Особенности сварки труб из полиэтилена низкого давления, виды сварки ПНД труб
 Человек, который затеял либо занимается ремонтом, должен быть хорошо знаком с полимерами. Этот материал широко применяется в сантехнике. Полиэтиленовые (ПЭ) соединения на сегодняшний день являются одними из самых распространенных. Широко используется как сварка полиэтиленовых труб своими руками, используя аппарат для сварки полиэтиленовых труб, так и в производстве: водоснабжение, канализация и магистрали для химических жидкостей. Точнее, широко применяется именно сварка ПНД труб. Это ПЭ низкого давления или высокой плотности. Он обладает рядом положительных характеристик, что и делает его таким популярным и постепенно заменяющим такие материалы как чугун, сталь и бетон. Пайка ПЭ труб характеризуется следующими особенностями:
Человек, который затеял либо занимается ремонтом, должен быть хорошо знаком с полимерами. Этот материал широко применяется в сантехнике. Полиэтиленовые (ПЭ) соединения на сегодняшний день являются одними из самых распространенных. Широко используется как сварка полиэтиленовых труб своими руками, используя аппарат для сварки полиэтиленовых труб, так и в производстве: водоснабжение, канализация и магистрали для химических жидкостей. Точнее, широко применяется именно сварка ПНД труб. Это ПЭ низкого давления или высокой плотности. Он обладает рядом положительных характеристик, что и делает его таким популярным и постепенно заменяющим такие материалы как чугун, сталь и бетон. Пайка ПЭ труб характеризуется следующими особенностями:
- Возможность многолетней эксплуатации (более 50-ти лет).
- Бесстрашие к коррозии, не боятся агрессивных условий окружающей среды.
- Параметры сварки очень универсальны. Этим пользуются люди, далекие от профессии сварщика и строителя, используя специальное оборудование для сварки полиэтиленовых труб в домашних условиях. Учитывая, что услуги по сварке подлежат оплате, этот вариант для многих людей очень выгодный.
- Относительно демократичная цена.
- Прочность.
- Наличие нескольких технологий пайки ПНД труб.
- Оборудование для сварки ПЭ труб легко в использовании.
- Инструкция по сварке ПЭ труб проста для обычного человека.
- Быстрое время сварки.
- Аппарат для пайки ПНД соединений своими руками относительно недорогой.
- Сварка ПНД труб своими руками безопасна, при соблюдении небольшого ряда условий и правил по технике безопасности.
- Легкий вес.
- Эластичные и не трескаются.
- Подходят для регионов с сейсмической активностью.
- Экологически безопасны.
- Быстрый монтаж.
Почему ПЭ высокой плотности такой особенный?
Полиэтиленовая труба высокой плотности довольно жесткая. Молекулярная связь этого продукта очень крепкая, поэтому изготовление очень прочное. ПЭ низкого давления получают из нефти. Он отличается морозостойкостью, не выделяет вредных веществ в окружающую среду и безопасен для здоровья человека. ПЭ низкого давления инертен с биологической точки зрения и легко перерабатывается.
В зависимости от назначения трубопровод из ПЭ высокой плотности бывает:
- Пищевой (для питьевого водоснабжения)
- Технический (для газоснабжения, канализации, кабелей)
Способы соединения бывают разъемные и неразъемные. По наименованию можно сразу определить в чем разница: разъемные можно разобрать после пайки, неразъемные – нельзя. Последние обычно применяются при необходимости работы с высокими показателями давления.
Сварка ПЭ труб и ее виды
Сварка труб из полиэтилена бывает следующих видов:
- Терморезисторная.
- Муфтовая.
- Сварка встык (стыковая сварка ПНД труб).
- Метод враструб.
Способы, которые чаще всего применяются, указаны в первых двух пунктах. Технология сварки труб ПНД враструб применяется очень редко.
Терморезисторная сварка полиэтиленовых труб
Данная технология сварки труб ПНД называется также электромуфтовой. Непосредственный контакт происходит с использованием фитингов (муфт), которые имеют специальных электрический нагреватель. Сварка полиэтиленовых труб муфтами проводится обычно, если нет возможности произвести соединение встык, если требуется сварка в старом трубопроводе, если нужны отводы в уже действующие трубопроводы. Детали для этого вида соединения довольно дорогостоящие. Этапы терморезисторного вида соединения:
- Отрезаем элементы нужного размера, очищаем их от загрязнений, жира и прочего мусора.
- Делаем отметки на деталях маркером, чтобы знать границы, до которых нужно вставить готовый элемент трубопровода в фитинг. Элементы, которые не свариваются, но уже подрезаны до нужного размера, лучше защитить специальными насадками от потенциально возможной пыли и грязи.
- Электромуфту нужно связать со сварным устройством через провода, включить его. После нагрева до нужной температуры оборудование для сварки полиэтиленовых труб выключается самостоятельно. И вуаля! Пайка полиэтиленовых труб электромуфтами завершена.
 Труба в разрезе после сварки электромуфтовым способом
Труба в разрезе после сварки электромуфтовым способом
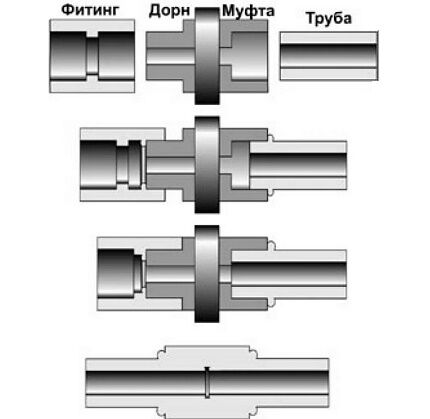
Муфтовые соединения
Аппарат для пайки ПНД соединений муфтовым способом – это обычный паяльник. Помимо муфт еще используются тройники и уголки. Паяльник имеет специальные насадки различных размеров. Эти насадки нагреваются, чтобы при контакте с элементом трубопровода или фитингом, их окончания «подплавились» и были готовы для сборки. Насадка паяльника состоит из дорна и гильзы. Дорн нагревает элемент внутри, а в гильзу его вставляют для нагрева внешней поверхности. Как уже упоминалось выше, технология сварки ПЭ труб проста и пайка ПНД труб своими руками легка в осуществлении.

Ниже перечислим основные правила муфтовых соединений:
- Перед началом работы очистите помещение от мусора и лишних предметов.
- Подготовьте необходимые сварные элементы: подрежьте их до необходимых размеров, очистите от мелкого мусора и грязи.
- На сварном оборудовании должна быть установлена температура сварки ПНД труб. Аппарат для сварки ПЭ труб при достижении необходимой отметки подаст вам сигнал.
- Элемент трубопровода необходимо вставить в гильзу, а фитинг – в дорн физическими усилиями. В процессе вставки элемента и фитинга, лишний расплавленный материал выходит наружу, образуя кольцевой валик. После нагрева элементы необходимо снять с наcадки и соединить до упора в кольцевой валик. Чтобы знать, когда прекратить «надавливание», лучше отметить нужную границу маркером заранее.
- Сварка полиэтиленовых труб большого диаметра требует большего количества времени нагрева, и наоборот.
- Готовое соединение нужно остудить, не подвергая его никаким воздействиям извне.
Стыковая сварка полиэтиленовых труб
Сварка встык полиэтиленовых труб и характеризуется основными особенностями и отличиями. Для нее необходимо специальное оборудование. Эта сварка полиэтилена только низкого давления, трубопровод получается гибким. Этот вид соединения требует мастерства. Важно, чтобы оно получилось только с одним швом, иначе конструкция будет некачественной.

Стыковая сварка полиэтиленовых труб: основные этапы.
- Фиксируем окончания свариваемых элементов в центраторе сварного оборудования, выравниваем их.
- С использованием спирта очищаем концы деталей от жира, грязи и мусора.
- Обрабатываем окончания элементов трубопровода путем торцовки. Торцовка – это технологический процесс механической обработки. Она проводится в целях достижения параллели между двумя деталями. Поэтому, торцевать необходимо до тех пор, пока они не станут полностью друг другу параллельны, без зазоров.
- Сварочная техника используется для нагрева торцов. Сварка полиэтиленовых труб большого диаметра занимает больше времени.
- Нагретые элементы торцами соединяем друг с другом до полного затвердевания (около 5-10 минут), после чего проверяем насколько надежным получился стык.
 Внешний вид правильно и ошибочно сваренных встык труб
Внешний вид правильно и ошибочно сваренных встык труб
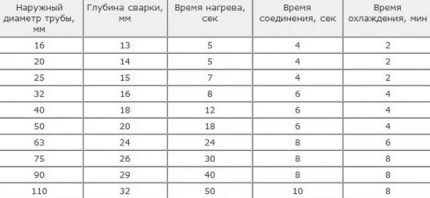
Ниже приведена таблица сварки ПНД труб в зависимости от диаметра:
Таким образом, сварка труб ПНД, имеет свои особенности и отличия. Хотя общий принцип аналогичен с полипропиленовыми изделиями и изделиями из пластика. Схожесть также в том, что возможна сварка ПНД труб своими руками, однако всех видов. Для ПЭ низкого давления больше применима технология сварки полиэтиленовых труб встык. Именно стыковая сварка полиэтиленовых труб требует знаний, особых навыков и опыта специалиста в области данной профессии. Поэтому стыковая сварка полиэтиленовых труб своими руками, обычно не распространена на практике.
Сварка труб ПНД: технологии, оборудование и материалы
В этой статье мы расскажем о том, как и с применением какого оборудования, выполняется сварка труб ПНД. Тема статьи актуальна, так как водопроводные и канализационные системы, собранные из полиэтилена, приобретают все большую востребованность.
И это неудивительно, так как цена полиэтиленовых конструкций на сегодняшний день является очень привлекательной, даже в сравнении со стоимостью полипропиленовых аналогов. Но перед тем как перейти к описанию сварочного процесса рассмотрим, что собой представляют материалы, которые нам предстоит соединить в единый водопровод.

Работа сварочного оборудования в полевых условиях
Основные характеристики используемых материалов

Отрезки труб для устройства водопровода
Трубы ПНД изготавливаются из полиэтилена низкого давления, что обеспечивает их устойчивость к механическим нагрузкам в сочетании с эластичностью.
Такой тип полиэтиленовых труб нашел широкое применение при устройстве безнапорных и напорных трубопроводов с температурой транспортируемой среды не выше +40 ºС. Кроме того, полиэтилен низкого давления может использоваться для устройства газораспределительных и канализационных коммуникаций, при условии что трубы обладают химической стойкостью к транспортируемым средам.

Газовая ПНД труба в бухте
При изготовлении труб ПНД используется полиэтилен марки ПЭ80 и 100. Такие материалы соответствуют требованиям ГОСТ 18599-2001 (устройство систем водоснабжения) и требованиям ГОСТ Р 50838-2009 (устройство газопроводов).
Отличить газовые трубы от водяных позволяет маркировка и боковая полоса. Для воды – полоса синяя, а для газа – желтая.
Важно: Газовые трубы можно использовать при монтаже систем газо- и водоснабжения.
В то же время применение водяных труб для транспортировки газа недопустимо.
Труба полиэтиленовая низкого давления изначально предназначена для подземной прокладки, но при необходимости может быть использована для внешнего монтажа. Изделие реализуются отрезками по 12 метров и бухтами по 100 и 200 метров.
Важно: Труба, приобретённая в бухтах, задолго до начала сварных работ должна быть разложена на ровном месте для выпрямления.
Соединение может быть выполнено двумя методами:
- неразъемное соединение посредством сварки встык или с использованием электромуфты;
- разъёмное соединение с применением специальных компрессионных фитингов для труб.
Если разъёмное соединение можно применить при устройстве водопровода, то при строительстве систем подачи газа допускается только сварка труб встык.
Оборудование для соединения встык

Станок в процессе проведения сварочных работ
Оборудование под сварку ПНД труб встык представлено станками для работы в стационарных или полевых условиях. И те и другие модификации состоят из рамы (станины), на которой расположены центрующие зажимы, позволяющие осуществлять продольное перемещение спаиваемых деталей.
Оборудование оснащается нагревательным элементом, периметр которого повторяет внешний диаметр труб. Кроме того, в комплект входит устройство для выравнивания торцов. Это механический инструмент, который одновременно выравнивает оба торца.
Стационарные аппараты, как правило, полностью механизированы и перемещение труб по станине выполняется посредством домкратов. Некоторые мобильные станки предполагают необходимость в ручном передвижении спаиваемых элементов.
Технология сварки встык

Готовый стык после снятия зажимов
Такая сварка ПНД труб своими руками актуальна для построения систем с диаметром 50 мм и больше.
Совет: Как уже было сказано, для выполнения соединения встык потребуется сварочный аппарат, цена которого высока.
Поэтому такое оборудование применяют профессионалы, в то время как начинающие сантехники могут взять высокотехнологичное устройство в аренду.
Технология соединения полиэтиленовых изделий встык заключается в разогреве торцевых срезов до температуры плавления и в стыковке под давлением. Прочность полученного шва достаточная для долговременной эксплуатации полученного соединения, но при том условии, что это соединение будет использоваться неподвижно.

Схема пайки встык
Инструкция стыковой сварки следующая:
- Торцы труб обрезаются под прямым углом и укладываются в станок так, чтобы один торец располагался напротив другого;
- Далее, свариваемые элементы фиксируются металлическими захватами (по два центрующих захвата с каждой стороны) в том положении, в котором они будут спаиваться;
- Между торцами устанавливается устройство, выравнивающее концы труб под прямым углом;
- Затем между выровненными торцами устанавливается нагревательный элемент, который разогревает периметр полиэтиленовых труб до рабочей температуры;
- Далее нагревательный элемент убирается, и расплавленные торцы на 2-3 минуты прижимаются под высоким давлением;
- После того как полимерный материал остыл, соединение отличается не только высокой прочностью, но и эстетичностью шва.
Электромуфтовая сварка

Электромуфтовое соединение большого диаметра
Этот технологический процесс позволяет собирать полиэтиленовые трубы в единые системы с учетом высокой прочности соединения. Инструкция сварочных работ несложна и допускает возможность выполнения своими руками, без необходимости в услугах профессиональных специалистов.
Принцип соединения двух труб в единое целое заключается в подаче напряжения на спираль, вплавленную в муфту для труб. За счет этого, муфта нагревается до требуемой температуры и плавится. Для того чтобы оплавить полимерную муфту, применяется специальный аппарат, подающий на фасонный элемент требуемое напряжение.
Среди преимуществ технологии следует отметить следующее:
- простота процесса реализации сварки в сравнении со станками, паяющими встык;
- более высокая устойчивость к механическим деформациям в сравнении со стыковым соединением;
- малые типоразмеры и вес станка, что позволяет проводить работы в полевых условиях;
- возможность пайки стыков с небольшим промежуточным зазором.
Технология проведения электромуфтовой сварки

На фото – приваривание муфты
- Полиэтиленовые трубы располагаются на одинаковом уровне относительно друг друга. Если в наборе идут специальные регулируемые направляющие подставки, используем их, если нет, обходимся подручными средствами.
- Обрезаем торцы специальным резаком, который обеспечивает возможность реза под углом 90º.
Важно: Нельзя резать трубы ножом или пилой, поскольку так не удастся добиться оптимального качества и ровности реза.
- Используя безворсовую ветошь и обезжириватель на спиртовой основе, тщательно протираем торцы с наружной и с внутренней стороны.
- На каждой из труб отмеряем от торца расстояние, равное половине муфты и отмечаем посредством специального белого маркера.
- По всему отмерянному расстоянию снимаем поверхностный слой. Для этих целей применяем специальный скребок, который входит в комплектацию сварочного аппарата.
Важно: Ни в коем случае нельзя выполнять такую работу, используя наждачную бумагу, так как отдельные зерна абразива в полиэтилене сделают пайку негерметичной.
- По отмерянному краю, где будет оканчиваться муфта, устанавливаем специальный зажим, который впоследствии позволит позиционировать трубу.
- Зачищенный участок трубы обезжириваем.
- Устанавливаем муфту на оба торца и включаем оборудование для сварки труб ПНД. Пайка длится около 4 минут, в то время как на остывание пластика уходит еще около 10 минут.
Вывод
Как вы могли убедиться, сделать соединение труб ПНД своими руками не так уж сложно, если располагать соответствующим оборудованием. Больше полезной информации, которая пригодится при проведении монтажа, вы сможете найти, посмотрев видео в этой статье.
Монтаж труб ПНД своими руками: инструкция по сварке + как согнуть или распрямить такие трубы

Полиэтилен низкого давления в рейтинге популярности среди материалов, применяемых для сборки трубопроводов, занимает первенствующие позиции. Секрет такой востребованности легко объясняется универсальностью применения и простотой монтажа полиэтиленовых труб.
Но как и при работе с любым другим полимером качественный монтаж труб ПНД своими руками можно выполнить лишь при условии строгого соблюдения технологии. Мы расскажем, какие нюансы учитывать, выполняя состыковку элементов. Объясним, как правильно выполнять их сгибание и распрямление.
Эффективные способы состыковки ПНД труб
Технологически соединить ПНД трубы можно двумя основными методами – неразъемным и разъемным.
Первый предполагает задействование сварочного аппарата, второй реализуют без использования такового.

Сварные неразъемные соединения дают возможность максимальной герметизации, что особо актуально при обустройстве магистралей под давлением. Разъемные соединения удобны в монтаже и дают возможность в любой момент разобрать трубопровод с тем, чтобы изменить конфигурацию магистрали или дополнить ее новыми отводами.
Неразъемные способы соединения
Для состыковки ПНД труб применяют два неразъемных способа соединения: посредством сварки встык и путем установки электросварочной муфты.
В любом случае при реализации этих методов к соединениям предъявляют такие требования:
- Максимальный угол смещения свариваемых отрезков должен составлять не более 10% относительно толщины стенки состыковываемых труб.
- Стыковочный шов следует делать выше внешнего уровня поверхности примыкающих отрезков.
- Высота валика качественно выполненного шва должна варьироваться в диапазоне 2,5-5 мм.
Оптимальное значение высоты валика зависит от толщины стенок оплавляемого изделия. На тонкостенных трубах (до 5 мм) он должен быть не более 2,5 мм. Если толщина стенок труб варьируется в пределах 6-20 мм, то высота валика должны быть не более 5 мм.
Посредством сварки труб встык
Создание неразъемного соединения осуществляется за счет размягчения материала до состояния тягучей субстанции с тем, чтобы произошло диффузное объединение его частей. Его применяют для труб, имеющих толщину стенок свыше 5 мм.

Метод соединения с применением сварки используют на прямых участках водопровода, который предполагается эксплуатировать под давлением. Только он позволяет получать герметичное соединение при диаметрах свыше 200 мм, поскольку не создает потерю жесткости труб, приводящей к деформации.
Прочную сварку труб ПНД своими руками осуществляют с использованием специального инструмента. Суть метода заключается в нагревании торцов состыковываемых элементов до вязкого состояния с помощью нагревательной насадки. Размягченные концы просто соединяют друг с другом под давлением, после чего участку соединения просто дают остыть.

При выполнении сварочных работ важно выдерживать температурный режим нагревательных элементов.
Параметры выдержки времени и температуры нагревательных элементов определяют, беря в расчет три фактора:
- Толщина стенок трубопровода.
- Диаметр отводов.
- Технические параметры паяльного устройства.
Соединение труб путем сварки является наиболее надежным и долговечным вариантом. С его помощью можно создать неразъемное крепление, которое способно выдержать давление как безнапорных, так и напорных систем водоснабжения.

Сварку выполняют в такой последовательности:
- Коммуникацию обрезают до заданного размера. Подравнивают параллельность плоскости концов. Торцы зачищают отрезом наждачной бумаги.
- С торцов снимают фаску шириной 2-3 мм. Место сварки тщательно прочищают и обрабатывают обезжиривающим составом.
- Паяльник устанавливают на отметку нагрева в 260°. Пока он прогревается, нанизывают сварочные насадки и ждут, пока их степень нагрева достигнет заданной температуры.
- С помощью центрирующего механизма в полость насадки заглубляют фитинг и торец трубы. Если в паяльнике центрирующего механизма не предусмотрено, соосность придется проверять «на глаз», делая состыковку максимально точной.
- Отцентрированные элементы задвигают до указанной отметки, соединяя под давлением, и выдерживают указанное в инструкции время для оплавления.
- После завершения работы аппарат отодвигают в сторону и отключают от сети. Участок сварки без смещения и поворота фиксируют в заданном положении до полного охлаждения поверхности.
При выполнении сварки важно не передержать. Это может спровоцировать образование наплыва полиэтилена на внутренний диаметр изделия.
Для получения надежного крепления глубина установки должна составлять порядка 2 мм. Выдерживая заданную глубину, полученный сварочный шов будет иметь ровный презентабельный вид с одинаковой высотой отступа.
С этапами сварки труб ПНД встык ознакомит следующая подборка фото:
Посредством электромуфтовой сварки
При реализации этого способа неразрывного соединения задействуют электромуфтовую сварку либо электросварочный фитинг.

Этот метод эффективен, когда приходится работать в стесненных условиях. К примеру, при выполнении ремонтных работ в колодцах или когда нужно сделать врезки в ранее соединенные трубы.
Единых стандартов для проведения раструбной пайки в отечественных нормативных документах нет. Эта технология чаще применяется в европейских странах и регламентируется стандартами DVS-220715.
Технология соединения ПНД труб с задействованием муфт включает ряд основных этапов:
- Подготовка участка коммуникации. Наружную поверхность отвода отчищают от жира и пыли. Для этой цели используют мыльные и спиртовые растворы, которые в широком ассортименте представлены в строительных магазинах.
- Обработка мест стыка. Плотность крепления напрямую зависит от того, насколько гладко выполнен срез. Для получения идеально гладкой поверхности торец трубы затирают отрезом мелкозернистой наждачной бумаги.
- Создание фасок. Стык отвода подрезают на 45°. Скос позволит обеспечить максимально плотное прилегание элементов и их крепление.
- Монтаж муфты. Муфту подключают к источнику питания. После того как она нагреется до заданной температуры, одной стороной (дорном) муфту надевают на трубу, а вторым концом (гильзой) соединяют со вторым отводом трубы.
Ключевым условием выполнения электромуфтовой сварки является обеспечение в момент разогревания и застывания элементов неподвижности деталей. При заглублении отводов отрезков в полость разогретой муфты важно работу выполнять быстро, но максимально осторожно с тем, чтобы не перегреть полиэтилен.
В момент заглубления отрезков в полость муфты будьте готовы к тому, что из-под нее начнет понемногу проступать жидкая пластмасса. После завершения работ остается только снять муфту, а соединенный трубопровод разложить на твердой поверхности с тем, чтобы зафиксировать его в желаемом положении.
После застывания расплава на месте стыка будет виден плотно прилегающий к трубе обжимной хомут.
Но выбирая этот метод, стоит учитывать, что пластиковые трубы не отличаются высокой жесткостью. А потому при сильном внутреннем давлении созданный шов может просто разойтись. Муфтовое соединение – не лучшее решение для обустройства коммуникаций отопления и создания отводов под умывальник.
Оценке слабых и сильных сторон различных способов сварки ПНД труб посвящена статья, с содержанием которой мы советуем ознакомиться.
Разъемные методы соединения
Если рассматривать варианты разъемного соединения, то они реализуются с применением фланцев и компрессионных фитингов. При строгом соблюдении монтажа они получаются такими же надежными, как и те, что создаются при задействовании сварочного аппарата.
Сварка и монтаж труб ПНД
Полимеры проникли практически во все сферы деятельности современного человека. Особо востребован сегодня полиэтилен низкого давления (ПНД). Он занял значительную по объёму нишу в сегменте сантехнического оборудования мирового рынка. Сегодня из него изготавливается большая часть трубопроводов и к ним трубопроводная арматура. В число достоинств труб ПНД входит лёгкость монтажа, его может выполнить один человек благодаря небольшому весу изготовленных из полиэтилена изделий.

Сварка труб ПНД проводится разными методами
Виды соединений
Соединения ПНД труб бывают следующих типов:
- разъёмные. Во время эксплуатации их можно разбирать. Для создания такого соединения используются стальные фланцы;
- неразъёмные. Разборка в процессе эксплуатации невозможна.
Последний вид соединения производится двумя способами: посредством стыковой сварки полиэтиленовых труб и с помощью сварки полиэтиленовых труб муфтами.
Монтаж трубопровода большого диаметра производится при помощи терморезистивных фитингов, а также путём сварки труб полиэтиленовых встык. В любом случае соединение получается монолитным и, соответственно, очень надёжным.

Если необходимо разъемное соединение, следует применять фланцы
Выполнение стыковой сварки труб ПНД своими руками
Сварка полиэтиленовых труб встык требует применения специального сварочного оборудования. Но упрощение процесса монтажа обусловливает отсутствие необходимости в дополнительных деталях. Использовать такую технологию можно только для ПНД труб одинакового диаметра.
Полезная информация! Стыковая сварка труб ПНД только тогда получится качественной, когда она будет выполнена одним швом. Так обеспечивается равная прочность контакта прилегающих частей труб.
Монтаж, выполняемый по технологии сварки полиэтиленовых труб встык является наиболее универсальным и эффективным. При её использовании сохраняется гибкость полиэтилена по всей длине трубопровода. Этот процесс не создаёт никаких сложностей независимо от предусмотренного проектом типа прокладки трубопровода: открытая укладка труб, традиционный способ либо бестраншейная реновация.

Встык свариваются только трубы одинакового диаметра
Сварка полиэтиленовых труб встык своими руками с помощью нагревательного инструмента выполняется следующим образом:
- сначала концы свариваемых элементов трубопровода установите в центраторе сварочного агрегата;
- после их выравнивания и надёжной фиксации очистите торцы труб от пыли и грязи х/б салфеткой;
- затем обработайте свариваемые поверхности механически с помощью торцующего устройства. Когда получится равномерная стружка, толщина которой не будет превышать 0,5 миллиметра, торцовку прекратите, извлеките устройство и рукой проверьте взаимную параллельность торцов;
- если вы обнаружите, что между свариваемыми поверхностями присутствует зазор, превышающий допустимое значение, операцию торцовки повторите;
- далее при помощи нагревательного инструмента с антипригарным покрытием нагрейте торцы свариваемых труб;
- когда оплавление торцов достигнет высшей фазы, свариваемые поверхности разведите и извлеките из зоны сварки нагревательный элемент;
- сделав это, сомкните свариваемые поверхности и начните равномерно поднимать давление прижима, пока его значение не достигнет требуемой величины;
- шов выдерживайте под заданным давлением определённый промежуток времени.
На заключительном этапе проверьте качество сварки трубы ПНД по внешнему виду грата, а также по высоте и ширине.
Муфтовой способ сварки ПНД труб своими руками
Сварка, выполняемая этим методом, требует наличия специального сварочного аппарата – паяльника, укомплектованного набором специальных насадок. Диаметры насадок соответствуют стандартным значениям этого параметра арматуры.

Сваривать трубы из данного материала можно и при помощи специального паяльника
При муфтовой сварке ПНД труб используются фитинги. Они могут иметь различную конфигурацию: муфты, уголки, тройники. Свариваемыми поверхностями являются части трубы и фитинга. Если работа выполняется своими руками впервые, могут случиться неудачные соединения или перекосы.
Полезный совет! Учитывая вышесказанное, фитинги покупайте с запасом.
Муфтовая сварка может выполняться в стеснённых условиях, там, где осевое перемещение труб ограничено. Нагрев полиэтиленовых компонентов осуществляется контактом с нагретой выполненной из металла сварочной насадкой. В её конструкцию входят 2 свинчивающиеся части. Внутренняя поверхность фитинга нагревается частью насадки, получившей название дорн. Другая половина называется гильзой. В неё вставляется труба. Для того чтобы вставить насадку в отверстие паяльника, дорн и гильзу необходимо свинтить. Технология муфтовой сварки предполагает выполнение следующих действий.
Подготовка фитинга и сварочной насадки
Прежде, чем начать соединение, нужно провести некоторые предварительные работы.
- Обрезка трубы специальными ножницами до нужного размера. Выполнить эту операцию необходимо так, чтобы сечение среза было строго перпендикулярным продольной оси трубы.
- Очистка поверхностей, подвергаемых сварке полиэтиленовых частей. Чтобы исключить дополнительное охлаждение, свободные концы труб закрываются пробками.
- Очистка поверхности сварочной насадки от остатков ранее выполненной работы.
Проделав эти подготовительные операции, нагрейте насадку до сварочной температуры. О том, что значение этого параметра достигло необходимой величины, вам просигнализирует индикатор, который установлен на корпусе паяльника.

Для труб ПНД существуют фитинги разной формы и назначения
Полиэтиленовая труба вставляется в гильзу до упора, и фитинг надевают (тоже до упора!) на дорн. Из-за разницы в диаметрах выполнение этих действий потребует от вас приложения определённых усилий. Делать всё нужно быстро, но аккуратно. Ниже приведена таблица времени сварки. В ней содержатся данные о трубах с наиболее востребованными наружными диаметрами.
Таблица 1
| Dнар., мм | Tнагр. секунды | Tсоед., секунды | Tохлажд., минуты |
| 16 | 5 | 4 | 2 |
| 25 | 7 | ||
| 40 | 12 | 6 | 4 |
| 50 | 18 | ||
| 75 | 30 | 10 | 8 |
Здесь: Dнар – наружный диаметр, Tнагр – время нагрева, Tсоед. – время соединения, Tохлажд. – время охлаждения.
Во время ввода трубы и надевания фитинга до упора, избыточный слой их поверхностей расплавляется и выдавливается наружу. В результате на кромках свариваемых деталей формируется так называемый грат – кольцевой валик.
В момент, когда фитинг и труба достигнут упора, надавливание следует прекратить. Это очень важное требование. Его невыполнение приведёт к тому, что соединение будет неудачным. И полагаться на то, что увеличение сопротивляемости продвижению деталей просигнализирует о достижении упора, особо не стоит. Из-за оплавления материала оно возрастет незначительно, и вы его можете не заметить.
Полезный совет! Чтобы не пропустить этот момент, на трубе нанесите фломастером риску.
Заключительный этап представляемой методики, как сваривать трубу ПНД своими руками муфтовым способом, очень важен. Спустя несколько секунд после того, как упор будет достигнут, снимите детали с насадки. Затем вставьте трубу в фитинг так, чтобы она упёрлась в кольцевой валик. Получившуюся сплошную деталь до момента её остывания не подвергайте ударам и прочим резким воздействиям.
Электромуфтовая сварка полиэтиленовых труб
Для реализации соединения такого типа используется муфта, оснащённая закладными электронагревательными элементами. С экономической точки зрения сварка труб ПНД, выполняемая по этой технологии, менее выгодна по сравнению со сваркой встык.

При сваривании электромуфтой внутреннее пространство трубы на стыке не уменьшается
Однако такой способ пользуется большой популярностью благодаря тому, что уровень проходимости труб не снижается, поскольку на их внутренней поверхности грат не образуется. А в ограниченном пространстве, когда разместить габаритный агрегат для сварки не представляется возможным, этому способу альтернативы нет.
Соединение двух труб ПНД в прямолинейный участок производят чаще всего при помощи простой электромуфты. Но для выполнения этой операции пригодны также седловые отводы и электрофузионные тройники. Ниже пойдёт речь о том, как сваривать ПНД трубы своими руками с использованием именно электромуфт. Кроме рук, вам потребуется электрофузионный сварочный аппарат. Сварка выполняется полиэтиленовым сварным фитингом.
Этому изделию присущи некоторые особенности. В него встроены специальные спирали, служащие в качестве нагревательных элементов. Расплавленная от нагретой спирали часть тела фитинга соединятся с пластиком деталей, формирующих трубопровод. При этом спираль навсегда остаётся в монолитном шве. По такой технологии создаётся соединение высокой прочности. Однако она относительно дорогая. Чаще используется при сборке газопроводов.

На внутренней поверхности муфты расположены спирали, которые нагревают трубы
Проведение электромуфтовой сварки ПНД труб предусматривает выполнение следующих действий:
- с помощью специального резака трубопровод разрезается на части нужного размера;
- очистка от грязи и обезжиривание внутренней поверхности электромуфты и свариваемых поверхностей труб ПНД;
- нанесение на трубы рисок, позволяющих контролировать глубину ввода;
- для исключения дополнительного охлаждения свободные концы трубопровода закрываются заглушками;
- специальными проводами сварочный аппарат соединяют с электромуфтой и нажимают на аппарате кнопку «Старт»;
- окончание сварки осуществляется автоматическим отключением аппарата. Использовать полученное соединение можно не менее чем через час.
Важно! Обязательным условием выполнения качественной электромуфтовой сварки является неподвижность деталей во время процессов разогревания и остывания.
К сварным соединениям предъявляются следующие требования:
- располагаться сварной шов должен не ниже наружного уровня поверхности трубы;
- смещение свариваемых отрезков относительно друг друга не должно превышать 10 процентов от толщины стенки полиэтиленовой трубы;
- высота валика качественного сварного шва на трубах, толщина стенок которых не более 5 мм включительно, должна быть до 2,5 мм. Если соединяются трубы с толщиной стенок 6…20 миллиметров, его высота не должна превышать 5 мм.
Выбирая способ соединения, учитывайте условия эксплуатации создаваемого трубопровода. Только тогда вся система будет функционировать надёжно продолжительный отрезок времени.
6 способов сварки полиэтиленовых труб: какой лучше и почему + пошаговая технология пайки своими руками

Трубы, изготовленные из полиэтилена ПНД, используются практически во всех современных коммуникационных системах, начиная с подачи воды и заканчивая газопроводами и каналами для протяжки кабеля. Они прочные, эластичные и износостойкие. Правильный монтаж трубопроводной системы из полиэтилена обеспечит ее надежность даже в местах стыков трубных отрезков, а знание того, как соединить трубы ПНД своими руками, сэкономит средства на их установку.
Типы соединений труб из ПЭ
Полиэтиленовые трубы можно соединять в единую магистраль при помощи разных способов. При этом каждый из них пригоден для конкретных условий.
- Так, стыковка туб из ПНД при помощи фитингов и муфт (раструбная сварка) используется в основном для устройства внутренней части системы водопровода в доме.
- Монтаж трубопровода своими руками с помощью стыковой сварки. Этот способ используется для монтажа протяженного участка коммуникации наружного назначения. При этом трубы можно укладывать и по поверхности грунта, и в траншею с последующим закрытием их грунтом.
- Электромуфтовая сварка. Этот способ соединения туб из ПНД производят с помощью специальных пластиковых муфт со встроенными в них спиральными элементами, которые нагреваются в результате подачи тока к ней.
Рассмотрим подробнее каждый из способов.
Сильные стороны применения электромуфты
Обычно электромуфты применяются в тех случаях, когда сваривать полиэтиленовые трубы встык не удобно или не практично. Чаще всего это бывает в канализационных колодцах, узких и неудобных каналах, монтажных шурфах в основании и стенах домов. Строго говоря, электромуфты приходят на выручку в тех случаях, когда стыковую сварку использовать невозможно.
Еще одно достоинство данного способа стыковки полиэтиленовых труб является его удобство в случае аварии или повреждения трубопровода. Как правило, такие ситуации требуют очень быстрого устранения возникших неполадок. Сварка ПНД труб электромуфтами характеризуется значительной простотой реализации – какие-то особые знания в этом случае не понадобятся.
Легкость установки приспособления обеспечивается наличием на нем специальных отверстий. Для определение оптимального для стыковки температурного режима на современных сварочных аппаратах предусмотрена функция считывания требуемой информации напрямую с штрих-кода, которым оснащаются электромуфты. Процедура соединения реализуется самыми простыми инструментами – устройством для зачистки торцов трубы, электромуфтой и сварочным аппаратом.
Рекомендации для правильной сварки труб ПЭ
Полиэтиленовые трубы можно сваривать при помощи специального оборудования, именуемого паяльником. При этом существует ряд определенных правил, которые позволят сделать соединение элементов ровным, качественным и герметичным.
Требования выглядят следующим образом:
Обзор сварочных аппаратов для полиэтиленовых труб
- Перед выполнением работ стоит изучить характеристики ПНД для каждой трубы и убедиться из сертификатов об их соответствии. В противном случае тубы просто не состыкуются в единую герметичную конструкцию.
- Внутренний просвет туб (диаметр) должен быть идентичным у каждого отреза, предназначенного для монтажа коммуникации.
- Концы труб из ПЭ перед сваркой своими руками необходимо очистить от пыли и грязи, а также обезжирить.
- Процедуру сварки нужно выполнять только в сухом прогреваемом помещении, в котором исключены сквозняки и повышенная влажность.
- После стыкования двух элементов из ПЭ следует избегать любой подвижности магистрали до полного остывания трубопровода, чтобы не допустить нарушения просвета коммуникации.
- К тому же стоит укрывать сварочный шов от прямого попадания солнечных лучей.
Важно: концы туб, с противоположной стороны от свариваемых, следует надежно закрывать для предотвращения попадания в просвет холодного воздуха. Низкая температура способна нарушить технологию сварки труб из ПНД.
Сварка в раструб (муфтовая)
Соединение труб с помощью муфт и фитингов показано для труб из ПНД диаметром до 63 мм. Для этих целей используют ручной бытовой паяльник (сварочный аппарат). Тубы ПЭ большего диаметра сваривают с помощью механического аппарата промышленного.
Важно: перед выполнением раструбной сварки необходимо запастись нужным количеством фитингов плюс небольшой запас на случай брака в работе.
Для проведения раструбной сварки кроме паяльника нужно подготовить труборез и рулетку.
Работу по сварке ПНД туб выполняют таким образом:
- Сварочный аппарат устанавливают на платформу и надёжно закрепляют его. На нагревательную поверхность крепят насадки нужного диаметра при помощи специального ключа. Сварочный аппарат устанавливают на нужную температуру. Для труб из ПЭ (полиэтилена) она должна быть 220-230 градусов.
- Подготовленные к сварке детали надевают на насадки и удерживают до качественного прогревания пластика. Как правило, это 5-7 секунд.
- После того как детали прогрелись, необходимо не спеша, но до упора соединить два элемента и удерживать их в таком состоянии не менее 10 секунд, чтобы фитинг и труба не изменили своего сваренного положения.
- После таких манипуляций внутренний просвет трубы остаётся гладки и герметичным, а полимер, обработанный сварочным аппаратом, образует единое целое.
Важно: следует избегать чрезмерного перегрева труб. Иначе при соединении двух элементов пластик просто сложится в гармошку, что нарушит и внутренний просвет труб, и качество соединения.
Совет: после выполнения каждой процедуры сварки нужно обязательно счищать плавленый полимер с тефлоновой поверхности насадок. Иначе он будет мешать следующему процессу сварки. Причём снимать пластик нужно исключительно деревянным шпателем. Так можно сохранить тефлон целым и невредимым. Убирать пластик в холодном виде и металлическими предметами запрещено.
Стыковая сварка
Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом. Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление. Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Важно: для стыковой сварки пригодны тубы, толщина стенок которых не менее 5 мм, а диаметр превышает 50 мм.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
Описание методов сварки труб из ПВХ
Важно: при разметке туб и их резке стоит брать во внимание техническое уменьшение длины трубы после сварки. Для того чтобы правильно высчитать коэффициент сокращения длины, можно воспользоваться данными ниже:
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;
- Элементы 25 мм — 16 мм;
- Для туб диаметром 32 мм — 18 мм;
- Для туб сечением 40 мм — 20 мм;
- Трубы с диаметром 50 мм — 23 мм.
Монтаж враструб
Нужно отметить, что в отечественных документах Вы не найдете никаких стандартов для проведения растубной пайки. Она описывается только в европейских стандартах DVS 2207-15. Пошаговая инструкция, как провести сварку труб ПНД муфтами:
- Перед началом работы потребуется подготовить коммуникацию. Для этого наружная поверхность очищается от различных загрязнений: пыли, жира. Это можно сделать влажной тряпкой и спиртовым раствором или специальной смесью. Она продается в сантехнических магазинах;
- После приводится в порядок место стыка. От гладкости среза зависит плотность крепления. Следует пройтись по торцу трубы наждачной бумагой или зачистить её при помощи смятой газеты. После стык труб ПНД подрезается для образования фаски 1 мм на 45 градусов, это очень важно для плотного крепления; Фото – стыковка
- Далее, нужно отводы установить в муфту. Она разделяется на две половины: первая надевается на трубу (это дорн), а во вторую вставляется второй отрезок (это гильза). Нужно отметить, что надевание муфты нужно начинать только после нагрева инструмента;
Фото – соединение
После окончания нагрева и сварки нужно снять муфту и зафиксировать трубы на твердой поверхности.
Фланцами работать еще проще. Они представляют собой резьбовые соединения для установки. Соответственно, на одном конце коммуникации вырезается резьба, в которую вкручивается элемент, а уже на него надевается труба. Место стыка прогревается феном или муфтой.
Фото – фланец пнд
Сварка электромуфтовая
Сварка полиэтиленовых труб электромуфтовым способом используется в том случае, если магистраль монтируется в ограниченном пространстве, где мастер не имеет возможности передвигаться свободно. Кроме того такой способ сварки применим для соединения туб с разной толщиной стенок, с различными диаметрами или для монтажа систем канализации.
Электромуфтовая сварка полиэтиленовых труб считается самой дорогостоящей, но при этом соединения, полученные таким способом, пригодны для эксплуатации при давлении 16 атм. Работа по стыковке туб таким методом выполняется с использованием специальных муфт, в конструкции которых имеется нагревательный спиральный элемент.
Сварка выполняется таким образом:
- В первую очередь подготавливают все необходимые отрезы труб с их обязательным обезжириванием и очисткой от грязи, пыли. Таким же образом обрабатывают и внутреннюю часть электромуфты. Желательно в этих целях использовать специальные салфетки, пропитанные спиртовым летучим веществом.
- Концы свариваемых труб следует освободить от производственной окиси методом механической зачистки. При этом те же концы следует ровно обрезать, чтобы соединение было максимально плотным и предотвращало протекание пластика вовнутрь туб.
- Трубы помещают в позиционер и надевают на стык электромуфту. Концы труб с противоположной стороны магистрали на момент выполнения сварки своими руками следует закрыть, чтобы избежать теплопотерь.
- К выводам надетой электромуфты подводят электрический ток и доводят процесс до плавления ПЭ-трубы и качественного её соединения.
Важно: сваренная таким образом ПНД труба должна оставаться недвижимой до полного остывания. Иначе есть риск нарушить геометрию сварного шва.
Как согнуть или выпрямить изделие
Полиэтиленовые трубы выпускаются в продажу прямыми 12-метровыми отрезками либо же в виде цельных изделий, намотанных на большие бухты. Будучи в скрученном состоянии, изделия приобретают форму колец и деформируются. Перед тем, как выпрямить или согнуть деформированную трубу ПНД, ее надо нагреть.
При сборке трубопровода нередко возникает необходимость выпрямить скрученную или, напротив, согнуть деформированную полиэтиленовую трубу
Полиэтилен низкого давления славится хорошей упругостью. Но утрачивает это свойство при температуре нагрева свыше +80°С. Этот момент и используют при необходимости изменить конфигурацию изделия.
Но стоит помнить, что для расправления или сгибания температуру можно повышать только на короткий временной период. Ведь полиэтиленовая труба принадлежит к категории строительных материалов, которые при нарушении температурного режима можно повредить.
Обзор способов разгибания трубы
Распрямить трубу, устранив заломы, которые возникли при ее хранении и транспортировке, проще всего после легкого нагрева изделия. Если замена или ремонт трубопровода проводится в летний период, когда солнечные лучи максимально припекают, можно задействовать их для достижения поставленной задачи.
Чтобы выпрямить трубу ПНД, нужно всего лишь оставить ее пару часов под прямыми солнечными лучами, крепко зафиксировав концы отрезка
УФ лучи не ухудшат эксплуатационные параметры полиэтилена, но при этом на время смогут размягчить стенки изделия. Вам останется лишь закрепить размягченную трубу вдоль жесткой опоры или стены, либо же уложить в заранее прорытую траншею. Перед тем, как распрямить изогнутую ПНД трубу на грунте, нужно освободить участок.
Если же работу приходится выполнять в зимнее время, используйте для разогрева изделия горячую воду. Но этот метод эффективен для труб, размер которых не превышает 50 мм. В качестве вспомогательных средств для выправления можно использовать металлические перила и кирпичную кладку. В любом случае: чем короче отрезок изделия, тем легче с ним будет работать.
Эффективные методы, позволяющие согнуть заготовку
Если возникает обратная ситуация, когда нужно согнуть ПНД трубу, применяют всю ту же тепловую обработку. Для разогрева задействуют такие методы:
- обдувают горячим направленным воздухом строительного фена;
- прогревают стенки изделия газовой горелкой;
- обдают поверхность кипятком.
Для упрощения процедуры сгибания лучше соорудить формовочный каркас. Оправу, размер которой соответствует диаметру сгибаемой трубы, можно сделать из обычных листов ДВП. Для придания гладкости поверхности оправы отшлифуйте ее отрезом наждачной бумаги.
Чтобы согнуть ПНД трубу с помощью фена, работу выполняют в такой последовательности:
- Обрабатываемое место прогревают строительным феном.
- Размягченную заготовку заглубляют в формовочный каркас.
- Аккуратно сгибают трубу, не прилагая чрезмерных усилий с тем, чтобы в месте сгиба не разорвать изделие.
Создав требуемый угол изгиба, нужно оставить изделие до полного охлаждения и лишь после этого извлечь из каркаса.
Чтобы обеспечить равномерное прогревание поверхности полиэтиленового изделия, трубу необходимо постоянно вращать вокруг своей оси, подставляя под лучи различные участки
Важный момент: разогревая трубу, необходимо придерживаться «золотой середины». При недостаточном нагреве поверхности в момент сгиба труба может сломаться. Если же в момент разогрева слишком близко поднести к изделию нагревательный элемент, полимер может воспламениться.
Контролируем качество работ
Сварка полиэтиленовых труб — дело хоть и не сложное, все же требует тщательного контроля над качеством сварного шва. Поскольку полимер имеет повышенную вязкость при плавлении, то и шов может получиться не всегда ровным. Поэтому при выполнении работ следует внимательно осматривать результаты:
- Полученный сварной шов должен быть приблизительно ровным. Исключается чрезмерная впалость или выпусклость шва.
- Сам шов не должен критично смещаться относительно уровня магистрали в целом. Смещение вовнутрь (прогиб) допустимо в пределах 10% от толщины стенок свариваемой тубы. Выпуклость допускается в пределах 2,5 мм для трубы со стенками 5 мм. Для толщины стенок тубы 6-20 мм допускается толщина выпуклости в пределах 5 мм.
Соответствие этим параметрам контроля позволит получить рабочую и правильно сваренную магистраль, которая прослужит не одно десятилетие.
Фундамент из блоков фбс: плюсы и минусы строительства
Фундаментное основание из такого строительного материала относится к сборному варианту ленточного типа. Возводить его значительно быстрее, чем заливать монолит. Для строительных работ используют различные блоки, основание получается надежным и долговечным. Кроме того, технология строительства позволяет выполнять все работы собственными силами с привлечением специальной техники. Порой возникают обстоятельства, связанные с отсутствием денег или времени, поэтому многие потребители устраивают фундамент из блоков фбс плюсы и минусы которого не очевидны. Дело в том, что кроме положительных отзывов имеется масса негативных высказываний о качестве такого основания.

Что представляет собой блок фбс
Производят блочные камни формовочным способом, используя бетонные растворы тяжелой группы, дополнительно армируя каждый элемент металлическими арматурными прутьями. Структурное строение блоков и их размеры позволяют распределить нагрузочные воздействия от сооружения на все фундаментное основание.
Практически доказано, что фундамент из фбс, плюсы и минусы которого представлены ниже, считается надежным и более прочным, чем монолитный аналог.
Производят блоки нескольких видов:
- ленточного;
- колонного;
- массивного.
Но для изготовления любого изделия используется одна технология, после которой блок проходит проверку. Это позволяет потребителю быть уверенным в том, что он приобретает качественные изделия.

Достоинства блочного материала
Основное положительное качество блока – наличие государственных стандартов. С их помощью регламентировано изготовление блоков с требуемыми параметрами и техническими характеристиками:
- показатель прочности материала, изготовленного в заводских условиях, гарантируется контролирующей системой и автоматизированным производственным процессом;
- в полной мере соблюдается соотношение компонентов и технология изготовления;
- камень проходит все этапы, начиная от выполнения замеса бетонной массы и ее формовки с прессованием на виброустановке до полного затвердевания, во время которого выполняется пропаривание;
- оперативное выполнение строительных работ. Имея кран, фундаментное основание и цокольный этаж возможно возвести в течение нескольких дней. А если раствор заказывать в готовом виде, не тратя время, то сроки сокращаются еще больше;
- простота материала и его универсальные качества. Для укладки блоков не требуется наличие определенных навыков. Если что-то сделано не так, то фундамент всегда можно разобрать и устранить проблему;
- обширная товарная линейка размеров материала. Это дает возможность возвести объект любой конфигурации. Если возникнет необходимость, блок можно расколоть на нужные по размеру куски;
- если работы предстоят в районах с неблагоприятными климатическими условиями, или грунты отличаются сложностью, то в бетонный раствор вводятся специальные компоненты, улучшающие качества материала по устойчивости к резким температурным перепадам и воздействиям кислотной среды;
- для удобства монтажа на блоках устраивают пазы и монтажные петли, учитывающие толщину шва.
Блоки фбс дают возможность оперативно и в любой сезон установить фундаментное основание, по качеству не уступающее монолитному аналогу.
Негативные качества материала
Рассматривая плюсы и минусы фундамента из бетонных блоков, следует указать и отрицательные стороны сооружения. Главная проблема состоит в том, что от длительной эксплуатации отдельные элементы всей конструкции способны дать усадку. Это случается, если почва реагирует на температурные изменения.
Конструкция фундамента составная, сборка ее выполняется из большого количества блоков, которые порой ведут себя по отношению друг к другу независимо.
Следует отметить, что с такими негативными моментами мастера научились легко справляться. А чтобы полностью исключить подобные проявления, перед устройством блочного фундамента заливают ленточные плиты. Данная мера позволяет перераспределять давление блоков и находящихся на них стен по всей площади конструкции.
Есть еще один отрицательный момент у блочного фундамента – существует необходимость защищать шовные участки, выполнять гидроизоляционный слой на всем основании. При использовании блоков больших размеров для ведения работ потребуется привлечение специальной погрузочной техники.
Перед обустройством такого основания следует в обязательном порядке выполнить инженерно-геодезические работы.

Организация работ и порядок их выполнения
Чтобы окончательно разобраться в плюсах и минусах фундамента из фундаментных блоков, необходимо знать все технологические особенности рабочего процесса.
Считается, что блоки фбс лучше использовать в случаях, когда строительство монолитного типа не представляется возможным или является нежелательным по определенным причинам, начинающимся со значительного удаления бетонных узлов и плохих климатических условий до обычной неподготовленности потребителя при столкновении со сложными вопросами по обустройству опалубочной конструкции, армированию, заливке.
Одновременно необходимо напомнить, что фундаментная основа из блоков строится значительно быстрее и не требует существенных трудовых затрат. Только вот технологические особенности обустройства сборной основы для дома могут быть значительно выше, чем во время бетонирования монолитным способом.
Потребуется привлечь технику для земляных работ и кран, выполнить расчеты по укладке, придерживаться очередности в выполнении работ.
Общая последовательность действий выглядит следующим образом:
- в соответствии с проектным решением и схемой привязки выполняется разметка;
- грунт снимается на глубину промерзания, формируются наклонные стенки котлована в соответствии с расчетной призмой обрушения;

- заливается монолитная основа, устраивается подушка либо подбетонка;
- блоки укладываются рядами, соединяются раствором, приготовленным из песка и цемента. Ряды перевязываются по местам примыкания и угловым участкам армирующей сеточкой;
- фундаментная основа выдерживается до полной усадки;
- заливается армирующий пояс, устраивается перекрытие первого этажа;
- возводятся стены;
- фундаментное основание и покрывается гидроизолирующим материалом, устраивается утеплительный слой;
- проводится засыпка грунтом.
Перечень мероприятий и последовательность меняются. Если уровень грунтовых вод высокий, предварительно проводится осушение стройплощадки, но дренажную систему закладывают на начальном рабочем этапе или перед обратной засыпкой.
Изучив отличительные особенности проведения работ по возведению фундаментного основания из блоков фбс, можно понять все технологические особенности каждого этапа.
Заключение
Фундаментные бетонные блоки представляют собой отличный вариант для возведения оснований. Изделия отличаются большим весом, но при наличии погрузочной техники с их помощью возводят фундаментное основание в сжатые сроки
Что из себя представляет ленточный фундамент из блоков ФБС + технология устройства и глубина заложения
04.11.2018 3,090 Просмотров
 Благодаря оптимальному сочетанию своих эксплуатационных качеств, ленточный фундамент в течение сотен лет удерживает лидирующие позиции.
Благодаря оптимальному сочетанию своих эксплуатационных качеств, ленточный фундамент в течение сотен лет удерживает лидирующие позиции.
Все альтернативные варианты опорных конструкций создавались под конкретные условия и значительно уступают ленте по многим позициям.
Наиболее жесткими и прочными типами ленты являются монолитные бетонные отливки, но они требуют большого количества времени на выдержку бетона до набора технологической твердости.
Кроме того, одномоментная заливка большого основания чрезвычайно сложна, а перерывы значительно снижают прочность материала.
С учетом сезонности бетонных работ, была отработана технология монтажа сборных лент из прочных железобетонных фундаментных блоков, позволяющих работать в любое время года.
Что такое ФБС блоки
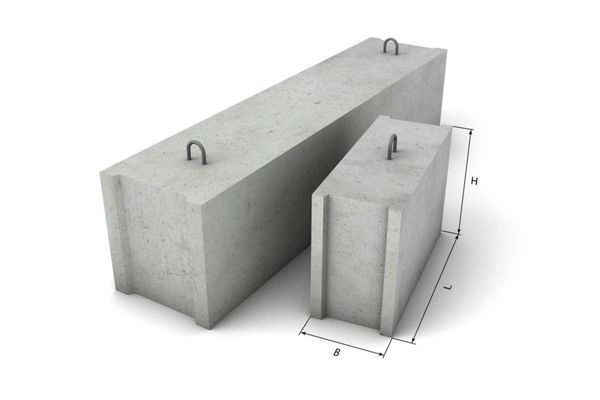
Аббревиатура ФБС расшифровывается как «фундаментные блоки сплошного сечения». Они представляют собой железобетонные брикеты разного размера, из которых, как из кирпичей, собирается ленточный фундамент любого размера.
Разрешается использовать только стандартные изделия, изготовленные на заводе с соблюдением специальной технологии по требованиям ГОСТ и технических нормативов. Внешне ФБС — это бетонный блок, прямоугольный в сечении и пол боковой поверхности.
Торцовая сторона имеет небольшую прямоугольную выемку для заливки раствора или использования в качестве гнезда при монтаже вертикальных элементов. Верхняя плоскость имеет пару петель для зацепления подъемной техникой при установке.
После того, как блок уложен, они загибаются и плотно прижимаются к плоскости. В сборе получается полотно из плотно уложенных блоков, вертикальные стыки размещаются вразнобой для обеспечения большей прочности.
Соединение элементов между собой выполняется на песчано-цементный раствор.
Каким требованиям они должны отвечать для ленточного фундамента
Фундаментные блоки производятся в соответствии с техническими условиями и нормативами ГОСТ.
По форме блоки разделяются на:
- Целые. Представляют собой базовые брикеты со стандартными размерами.
- Доборные. Используются для заполнения участков ленты, где нельзя разместить целый блок.
По высоте существует два варианта:
- 380 мм.
- 580 мм.
На практике их величину округляют и называют соответственно 30 и 60 см.
По ширине:
- 300 мм.
- 400 мм.
- 500 мм.
- 600 мм.
Длина блоков составляет:
- 880 мм.
- 1180 мм.
- 2380 мм.
Кроме размеров, блоки ФБС различаются по материалу:
- Керамзитобетон или силикатный бетон с минимальной плотностью 1800 кг/м3.
- Высокопрочный легкий бетон В100.
- Высокопрочный тяжелый бетон марок М200-М500.
В состав материала входят также пластификаторы, уменьшающие хрупкость бетона, и арматура из высокопрочной стали А1 или А111. Присутствуют добавки, увеличивающие морозостойкость бетона.

Плюсы и минусы
К достоинствам блоков ФБС принято относить:
- Прочность, высокая несущая способность.
- Высокое качество материала, полученное в современных технологических условиях .
- Конструкция блоков обеспечивает оптимальную плотность монтажа, делая ленту прочной и устойчивой к внешним воздействиям.
- Конструкция элементов универсальна и позволяет создание фундаментов любой конфигурации.
- Работы можно производить в любое время года, что значительно расширяет возможности в сравнении с отливкой из бетона.
- Время, необходимое для создания ленты, значительно сокращается по сравнению с монолитными вариантами конструкции основания из-за отсутствия длительного срока выдержки бетона.
Недостатки сборных фундаментов из ФБС:
- Работы невозможно выполнять вручную. Из-за большого веса блоков требуется участие подъемной техники.
- Стыковочные швы являются проблемными участками в отношении прочности и герметичности ленты.
- Теплосберегающие качества блоков относительно невелики.
- Цена такого фундамента заметно выше, чем при изготовлении монолитного типа.

Глубина заглубления
Мелкозаглубленная лента из ФБС погружается на меньшую глубину, вследствие чего ее подошва оказывается расположена выше уровня промерзания. Такой вариант допускается при строительстве на непучинистых грунтах с отсутствием глины или глинистых пропластков в составе подстилающих слоев.
Большой вес блоков и масса самой постройки в данном случае способна играть положительную роль, компенсируя слабые усилия морозного пучения.
Обычной глубиной заложения мелкозаглубленного ленточного фундамента из ФБС является 0,6-0,7 м, что с учетом толщины слоя подготовки требует глубины траншеи 0,8-1 м.

Технология устройства
Порядок действий по строительству ленты из ФБС таков:
- Подготовка площадки, удаление верхнего плодородного слоя почвы, разметка.
- Рытье траншеи с учетом ширины подошвы (основания) ленты.
- Создание слоя песчаной засыпки.
- Укладка или заливка подошвы.
- Сборка основной части ленточного фундамента.
Существует множество технологических вариантов сборки ленты их ФБС, обусловленных особенностями грунта, размерами постройки и прочими факторами. Они могут иметь некоторые отклонения от приведенной схемы действий, но общая технология остается неизменной.

Подготовка траншеи
Первым этапом работ является создание траншеи. Участок планируют, удаляют верхний слой почвы. Производят разметку с помощью кольев, проверяют равенство диагоналей и осей траншеи, после чего приступают к выемке грунта.
Траншея для ленты из ФБС имеет глубину, учитывающую уровень погружения ленты и подстилающие слои песчаной подушки и подошвы. Обычно ее увеличивают на 20-30 см, но могут быть и другие варианты.
Например, на достаточно плотных непучинистых грунтах можно обойтись без песчаной подсыпки, настелив на дно слой геотекстиля и залив прочную армированную бетонную подушку. Такая опора имеет ровную горизонтальную поверхность, ее плотность является оптимальной для укладки блоков.
Единственным недостатком является необходимость выдерживать подушку для застывания бетона.

Обустройство подошвы
Подошва ленты должна быть максимально прочной и надежной, способной исключить возможность проседаний. Для этого могут быть использованы фундаментные плиты с трапециевидным сечением (ФЛ), слой монолитной отливки или обычная песчаная подушка.
Функции подошвы:
- Выравнивание и обеспечение горизонтали для укладки блоков.
- Создание расширенной опорной площадки, уменьшающей удельное давление ленты на грунт и снижающей опасность проседаний.
- Прием и перераспределение нагрузок пучения.
Удачным вариантом обустройства подошвы является использование фундаментных плит ФЛ, которые образуют прочную и широкую опору и не требуют времени на затвердение бетона.
Недостатком этого варианта является отсутствие жесткости подошвы, присущей монолитной отливке из железобетона.

Установка опалубки
Для заливки монолитной подошвы необходимо выполнить весь комплекс бетонных работ. Прежде всего, собирают опалубку.
Она имеет ширину, равную расчетным параметрам подошвы, а высока щитов принимается несколько увеличенной по сравнению с высотой самой подушки.
Сборку щитов производят из обрезных досок, установленные внутри траншеи щиты упирают в боковые стенки траншеи. На дно настилается слой геотекстиля, препятствующий выходу воды из бетона.

Армирование
Установка арматурного каркаса необходима для компенсации растягивающих нагрузок, возникающих при подвижках или пучении грунта. Используется металлическая или композитная арматура, связанная мягкой стальной проволокой.
Размеры и конфигурация армпояса соответствуют проектным параметрам подошвы и рассчитаны так, чтобы рабочие стержни находились не глубже 2-5 см под наружными слоями бетона.
Толщина рабочих стержней зависит от размеров подошвы и обычно находится в пределах 10-14 мм.

Заливка подушки
Бетон необходимо подавать с разных точек, чтобы не дожидаться, пока он самостоятельно растечется по всей длине траншеи. Во время заливки производят штыкование или обработку строительной виброплитой для удаления воздушных пузырей.
Используется бетон марок М100 или М150, при необходимости можно применить более тяжелый вид М200.
Заливку необходимо производить за один раз, пока бетон не начал схватываться. Это важно, так как монолитность обеспечивается только таким способом, если делать перерывы в заливке, то вся процедура теряет смысл.

Установка блоков
Монтаж блоков начинают только после полной выдержки бетонной подушки (28 дней). В течение этого периода материал набирает конструкционную прочность и способен к принятию нагрузки от веса ФБС.
Укладка блоков производится на слой песчано-цементного раствора, который наносят как на горизонтальные, так и на вертикальные стыки. Блоки укладываются со смещением вертикальных швов. Для заполнения рядов используются обрезанные по длине короткие (доборные) блоки.
Резку производят с помощью специализированных алмазных режущих инструментов.

Гидроизоляция
Поверхность готовой ленты покрывают слоем гидроизоляции, препятствующей проникновению в бетон воды.
В качестве изолятора используют горячий гудрон, готовую битумную мастику или иные материалы.
Изоляции подлежат все поверхности, в том числе и внутренние части вентиляционных отверстий.

Утепление
Утепление представляет собой процесс установки на поверхность ленты теплоизолятора. Оптимальным выбором станет экструдированный пенополистирол (пеноплекс), несколько хуже — пенопласт. Они непроницаемы для воды и не подвержены гниению, что важно для сложных условий эксплуатации.
Возможно использование жидкого пенополиуретана, более дорогого, но весьма эффективного утеплителя с максимальной герметичностью. Материал плотно, без щелей или зазоров устанавливается на поверхность ленты с внутренней и наружной стороны.
Обнаруженные зазоры надо сразу же заполнять монтажной пеной.

Полезное видео
В данном видео вы узнаете, как производится монтаж ленточного фундамента из блоков ФБС:
Заключение
Строительство ленточного фундамента из блоков ФБС позволяет существенно ускорить работы и снять ограничения по климатическим показателям. Полученный фундамент требователен к составу грунта, но в удачных условиях демонстрирует высокую эффективность и надежность.
Основным преимуществом является экономия времени, что важно при строительстве больших домов.
Расходы на приобретение блоков выше, чем на приобретение бетона, но эта разница не слишком заметна и компенсируется улучшением графика строительства.





