных ворот с частичной комплектацией. Из стоимости исключается обшивка и автоматика, которые заказчик может впоследствии установить самостоятельно. Автоматика продается отдельно от ворот в нашей компании.
Как сделать откатные ворота своими руками
Что потребуется для изготовления ворот своими руками?
1. Сварочный аппарат, бытовой трансформаторный подойдет вполне. Сварочный ток должен быть не ниже 130 А. Следите за тем, что бы аппарат не перегревался при работе. Желательно, конечно, иметь сварочник инверторный, но он стоит намного дороже. Аппарат должен иметь рукава и маску.
2. Электроды. Пачки 3х мм универсальных электродов хватит на изготовление ворот с калиткой.
3. Болгарка или отрезная машинка, любого типоразмера.
4. Отрезные круги на маленькую болгарку (125мм) потребуется около 7 + 2-3 зачистных.
7. Шуруповерт с насадками под крепление профлиста(либо заклепочник).
8. Саморезы(либо заклепки) – 200 шт.
9. Комплект фурнитуры для откатных ворот.
10. Профнастил около 10 м.кв.
11. Труба 60*40 – 20 м.
12. Труба 40*20 – 20 м.
13. Труба 60*60 – 7 м.
14. Швеллер 16 – 20 см, его длинна должна быть равна половине ширины проема(если проем 3,6 метра – длинна швеллера 1,8 м).
15. Арматура сечением 10 – 14 мм.
16. Краска – 1 банка.
17. Грунтовка – 1 банка.
18. Растворитель – 1 банка.
20. Автомобильный противокоррозионный грунт – 1 баллончик.
Что касается подбора комплектующих для откатных ворот, они бывают нескольких видов, в зависимости от веса и длины проема Ваших ворот и имеет стандартный комплект:
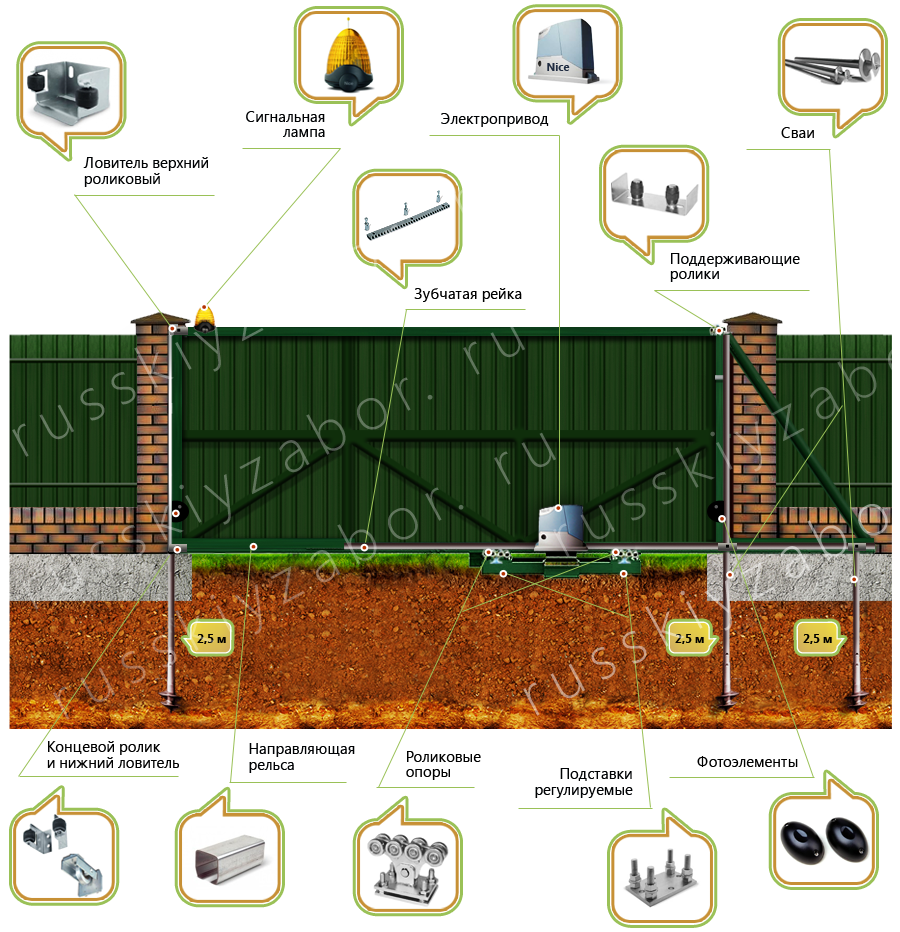
- консоль (она же балка, направляющая) – это основа всей системы, это рельс, внутри которого располагаются ролики, благодаря чему, створка ворот может сдвигаться
- две роликовые каретки крепятся на фундаменте, сами ролики находятся внутри консоли
- верхний ролик не дает полотну ворот раскачиваться, удерживает его в строго вертикальном положении
- концевой ролик не дает створке провисать в закрытом положении, фиксирует её
- верхний улавливатель «принимает» полотно ворот, не давая ему перекоситься при закрытии
- нижний улавливатель «принимает» полотно ворот, не давая ему перекоситься при закрытии
- заглушки для консоли защищают консоль от грязи, пыли, песка и влаги
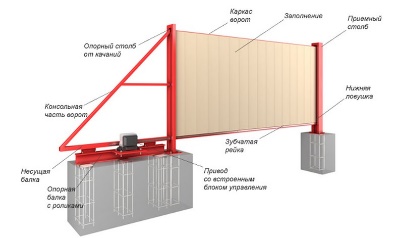
Автоматика для откатных ворот выполняет функцию автоматического открытия и закрытия Ваших ворот. Это не является обязательным элементом откатных ворот, скорее это шаг в сторону Вашего личного комфорта. В первую очередь, у владельца автоматических откатных ворот отсутствует необходимость покидать машину для того, чтобы открыть ворота. И, неважно, ливень, снег, град или маленький дождик, автоматика для откатных ворот избавит владельцев от необходимости возиться с открытие ворот. Чтобы в будущем у Вас не возникло никаких проблем с Вашими откатными воротами, лучше заранее побеспокойтесь о правильном выборе автоматики. Так же, как и в выборе коплектующих для откатных ворот, выбор автоматики зависит от веса и длины ваших ворот, а так же от частоты использования ворот. От этого будет зависеть то, какой мощности Вам необходим привод. Также обратите внимание на различные функции, которыми обладают различные электроприводы, сравните материалы, из которых сделаны детали механизма и корпуса. Стандартный комплект автоматики включает в себя:
- Электропривод – двигатель, который приводит створку ворот в движение
- Зубчатая рейка – передает движение с привода на сами ворота, крепится к створке ворот
- Фотоэлементы – заботятся о безопасности Вас и Вашего автомобиля, определяя помеху в створке ворот. Если будет обнаружен какой-либо объект, ворота остановятся, и начнут двигаться в противоположную сторону
- Пульт управления– служит для подачи команд на открытие-закрытие ворот
- Сигнальная лампа – оповещает об ошибках в работе откатной системы, а также о ее движении

Теперь, можно перейти к описанию работ. Итак, первым делом нужно рассчитать вес и размер будущих откатных ворот. Как упоминалось выше, это крайне важно, поэтому отнестись к этому нужно серьезно. Воспользуйтесь правилом «семь раз отмерь – один отрежь». Дело в том, что чем тяжелее будут ворота, тем более прочную и дорогой комплект фурнитуры для откатных ворот и более мощный электропривод вам нужно будет заказывать. От размера створки ворот зависит то, какой длины консоль Вам понадобится. Ширина проема откатных ворот рассчитывается в зависимости от того, какой у Вас автомобиль (легковой, грузовой) и от того насколько широкая улица. Лучше всего поставить две палки и попробовать заехать между ними со стороны улицы – получилось, значит, примерно, таким и должен быть заезд, а если вы сбили одну из палок, проезд лучше расширить. Получив размеры ширины проёма, Вам необходимо вычислить размер противовеса ворот, для этого воспользуйтесь простой формулой: (половина от 100% ширины проёма ворот это и есть размер противовеса). И так если длина проёма ворот составляет 4 метра, то длина противовеса 2 метра, а длина всего полотна ворот составляет 6 метров.
Подготовка опорных столбов
Необходимо установить правильно опорные столбы, к которым в свою очередь будут крепиться откатные ворота. Опорный столб, может быть какой угодно – это может быть кирпичный или бетонный столб, швеллер, дубовый брус и т.д. Рекомендуем – бетонировать столб (на глубину промерзания грунта) от 1м, столбы устанавливаем под уровень, затем заливаем раствором. В кирпичных и бетонных столбах необходимо предусмотреть металлические закладные по 3 штуки на каждом из столбов, равномерно расположить, примерно, на расстоянии от края по 10 см со стороны проема. Самый оптимальный размер такой закладной 10 х 10 см. и она должна быть расположена “заподлицо” с отделкой столба.

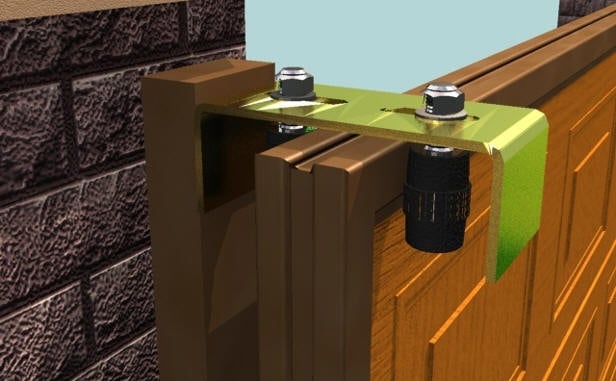
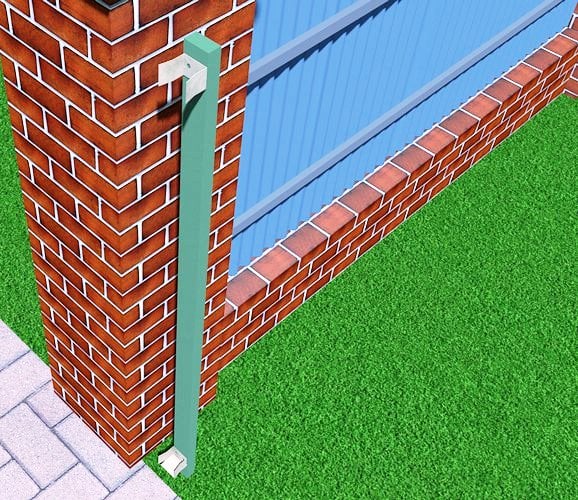
 На опорные столбы со стороны ворот закрепляем вертикально трубы 60 х 60 (фальш-столбы) по высоте полотна плюс 10 см. Фальш-столб возле фундамента называется боковым и может быть выполнен в виде рамы, противоположный ему — приёмным или разгрузочным, так как он принимает и удерживает полотно между открываниями. К боковому столбу на нужной высоте прихватываем поддерживающую планку с роликами.
На опорные столбы со стороны ворот закрепляем вертикально трубы 60 х 60 (фальш-столбы) по высоте полотна плюс 10 см. Фальш-столб возле фундамента называется боковым и может быть выполнен в виде рамы, противоположный ему — приёмным или разгрузочным, так как он принимает и удерживает полотно между открываниями. К боковому столбу на нужной высоте прихватываем поддерживающую планку с роликами.

Фундамент для откатных ворот
Для заливки фундамента под основание откатных ворот нужно вырыть яму со стороны отката ворот. Её длина должна составлять 50% от ширины проема ворот, то есть, если ширина проема Ваших ворот 4 м., то длина ямы под фундамент должна составлять 2 м.. Ширина ямы должна быть не менее 40 см, а глубина, как указано выше, должна превышать на 200 мм критическую глубину промерзания, это, примерно, 1,3 м, то есть, глубины 1,5 м под фундамент будет достаточно.
Далее, займемся закладной конструкцией для откатных ворот. Вам нужен швеллер 16 – 20см. шириной, а так же арматура сечением 10 – 12 мм. Выберите ровную площадку. Установите швеллер так, чтобы он лежал на ребре. Нарежьте шлифмашинкой или болгаркой арматуру отрезками 1,2–1,5 м., получатся так называемые «ножки». Далее, привариваем «ножки» к внутренней стороне полок швеллера. Но для большей прочности, советуем Вам обварить ножки закладной вертикальными прутьями. Установите закладной элемент фундамента для Ваших откатных ворот в подготовленное место по уровню, «ножками» вниз. Его верх должен идеально совпадать с уровнем заезда(“0” участка).
Если все правильно, можно приступать к бетонированию. Фундамент под откатные ворота должен выстаиваться, не менее недели, а по строительным нормам и правилам (СНиП) – один месяц, а если быть точнее 28 дней.


Внимание! В случае, если Вы захотите предусмотреть установку автоматики для откатных ворот, то под проезжей частью вам будет необходимо проложить кабель силовые и сигнальные кабеля
Проведение электропроводки под автоматику для откатных ворот
Для электропроводки Вам понадобится:
– силовой кабель 3х1,5 в уличном исполнении (для питания привода ворот), длиной от электрического щита до точки установки привода
– сигнальный кабель 2х0,5 с усиленной изоляцией, чтобы подключить фотоэлементы и сигнальную лампу (длина определяется на месте установки ворот)
– стандартный телевизионный кабель, соединяющий приёмное устройство с выносной антенной (длину определяет расстояние от антенны до радиоприёмника) в случае ее установки
– гофрированная ПНД труба диаметром от 20 до 32 мм, для прокладки кабелей под землёй.
В случаях, когда вы колеблетесь, оснащать или не оснащать свои ворота приводом, подводящие кабеля рекомендуется заложить. Так как, после заливки фундамента, скрытая закладка кабелей потребует больших дополнительных затрат.


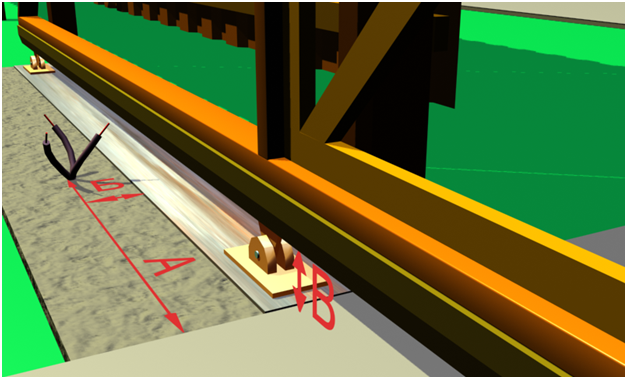
Вывод электрического кабеля в гофре, необходимо произвсети на расстоянии не менее 50 см от проема ворота(на эскизе отмечено буковкой “А”), и в 5-7 см от швеллера в бетоне(расстояние “Б”). В эту же точку необходимо свести кабеля с фотоэлементов и сигнальной лампы.

Изготовление ворот
Пока выстаивается фундамент, можно заняться изготовлением полотна откатных ворот. Подготовьте ровную площадку (место сборки). Разметьте на ней прямоугольник 6 х 2 метра, и, начиная с любого угла, забейте в землю 6 деревянных упоров по контуру прямоугольника. Воспользуйтесь уровнем, чтобы выровнять упоры друг относительно друга в горизонтальной плоскости и сделайте контур из жестких, деревянных или металлических лаг. Укрепите получившуюся конструкцию саморезами.
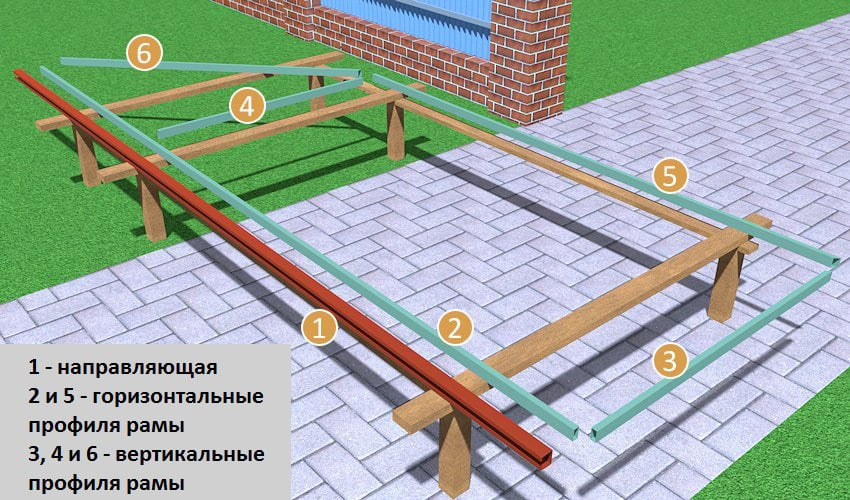
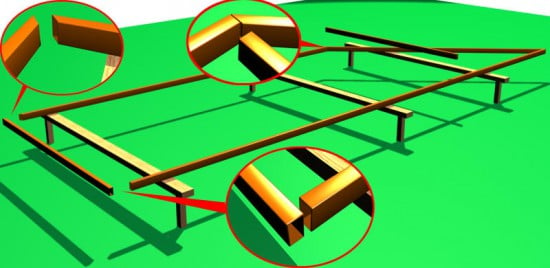
Используя шлифмашинку, разрежьте профильные трубы 60х40х2 (для конструкции рамы) под необходимые вам размеры. Должны получиться нижний (базовый) горизонтальный профиль и верхний, два вертикальных профиля, и профиль противовеса согласно произведенным расчетам. Зафиксируйте друг относительно друга точечной сваркой в местах соединений элементы рамы, и рулеткой проверьте диагонали получившейся конструкции. Размер диагоналей должен быть одинаков. Еще проверьте угольником углы 45 и 90 °. Если отклонений по углам и диагоналям рамы нет, проварите места соединений элементов рамы сплошным сварочным швом. Места соединений рамы после сварки должны стать герметичными.

Далее, укрепим полотно откатных ворот рёбрами жесткости (внутренний каркас рамы). Используя шлифмашинку (болгарку), разрежьте согласно вычисленным размерам профильные трубы 40х20х2, предназначенные стать рёбрами жесткости и местами крепления зашивки откатных ворот. Резать необходимо таким образом, чтобы после сварки места соединений стали герметичны.. Строго придерживайтесь размеров. Зафиксируйте профильные трубы в местах соединений при помощи точечной сварки, и приступайте к измерениям. Проверяются диагонали конструкции рамы и углы 45 и 90°.
Если отклонений нет, места соприкосновения рёбер жесткости и силовой рамы приварите короткими по 15 мм швами с шагом до 500 мм. Загладьте все сварочные швы на полотне ворот шлифмашинкой.

Не забудьте замазать получившиеся зазоры между основной рамой и внутренним каркасом силиконовым герметиком. Обеспечьте нормальную гидроизоляцию Вашей конструкции, не забыв о сварочных швах. В последнюю очередь, выполните грунтовку и покраску полотна откатных ворот.
Мы рекомендуем использовать алкидную эмаль или краску фирмы Хамрайт (Hammerite). Наносите не менее 2-х слоев до полного высыханием между слоями.
Когда рама ворот высушена, ее можно зашивать. Для этого используют самые разные материалы в зависимости от личных предпочтений. Профнастил используют чаще всего, он легок и удобен в установке.
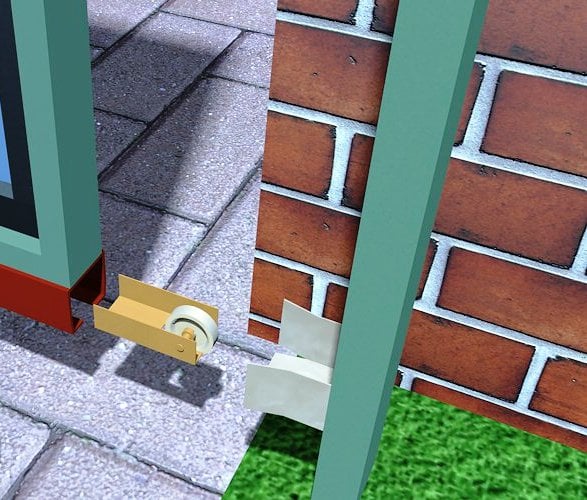
На заранее подготовленном фундаменте для откатных ворот (швеллер) размещаем роликовые каретки как можно дальше друг от друга. Нужно помнить, что накатной ролик (концевой ролик) имеет размер, примерно 150 мм, поэтому ближнюю к проему каретку отодвигаем, учитывая это расстояние в 150 мм, а каретку, которая дальше от проема тоже выставляем таким образом, что бы она не выбила заглушку с другой стороны направляющего рельса при закрытии ворот.
Далее, одеваем раму откатных ворот на роликовые каретки и выставляем откатные ворота по уровню. Платформы кареток слегка прихватываются сваркой к швеллеру. Прокатите полотно ворот до конечных положений открытого и закрытого проёма ворот. Если возникают трудности с полноценным открытием или закрытием проёма ворот, сбейте болгаркой прихваты и внимательно скорректируйте расстояние от правого или левого краёв швеллера до опорных роликовых тележек.
Многие люди, решившие изготовить раздвижные ворота своими руками, пытаются крепить роликовые тележки к швеллеру не при помощи сварки, а при помощи шпилек и гаек (благо в роликовых тележках предусмотрены отверстия под шпильки). Стоит ли игра свеч? Так обычно поступают люди, делающие первые раз в своей жизни самодельные откатные ворота. Они считают, что в этом случае роликовые тележки можно регулировать, снимать и т.п. Вы столкнетесь с большим объемом работ (сверление швеллера, нарезания резьбы, очень точная установка швеллера и т.п.). Плюс из-за малейшей ошибки (отклонение на несколько миллиметров) потратите на сварку целые дни возни над шпильками! И будете вынуждены просто срезать шпильки и приварить ролики непосредственно к фундаменту для откатных ворот. Просто не стоит заваривать ролики для ворот в труднодоступным местах, куда затруднен доступ маленькой болгаркой. При необходимости снять или передвинуть роликовую тележку подрезаем сварной шов и сдвигаем ролики в нужном направлении. Процесс можно повторять много раз без малейшего ущерба для механизмов ворот. Да, использование шпилек эстетичнее и правильнее, но очень редко используется из-за высокой точности установки фундамента под откатные ворота.

С нашей точки зрения, лучше использовать компромиссный вариант – готовые площадки со шпильками под ролики для откатных ворот. Площадки привариваются к фундаменту для откатных ворот при помощи сварки, а сами ролики для откатных ворот крепятся к площадке при помощи шпилек и гаек. Это немного дороже, но избавляет Вас от ненужной возни и затрат времени.После того, как вы убедились в правильности установки кареток обвариваем платформы кареток полностью, важно добиться желаемого результата (отсутствие перекосов, правильное положения ворот в уровне).
Пластину с поддерживающими роликами привариваем к опорному столбу, и регулируем крепление роликов таким образом, что бы зазор с каждой стороны от створки ворот составлял 2-3 мм.
Затем необходимо вставить накатной ролик (концевой ролик) и привариваем нижний уловитель. Нижний улавливатель крепится так, что бы он был на 3-4 мм выше концевого ролика в направляющей, которая еще не вошла в ловитель. Это необходимо для разгрузки роликовых кареток.
Верхний улавливатель крепят на высоте 1,6-1,8 метра, что бы фиксировать створку сверху, от ветра или от вандалов.
И последнее – наденьте заглушки на торцы консоли, чтобы защитить ее от попадания влаги и мусора внутрь нее.
Всё, ваши ворота готовы к использованию.
Таким образом, сделав откатные ворота своими руками, вы выигрываете сразу по многим пунктам:
- Вы экономите свои деньги
- Вы приобретаете только качественные комплектующие для откатных ворот , потому что выбираете их лично, опираясь только на свое желание добиться желаемого результата, а, не исходя из того, что завалялось на складе у посредников
- Вы проводите все работы качественно и вдумчиво, потому что делаете все для себя.
Откатные ворота под ключ с гарантией 2 года
Собственное производство
Монтаж за 1 день
Установлено более 1500 ворот
Заполните форму заявки и мы перезвоним Вам в течение 5 минут!

Цены на откатные ворота под ключ:
С электроприводом
Без электропривода
Получите консультацию и расчет стоимости!
Какие откатные ворота купить?
ЭТАП 1. Выбираем базовый комплект:
Механические на роликах
Такой комплект приобретается с целью самостоятельной сборки на даче. Механические откатные ворота Вы можете купить по цене от 38 000 рублей (размером 4 на 2 метра) и, если нужно, дополнить их одной или несколькими услугами, представленными в таблице ниже.

+ профнастил(с одной стороны)
+ профнастил + электропривод + монтаж
Цены с установкой
Данное пакетное предложение отлично подходит для того, чтобы поэтапно и совсем недорого обустроить приусадебный участок в Москве или Московской области. Имеет полностью готовый металлический каркас для обшивки собственным материалом. Цены на откатные ворота с установкой без электропривода начинаются от 42 000 рублей.

+ профлист (1 сторона) + монтаж
+ профлист + электропривод + монтаж
Комплект с встроенной калиткой
Если Вы стремитесь рационально использовать полезное пространство на участке, мы рекомендуем врезать калитку в полотно откатных ворот. Калитка внутри каркаса не провисает и не деформируется. Если Вы не предусмотрели отдельное место для нее, обратите внимание на наши интересные ценовые предложения:

(рама с калиткой) + монтаж
+ профлист (1 сторона) + монтаж
+ профлист + электропривод + монтаж
Получите консультацию и расчет стоимости!
ЭТАП 2. Выбираем вариант оформления:
Ral 8017
Ral 3005
Ral 6005
Ral 5005
Ral 7024

Палитра

Дерево
Штакетник

Панели
Решетка
Ковка

Поликарбонат
Способ отделки полотна подбирается в соответствии с вкусовыми предпочтениями владельца загородного участка. Но при этом следует учитывать размеры створки и специфику места установки.
Профнастил – такой вариант обшивки обладает отличными эксплуатационными характеристиками, благодаря которым заслужил любовь потребителей.
Древесина – ценится своей эстетической привлекательностью, но требует периодического подкрашивания и ухода.
Штакетник — отличная альтернатива для тех, кто считает профилированный лист скучным и однообразным.
Кованые элементы – придают изделию эксклюзивности и воздушности. Их изготовление происходит в частном порядке по эскизу заказчика.
Сэндвич-панели – применяются для того, чтобы въезд на парковку и гараж имели единое стилистическое исполнение.
Решетка – встречается чаще всего на контрольно-пропускных пунктах коттеджных поселков и СНТ, так как хорошо просматривается.
Узнать подробнее:
Откатные ворота из профнастила
Откатные ворота деревянные
Откатные ворота из штакетника
Откатные ворота из сэндвич-панелей
ЭТАП 3. Автоматика и аксессуары для нее
An-Motors
Comunello
Автоматика дает возможность контролировать доступ на частную территорию. Оснастить приводом возможно ворота как бытового назначения (весом до 400 кг), так и тяжелые полотна промышленных объектов. Все современные блоки управления при желании дополняются датчиками безопасности и сигнальной лампой. Датчики при обнаружении препятствия в проеме совершают реверс створки для того, чтобы избежать столкновения. Умные модели двигателей имеют функцию самодиагностики и при возникновении аварийной ситуации производят блокировку работы всей системы.
ЭТАП 4. Какой сделать фундамент?
ЭТАП 5. Дополняем необходимыми услугами:
Цены на откатные ворота под ключ c электроприводом начинаются от 54 000 рублей и варьируются в зависимости от заказанных дополнительно работ. Ассортимент наших услуг:
| Наименование | Цена |
|---|---|
| Установка откатных ворот на готовый фундамент | 7 000 р |
| Облицовка односторонним профилированным листом | 1 250 р/лист |
| Обшивка штакетником с одной стороны | от 8 000 р |
| Зубчатая рейка с установкой | 600 р/м |
| Встроенная калитка | от 11 000 р |
| Калитка отдельная без обшивки | от 14 000 р |
| Электродвигатель с установкой и настройкой | 18 000 р |
| Сигнальная лампа | 2 500 р |
| Фотоэлементы | 3 500 р |
| Демонтаж старых ворот | от 1 000 р |
| Монолитный фундамент | от 17 000 р |
| Столб металлический 80*80 с бетонировкой | 3 500 р |
| Прокладка кабеля для фотоэлементов в гофре | 200 р/м |
Калькулятор
Галерея работ














Подробнее о конструкции
Изготовление каркаса осуществляется по индивидуальным параметрам каждого заказчика (с учетом геометрических особенностей проема и выбранного типа отделки). В большинстве случаев для внешней части применяются профильные трубы сечением 60×40, а для внутренней 40×20.
К нижней части рамы приваривается несущая балка, которая обеспечивает плавное движение полотна по опорным роликам, расположенным внутри нее. Ее размер подбирается в соответствии с габаритами изделия.
Помимо опорных роликов обязательной фурнитурой являются: верхний и нижний улавливатели, поддерживающий ролик и заглушки. Все эти связующие элементы обеспечивают правильную позицию створки и ее ветровую устойчивость.
Фундаментом служит бетонное основание с закладными, которое служит опорой для всей передвижной конструкции и гарантирует сохранность ее положения.
Электропривод дает возможность управлять воротами дистанционно миниатюрным пультом или звонком с мобильного телефона.
Раздвижные ворота на роликах
Всё для автоматизации ворот
Каталог товаров
Лидеры продаж
- Главная
- Статьи
- Откатные ворота своими руками: пошаговое руководство и схемы
Откатные ворота своими руками: пошаговое руководство и схемы
Откатные ворота своими руками: с чего следует начать, каким образом выбрать комплектующие, какому следовать порядку действий, на что в первую очередь следует обратить внимание? Эта статья пригодится всем тем, кого интересует вопрос, как выполнить откатные (сдвижные) ворота своими руками, а также содержит чертежные схемы и инструкцию по монтажным работам. Ниже приведена схема откатных ворот, схема фундамента откатных ворот, рекомендации по подготовке проема, рекомендации по монтажу.
Откатные ворота – это очень востребованный и самый удобный тип ворот. Название обусловлено в соответствии с особенностями конструкции – они откатываются по сторонам и перемещаются вдоль забора. В последние десять лет откатные ворота стали невероятно популярны. Данной популярности способствовала разработка новой, улучшенной конструкции – ворота стали более демократичны в цене, избавились от верхней направляющей и больше не требуют обслуживания.
Эта статья описывает наиболее логичный и оптимальный порядок производства и установки ворот откатных своими руками, кроме того в ней присутствуют чертежные конструкции для сварщика.
Чтобы самостоятельно изготовить раму откатных ворот и выполнить ее монтаж, помимо одного желания необходимо иметь сварочный аппарат (инвертор), а также иметь навык сварочных работ. Кроме того, потребуется инструмент для зачистки швов и резке металла. Потребуется площадка с относительно ровной поверхностью, чтобы на ней организовать некое подобие стапеля для сборки полотна ворот.
Работы разделим на пять частей: замер, работы с фундаментом, изготовление рамы , установка конструкции и отделка полотна, установка привода и сопутствующих устройств.
Прежде чем приступать к работам необходимо четко понимать, как именно откатные ворота работают.
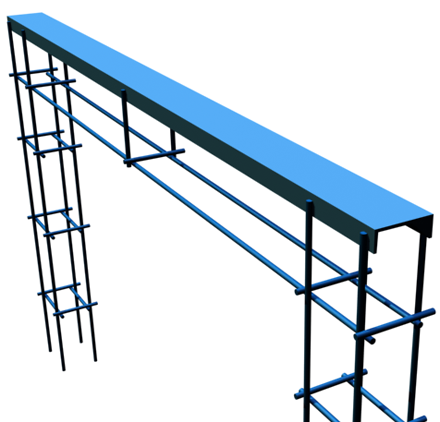
Рассмотрим схему откатных ворот, на которой нарисованы все основные узлы:
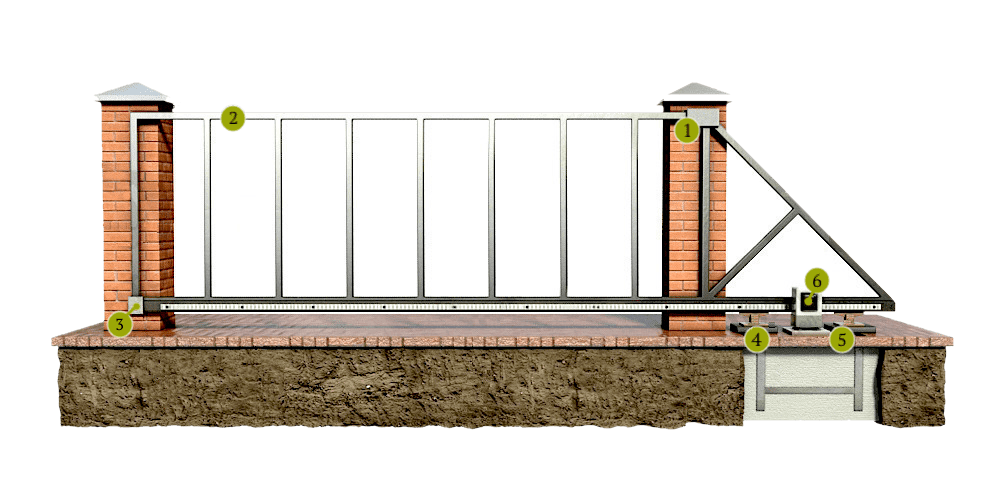
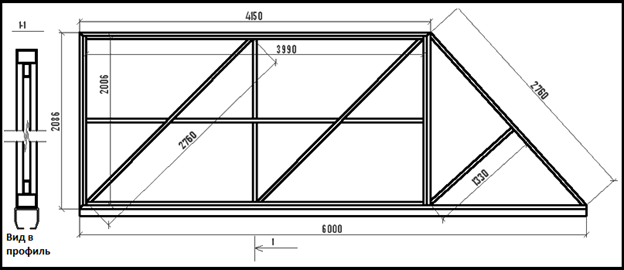
Полотно ворот изготовлено из профильных труб и по длине примерно в 1,5 шире, чем проем. Его можно условно разбить на две конструктивные части: основную, которая заслоняет собой проем и в последующем подлежит отделке (например профнастилом, деревом) и консольную, необходимость которой определена особенностями конструкции. К нижнему краю рамы полотна, прорезью вниз, приварена направляющая 3 . Благодаря ей сдвижные ворота движутся по роликовым кареткам 5 , которые располагаются внутри. Добросовестные мастера и предусмотрительные хозяева всегда используют для крепления кареток регулировочные подставки 4 . Они дают возможность отрегулировать конструкцию в двух плоскостях. Перекрывая проем, откатные ворота паруются концевым роликом 2 на нижнюю ловушку 1 . за верхний угол их придерживает верхняя роликовая ловушка 8 , снимая ветровую нагрузку. Для этого же нужен и кронштейн с роликами от боковых качений 7 . От попадания снега и опавших листьев направляющую защищает специальная заглушка 6
Этап первый. Замер и проектирование откатных (сдвижных) ворот своими руками
Для правильного расчета длины конструкции нужно произвести замер исходных данных.Полотно ворот может быть произведено для имеющегося проема или может проектироваться одновременно с забором. Предположим, что забор уже установлен и у нас есть проем, который необходимо закрыть. Проем ограничен столбами.
Для проектирования ворот нужны размеры:
- ширина проема
- предполагаемая высота установленной конструкции – от уровня готового дорожного покрытия
- направление отката полотна и длина места для отката.
Полотно способно откатываться влево или вправо от проема. Направление движения определяется при взгляде со двора. Для отката необходимо свободное места вдоль забора = ширина х1,5. Как правило, высота ворот ниже забора примерно на 10-15 см. Столб проема, за который откатывается полотно ворот должен быть выше ворот минимум на 5 см.для установки кронштейна от боковых качений 7 . Полотно ворот, отъезжая, “прячется” за забором. Общая высота ворот – это высота полотна с направляющей + высота зазора под воротами.
Высота просвета зависит от уровня закладки монтажной плиты(швеллера)и от высоты роликовых опор, которые применены в конструкции. Если монтажная плита установлена в один уровень с покрытием дороги, а сдвижные ворота собраны на системе РОЛТЭК Микро, РОЛТЭК ЭКО или ДАЧА то просвет составит от 8 до 10 сантиметров. Для зим средней полосы России такой зазор оптимален.
Если вы только проектируете будущий забор, ниже несколько советов, которые помогут сэкономить и упростить последующий монтаж.
Калитка, встроенная в полотно, имеет много минусов: она уменьшает жесткость конструкции, не может быть оснащена электромеханическим замком, имеет высокий (около 20 см.) порог и травмоопасна. Если есть такая возможность – калитку разумнее делать отдельно стоящей. Это значительно безопаснее и удобней в использовании.
Для проема, ограниченного столбами из камня или кирпича нужно заранее предусмотреть в них закладные детали для установки верхней и нижней ловушек, и роликового кронштейна от ветровых нагрузок. Закладная – это пластина из металла с приваренной перпендикулярно арматурой. Арматура удерживает закладную деталь в бетоне.
Этап второй. Изготовление основания – фундамента
Существует несколько вариантов подготовки основания для откатных ворот своими руками.
1. Традиционный и наиболее затратный
В стороне для отката ворот, параллельно забору со стороны двора, надо вырыть траншею. Ее длинна- это 1/2 ширины проема (например, при проеме 4 метра длина ямы = 2 метра), ширина траншеи примерно 50 см. (если получится сделать уже – на качество это не повлияет, а бетон сэкономите), а глубина =1,7м. Чтобы избежать “перекоса сдвижных ворот” глубину траншеи делают ниже, чем уровень промерзания почвы.
В яму, параллельно забору, помещается монтажная плита. Она изготавливается из швеллера шириной 12-16 мм и длиной в половину ширины проема. Арматурная решетка будет удерживать швеллер в бетоне, она вяжется из арматуры диаметром 12-16 мм. В целях экономии можно заменить арматуру на ненужные обрезки металла (уголка, квадрата или проф. трубы)
Монтажная плита армировкой вниз помещается в яму. Условный «ноль» для конструкции ворот – это верхняя плоскость монтажной плиты. От ее положения зависит, какой будет минимальный зазор под полотном ворот Мы рекомендуем закладывать монтажную плиту в один уровень с дорожным покрытием – тогда Вы получите минимальный зазор 8 см. Монтажную плиту нужно заложить максимально близко к столбу забора.
Особое внимание нужно уделить параллельности продольной оси швеллера плиты и линии проема. Путь движения ворот будет проходить по центру швеллера. Швеллер должен быть заложен строго горизонтально.
2. Опорно-столбчатый фундамент
Опорно-столбчатый фундамент для ворот представляет собой два армированных столба из бетона, тело которых находится в грунте. Между собой столбы соединяются монтажной плитой, которая служит основанием для роликовых тележек. Садовым буром делаются две ямы глубиной 1,7 -2 м. и диаметром от 20 до 35см. Расстояние между сваями должно быть на 20-30 см. меньше ширины проема. Отверстия под сваи нужно пробурить близко к забору. Ямы армируются и в них устанавливаются закладные (пластина из металла с приваренной вниз арматурой). Конструкция бетонируется. Уровень верхней площадки закладной должен совпадать с уровнем дорожного покрытия. Когда бетон наберет начальную прочность, можно приварить монтажную плиту и приступать к установке полотна. Ось монтажной плиты должна повторять путь движения полотна будущих ворот. Плоскость плиты нужно расположить горизонтально.
3. Фундамент на винтовых сваях
Практика установки ворот на винтовые сваи в России новая и отзывов длительного использования ворот, установленных так, не получено. Заказчики, которым были установлены ворота на сваях отзываются о них положительно.
Большим плюсом такого основания является низкая цена и возможность сделать работы за один день, но чтобы вкрутить сваю нужно или приложить серьезные усилия и сноровку, или использовать дорогостоящую технику.
Подготовка электропроводки для установки автоматики
Для ворот, открывать которые в дальнейшем будут автоматически, на этапе закладки фундамента нужно заложить электропроводку.
Закладку проводки в грунте и фундаменте нужно производить в стальных или ПНД трубах. Используемые трубы должны быть целыми по длине. Перед закладкой трубы нужно внутрь нее пропустить проволоку, чтобы потом легко протащить провода. Диаметр трубы внутри должен быть не менее 30 мм. Геометрия труб, швы и места изгибов не должны мешать свободному прохождению проводки. Глубина укладки труб зависит от грунта на месте проведения монтажных работ. Рекомендуемый тип кабеля для проводки – гибкий медный кабель ПВС.
Можно проложить кабель в ПНД трубы с внутренним диаметром 15 – 25 мм. В этом случае кабель в ПНД трубы следует заложить заранее. Чтобы избежать попадания воды, выходы электрических проводов нужно надежно загерметизировать. Можно использовать бронированный кабель.
Этап третий. Изготовление полотна ворот
Чтобы изготовить ворота откатные своими руками, для конструкции помимо металлопроката и инструмента потребуется приобрести комплект фурнитуры. На схеме откатных ворот выше мы описали компоненты системы. Фурнитура для откатных ворот различается по максимальной ширине проема и массе ворот, которую может нести балка и тележки.
К примеру, если ворота весят до 350 кг, а длина проёма составляет 4 метра, можно использовать комплектующие МИКРО 6, Дача 6. Как правило они предназначены для частного использования: коттеджа, дачного участка. Ограничение по массе подразумевает легкую отделку из профильного листа, сетки или штакетника.
Для конструкций до 500 кг и длиной проёма максимум 5 метров нужно использовать комплект ЭКО 7. Это могут быть легкие кованые ворота, конструкции с отделкой профнастилом или легкими породами дерева (сосна).
Если полотно весит около 800 кг, а проём широкий (до 7 метров) необходимо подобрать комплектующие, способные справиться с такой задачей, например, комплект ЕВРО от компании РОЛТЭК.
Самые мощные детали для комплектации – система МАКС – способна выдерживать полотно, вес которого до двух тонн, при проеме до 12 метров.
Рекомендуем при покупке комплектующих для изготовления откатных ворот своими руками продумать их доставку, так как направляющая может быть длиной 5 и более метров. Ее можно перевезти самостоятельно, на багажнике легкового автомобиля, а можно нанять спец. транспорт, или заказать доставку у нас. Если вы хотите, чтобы комплектующие доставили в другой город – мы все организуем. Цена доставки по Росиии не высока, потому что груз везут сборно. Уточнить цену перевозки можно позвонив нам.
Можно разрезать направляющую балку на 2 части – тогда вопрос с доставкой значительно облегчится. Мы выполняем рез специальной фрезой и балка состыкуется идеально. На месте направляющую можно сварить без потери качества.
Для сборки рамы откатных ворот для проема 4*2 м. понадобится:
- труба профильная сечением 60*40 (можно также использовать трубу 60*30) – 3 трубы стандартной длины 6 м.
- труба профильная 40*20 или 20*20 для изготовления обрешетки (на нее крепится заполнение полотна ворот из профнастила, дерева и др.) – 5 труб стандартной длины 6 м.
Чаще всего раму делают по технологии цельносварных конструкций. В последующем она может быть отделана деревом, штакетником и пр.
Чертеж откатных ворот
Наша компания производит самонесущие откатные ворота с 1992 года. За это время в конструкции произошли значительные изменения. Ниже мы опишем наиболее оптимальную, по нашему мнению, конструкцию рамы.
Чертеж рамы откатных самонесущих ворот на проем шириной 4 000 мм, высотой 2 000 мм на несущей системе РОЛТЭК МИКРО
Чертеж узлов А, В
ЗАГОТОВКА НА СТАНДАРТНУЮ РАМУ 4000х2000 на несущей системе МИКРО/ЭКО





