Приспособления для сварки
Досадно бывает, когда после тщательной выверки и установки элементов в нужное положение, собранная с таким старанием конструкция разваливается от прикосновения электрода, и нужно собирать все сначала. Еще хуже, когда элемент приваривается, но не в том положении, которое требуется – незаметно сдвинулся или деформировался после остывания металла. Использование универсальных и специализированных приспособлений для сварки помогает сберечь время и получить качественное изделие на выходе.
Существует множество различных устройств и механизмов, предназначенных для сварочных работ. В промышленности, где имеют дело с серийным и массовым производством, используется специализированное механизированное и автоматизированное оборудование – транспортные устройства, механизмы для укладки и кантовки изделий, технологические сборочные приспособления и пр. В домашних условиях используются, как правило, ручные сварочные приспособления универсального действия, позволяющие осуществить быструю сборку конструкции, надежно закрепить все элементы в нужном положении и добиться минимальной деформации детали.
Основные виды сборочно-сварочных приспособлений
Установочные приспособления. Установочные приспособления предназначены для установки детали в нужное положение – точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию. Съемные или откидные упоры ставят тогда, когда их постоянное присутствие в детали конструктивно недопустимо.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
Закрепляющие приспособления. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.
Струбцина – универсальный инструмент, используемый практически при любой работе с металлом. Для сварщика она – первое по важности приспособление, обойтись без которого если и можно, то только ценой крайнего неудобства и в ущерб производительности. Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма. Вообще, сварщику желательно иметь набор самых разных струбцин, поскольку для сборки одной конструкции их может понадобиться несколько – различных размеров и конфигураций.
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.
Прижимы по принципу действия подразделяются на винтовые, клиновые, эксцентриковые, пружинные, рычажные. Из всех прижимных устройств винтовые прижимы – самые распространенные. Простейший вид самодельного винтового прижима представляет собой обычный болт с гайкой, продетый в отверстия двух пластин, с помощью которых зажимаются помещенные между ними детали.
В клиновых прижимах зажим деталей осуществляется с помощью клиньев, проушин, подкладок и молотка.
Зажимные скобы представляют собой кусок листа с пазом в форме клина.
Пружинная скоба прижимает деталь благодаря наличию упругой деформации. Она выполняется из полоски листового материала или проволоки, изготовленных из пружинных сталей.
В эксцентриковых прижимах зажим детали осуществляется с помощью кулачка (1), укрепленного на рычаге (2) при повороте эксцентрика (3) рукояткой (4). Эти устройства удобны тем, что зажим производится одним движением, однако к их недостаткам относится относительно небольшой рабочий ход кулачка, из-за чего используются они гораздо реже, чем винтовые прижимы.
Стяжки применяются для сближения кромок свариваемых габаритных деталей до заданного расстояния. Их длина и способ крепления к конструкции может быть самым различным, в зависимости от стоящей перед ними задачи.
Распорки позволяют выравнивать кромки собираемых деталей, придавать деталям нужную форму, исправлять местные дефекты.
Многие из вышеперечисленных сварочных приспособлений нетрудно сделать самому, придав им те размеры и формы, которые соответствуют наиболее часто выполняемой работе.
Установочно-закрепляющие приспособления
Простое приспособление для фиксации деталей под прямым углом легко сделать своими руками. Для этого потребуется два отрезка уголка, отрезок полосы, две струбцины, угольник и сварочный аппарат.
Отрезанные на нужную длину уголки и полоса (размеры можно увидеть на фото, шкала дюймовая) фиксируются струбцинами, с использованием угольника.
После фиксации и проверки правильности положения уголков, уголки прихватываются к полосе в четырех точках. Если сразу сделать длинный шов или точки будут слишком большие, то конструкцию поведет.
Далее струбцины и угольник снимаются, чтобы их не повредить при последующей сварке, и уголки привариваются более надежным швом, чередуя короткие швы с разных сторон, чтобы конструкцию не повело. Затем прижимаются струбцины и привариваются в нескольких точках. Хотя струбцины можно и не приваривать.
Приспособления для сварки труб
На фото ниже представлен звенный центратор, использующийся для сварки труб большого диаметра. Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.
В домашней мастерской более полезными окажутся центраторы-струбцины, предназначенные для сварки труб меньшего диаметра. Например, центратор-струбцина модели СМ151 (на рисунке ниже слева) предназначен для труб диаметром 57-159 мм, а центратор-струбцина модели ЦС3 (справа) – для труб диаметром от 10 до 70 мм.
Вообще-то, обеспечение соосности труб небольшого диаметра не является такой уж сложной задачей. Вполне можно обойтись и без покупки специализированного инструмента, воспользовавшись простым самодельным устройством для сварки труб, состоящим из уголков и приваренных к ним стурбцин.
Уголки необязательно приваривать к струбцине (например, если струбцина только одна), можно просто сточить у уголков угол в месте упора струбцины.
Приспособления с магнитами
Магнитные угольники. Устройства этого типа распространены очень широко. Производится большое количество всевозможных магнитных угольников, различающихся формой, наличием или отсутствием дополнительных крепежных деталей и возможностью или невозможностью изменения угла. С их помощью очень удобно соединять под нужным углом листовые детали, рамные конструкции, стойки и т.п.
Универсальные магнитные приспособления. Кроме угольников есть и другие магнитные устройства, обладающие гораздо большей функциональность и универсальностью. Насколько удобно и легко с ними работать, можно понять, познакомившись поближе с приспособлением, носящим название MagTab (Strong Hand Tools).
Устройство состоит из двух опорных плоскостей (1) с встроенными магнитами. Угол между ними может меняться в зависимости от того, к какому по форме основанию их предстоит крепить. Это может быть цилиндрическая поверхность, плоскость или угол. Кроме опорных, имеются еще две плоскости (2), к которым крепятся детали, которые необходимо приварить к основанию. Они расположены под углом 90° друг к другу и имеют степень свободы по отношению к опорной поверхности, благодаря чему привариваемые детали можно смещать относительно основания. Известно, сколько времени и старания при сварке требует иногда установка и закрепление неудобной и неустойчивой детали в нужном месте. Применение устройства, подобного MagTab (Strong Hand Tools) позволяет быстро и легко приварить к различному по форме основанию любую деталь. Достаточно установить приспособление на основание и приложить привариваемый элемент в нужном месте к одной из двух его крепежных поверхностей. Сила магнита обеспечивает достаточную прочность крепления детали и ее неподвижность во время сварки.
Есть варианты и проще:
Приспособления сборочно-сварочные магнитного действия очень удобны. Они позволяют в несколько раз сократить время на сборку конструкций и обеспечить их должное качество. Простые, удобные в использовании и относительно недорогие они наравне со струбцинами и зажимами, заслуживают того, чтобы находиться в домашней мастерской. Раздобыв постоянные магниты или сделав электромагнит, подобные приспособления можно сделать своими руками. Только важно помнить, что под воздействием высоких температур (некоторые магниты – под воздействием не очень высоких температур) постоянные магниты размагничиваются.
Газовые линзы
Чтобы убрать турбулентность и сделать поток аргона ламинарным (линейным), применяют газовые линзы – корпуса цанговых зажимов особой конструкции (с мелкой сеткой внутри), обеспечивающие ламинарность течения газа. Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.
Применение газовых линз признается целесообразным в тех случаях, когда требуется обеспечить лучшую газовую защиту из-за особых свойств материала (например, в случаи титана) или конфигурации свариваемых изделий. Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым.
Вместе с тем газовые линзы имеют и недостатки. В частности, при их применении требуется больший расход газа. Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Приспособления для вторичной защиты при аргонодуговой сварке
В качестве основного устройства для вторичной защиты используется металлический кожух (“сапожок”), прикрепляемый к соплу горелки и обеспечивающий подачу газа на область шва. Чтобы “сапожок” качественно исполнял свое предназначение, его форма должна соответствовать конфигурации свариваемого изделия и параметрам горелки. Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу. Для равномерной подачи газа на защищаемую поверхность, устройство может заполняться каким-нибудь пористым наполнителем, в частности, алюминиевой стружкой.
В виде модификаций устройств для сварки, обеспечивающих вторичную защиту, используются также гибкие фартуки, которые исполняют ту же роль, что и “сапожок”, но в отличие от последнего обладают гибкостью, позволяющей им огибать цилиндрические конструкции. Подобные приспособления порой делают из медной фольги достаточной толщины.
Приспособления для сварки

Сварочному процессу предшествует подготовка. Соединяемые заготовки нужно правильно выставить и зафиксировать. Порой это занимает очень много времени. Задача сильно упрощается, если использовать специальные приспособления. Они отличаются назначением и функционалом.
- Виды сборочно-сварочных приспособлений
- Установочные
- Закрепляющие
- Установочно-закрепляющие приспособления
- Приспособление для сварки труб
- Приспособления с магнитами
- Магнитные угольники
- Универсальные приспособления
- Газовые линзы
- Вторичная защита в аргонодуговой сварке
Иногда сварочный процесс забирает меньше сил и времени, нежели подготовка к нему. Основную часть предварительных работ составляет фиксация всех элементов конструкции в нужном положении. От уровня подготовительных работ зависит и качество конечного результата. Для того, чтобы правильно собрать и выставить все заготовки, нужно быть предельно внимательным, а нередко – и терпеливым.
Бывает случаи, когда с большим трудом скомпилированный остов будущей конструкции рассыпается от неудачного прикосновения рук или при попытке разжечь дугу. Приходится все начинать чуть ли не с ноля, и это раздражает. Но еще хуже, когда один из элементов незаметно сдвинулся и был приварен неправильно. Или же деформировался под воздействием высокой температуры или быстрого остывания.
Избежать досадных ошибок можно, используя в работе специальные приспособления, упрощающие фиксацию деталей. На потребительском рынке есть большое количество приспособлений и оснастки, предназначенных для сварочных работ. На промышленных линиях, которые выпускают продукцию серийно и в большом количестве, эти функции выполняют специальные механизмы, зачастую к тому же роботизированные. К примеру, широко используются автоматические системы по транспортировке, укладке, кантовке продукции. в большом ассортименте представлены разнообразные сборочные фиксаторы и крепежи.
В домашних условиях выбор аналогичной оснастки скромнее. Это, как правило ручные приспособления универсального спектра. Они позволяют собрать будущее изделие и прочно закрепить все его элементы в нужном пространственном положении. Это – скобы, зажимы, струбцины и другие фиксирующие устройства. Они же предотвращают явную деформацию конструкции.
Виды сборочно-сварочных приспособлений
Все приспособления, которые применяются для удержания элементов, делятся на две группы в зависимости от функционала – закрепляющие и установочные. Наиболее практичны универсальные устройства, которые объединяет в себе обе эти функции.

Установочные
Оснастка данной категории предназначена для начальной установки элемента в нужном пространственном положении. Важно добиться именного того расположения, которое свойственно для готового изделия. Приспособления установочной группы отличаются по своему функционалу и конструктивному решению. Они делятся на подкасты: угольники, шаблоны, призмы и упоры.
Угольники необходимы для того, что установить элемент под нужным углом по отношению к сопряженной поверхности. Шаблонные угольники дают возможность установки детали под одним определенным углом – 30, 45, 60, 90 градусов или другим. Куда практичнее использовать универсальные аналоги, имеющие поворотные лучи. Они позволяют выбрать любой нужный угол для установки детали.
Шаблоны востребованы в том случае, когда нужно установить деталь будущей конструкции в стандартном положении по отношению к ранее сваренным деталям.
Призмы используются для фиксации цилиндрических элементов в предопределенном пространственном положении. Вместо призмы можно применять самую простую конструкцию, сделанную из двух сваренных между собою уголков.
Упоры требуются для фиксации элементов базы. Они бывают откидными, постоянными или съемными. Постоянным упором может быть любая распорка, платина или брусок из дерева или металла. Они привинчиваются или привариваются с целью правильного расположения одной из деталей конструкции и не убираются. Откидные или съемные упоры используются в случаях, когда их постоянное присутствие в конструкции недопустимо или обременительно.
Закрепляющие
Сварочные приспособления, которые применяются для фиксации детали в нужном положении уже после того, как она была выставлена. Крепеж нужен для того, чтобы исключить случайный сдвиг элемента (например, от соприкосновения с электродом) или же его деформацию в результате охлаждения. Закрепляющие устройства представлены большим ассортиментом. Сюда относятся струбцины, стяжки, зажимы, распорки и прижимы.

Струбцина представляет собой универсальный инструмент, который пригодится в большинстве случаев работы с металлом. Для сварщика это оснастка №1, без которой работать катастрофически неудобно и малопродуктивно. Особенно, если речь идет о сочленении заготовок небольшого размера. Существует различные варианты исполнения струбцин для сварочных работ, которые отличаются по форме и размеру. Они могут иметь постоянный или регулируемый зев. Особой популярностью пользуются быстрозажимные варианты, которые сжимаются посредством кулачкового механизма. Каждый сварщик должен иметь набор струбцин разной конфигурации, поскольку в его работе этот инструмент является незаменимым.
Зажимы по сравнению со струбцинами характеризуются большей приспособленностью и удобством использования. Детали фиксируются простым движением – сжатием и разжатием ручек зажимов. Размеры зева в большей части моделей регулируются при помощи винта, размещенного в ручке; перестановкой поворотного штифта или иным способом.
Прижимы бывают нескольких видов. Делятся они по принципу действия: рычажные, клиновые, винтовые, пружинные, эксцентриковые. Наибольшее распространение получили винтовые прижимы. Их можно изготовить самостоятельно. Это довольно примитивный самодельный механизм, представляющий собой две пластины с отверстиями, через которые продет винт. Соединяемые детали удерживаются пластинами, которые в свою очередь зажимаются винтом.
Клиновые зажимы использовать не всегда удобно. Там зажимаются детали при помощи клиньев, подкладок и скоб. Забиваются они молотком, на что требуется время.
Пружинная скоба работает за счет деформации сжатия. Для ее изготовления используется особый вид проволоки или листовой стали, обладающий пружинными свойствами.
В эксцентриковых прижимах основным элементом является смещенный кулачок. Проворачиваясь, он смещается относительно своей оси вращения, что можно использовать в том числе и для сжатия. Такой механизм удобен тем, что дает возможность зафиксировать заготовки одним движением. Но есть и весомый изъян. Дело в том, что ход кулачка небольшой. Поэтому востребованы они намного меньше, нежели винтовые аналоги.

Стяжки идеально подходят в случае необходимости сближения кромок свариваемых заготовок, особенно, габаритных. Они имеют разный способ крепления к заготовкам и отличаются по длине. Стяжки нужного размера подбираются в зависимости от удаленности деталей и их сопротивляемости перемещению.
Распорки предназначены для выравнивания кромок заготовок, исправления деформации иного рода и придания плоскостям нужной конфигурации.
Многие перечисленные здесь приспособления можно изготовить самостоятельно. Изначально оснастке придается форма, которая наиболее часто востребована для соединения заготовок.
Установочно-закрепляющие приспособления
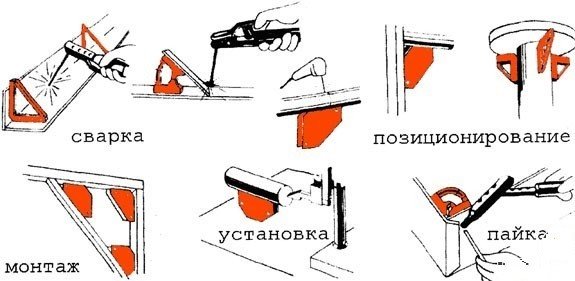
Самыми удобными для сварочных работ являются приспособления для решения комплекса небольших задач. Хорошо, когда при помощи одной оснастки можно выставить заготовку в нужное положение и надежно зафиксировать. В таком случае нет надобности заботиться о наличии большого количества вспомогательного инструмента. Универсальные зажимные приспособления позволяют быстро установить заготовки в нужном положении, зафиксировать их и приступить к сварочному процессу.

Выше изображены три самых распространенных приспособления, с помощью которых легко расположить и зафиксировать заготовки под углом 90 градусов. Некоторые виды оснасток позволяют работать сразу в двух плоскостях и размещать сразу три заготовки.
Простые зажимы, которые смогут удерживать детали под прямым углом по отношению одна к другой, несложно сделать самостоятельно. Для этого требуется немного: два уголка, угольник, полоса и сварка. Уголки размещаются перпендикулярно, чтобы стать впоследствии направляющими, а полоса будет служить связующим звеном между ними. Точно сориентировать их проще всего при помощи угольника (см. фото ниже), а для фиксации можно использовать струбцины.

После того, как все элементы будут правильно расположены и зафиксированы, выполняются прихватки минимум в четырех точках, которые должны соединить полосу с двумя уголками. Формировать сварной шов сразу без прихватов не стоит, поскольку метал может увести в сторону и прямой угол уже не сохранится.
Пришло время снять струбцины, чтобы они не мешали сварке деталей и не были случайно повреждены. Проваривая края заготовок, желательно ложить короткие швы поочередно с разных сторон. Так больше гарантии того, что геометрия будущего шаблона сохранится.
Приспособление для сварки труб
Сваривание торцов труб сварщикам выполнять приходится нередко. И дома, и в мастерской, и на производстве – везде возникает такая необходимость. Есть приличное количество приспособлений, облегчающих сварку труб. Их применение положительно сказывается на качестве сварного соединения. Такие устройства принято называть центраторами. Они обеспечивают точное совпадение кромок свариваемых заготовок, тем самым способствуя более быстрому выполнению работы. В зависимости от конструктивного решения они бывают наружными или внутренними. Более востребованы наружные центраторы.

Для сварочных работ с трубами большого диаметра успешно используется звенный центратор (на фото). Называется он так потому что состоит из нескольких звеньев, соединенных при помощи шарниров. Они образуют замкнутый контур. Торцы двух соединяемых труб размещаются внутри данного приспособления. Они удерживаются специальными упорами, которые и центрируют их по отношению друг к другу.
Для домашнего использования больше подойдут струбцины-центраторы. Они предназначены для совмещения труб небольшого диаметра. К примеру модель СМ151 рассчитана на работу с магистралями диаметром от 57 до 159 мм. А вот струбцина-центратор ЦС3 пригодится, если диаметр труб не выходит за пределы диапазона 10-70 мм.
Честно говоря, совместить трубы небольшого диаметра не так уж и сложно. Если сваривать их приходится нечасто, то можно обойтись и без специальных приспособлений. Если возникает ситуация, когда центратор все-таки нужен, то можно изготовить его самостоятельно. Самое простое решение – это к струбцинам приварить уголки (на фото ниже).

Приспособления с магнитами
Очень удобно для позиционирования заготовок в сварочных работах использовать специальные магнитные приспособления для сварки. С их помощью легко соединять легко выставить детали и удерживать их в нужном положении сколь угодно долго, благодаря силе притяжения магнитов.
Магнитные угольники
Очень распространенные инструменты. На потребительском рынке они представлены в широком ассортименте – всевозможных размеров, форм, комплектаций и функционала. Некоторые модели просты и помогают выставить заготовки в каком-либо одном положении. Есть варианты с дополнительными крепежными элементами, а также с возможностью изменения угла размещения деталей. Такие устройства очень удобны в работе с листовым металлом, рамными конструкциями, стойками и т.п.
Универсальные приспособления
Есть и другие магнитные устройства, которые по сравнению с угольниками наделены большей функциональностью и возможностями. Одно из таких приспособлений называется MagTab. С его возможностями стоит ознакомиться более детально.

Основу устройства составляют две опорные плоскости (1). Они имеют встроенные магниты. Угол между пластинами можно менять в зависимости от того, с какими по форме заготовками приходится работать: уголками, листами или цилиндрами.
Помимо опорных устройство имеет еще две другие плоскости (2). Они предназначены для крепления деталей, которые будут приваренными к основному элементу. По отношению друг к другу дополнительные пластины расположены под прямым углом. Они смещаются относительно основных плоскостей, что дает возможность сварщику расположить привариваемую деталь именно так, как ему нужно.
Иногда, чтобы зафиксировать деталь в нужном месте и приступить к сварочным работам, уходит слишком много времени и сил. Устройство типа MagTab дает возможность быстро выполнить весь объем работ, независимо от того, насколько сложной является поверхность основания и какую форму имеет присоединяемая деталь. Для фиксации нужно всего лишь одну поверхность приспособления расположить на основании, а к другой поднести другой элемент. Магниты обладают достаточной силой, чтобы удержать обе детали неподвижно и позволить сварщику выполнить свою работу без дополнительных хлопот.
Сборочно-сварочные приспособления на магнитной основе просты и удобны в применении. Благодаря им, время на первичную сборку конструкции снижается в несколько раз. Вырастает не только скорость выполнения работы, но и качество сварочного соединения. Ведь уже на начальном этапе специалист видит собранную конструкцию такой, какой она должна быть после сварки.

Простые, практичные и относительно недорогие приспособления достойны того, чтобы наравне со струбцинами и зажимами занять место в домашней мастерской или на производственном участке. Такие «помощники» можно сделать самостоятельно, раздобыв небольшие и подходящие по форме магниты. Только нужно помнить, что магнитам претит высокая температура. Под ее воздействием они размагничиваются.
Газовые линзы
При аргонодуговой сварке металлы соединяются в среде инертных газов. Качество защиты во многом зависит от скорости подачи газа и формы соединяемых деталей. Слишком сильный поток газа отрицательно сказывается на уровне защиты, равно как и слабый его приток – из-за образования турбулентности и подсоса атмосферного воздуха в область сопла.
Чтобы исключить вероятность образования турбулентности, обеспечить прямолинейное и равномерное поступление аргона, используются специальные газовые линзы. Они представляют собой цанговые зажимы особой конструкции, внутри которых устанавливается мелкая сеточка. Именно она обеспечивает прямо направленный приток инертного газа. Такая линза заменят обычный цанговый замок. В силу того, что линза имеет несколько большие размеры, чем обычная, то нужно сменить и сопло горелки.
Использование газовых линз оправдано в случаях, когда нужно обеспечить лучшую газовую защиту из-за особых свойств металла. Пример может служит сварка титановых заготовок. Или в том случае, когда такого подхода требует непривычная конфигурация соединяемых деталей. В других случаях прибегать к установке газовых гильз нецелесообразно. Ведь в связи с их применением увеличивается расход инертного газа. К тому же увеличенный диаметр сопла ухудшает обзор места сварки.

Вторичная защита в аргонодуговой сварке
При работе с титаном требуется защита как зоны сварки, так и прилегающих к ней областей металлических заготовок. Это требуется по той причине, что титан, нагреваясь до температуры в 400 градусов Цельсия, вступает в реакцию с атмосферными газами. В результате этого прочность металла сильно снижается и в местах нагрева он становится хрупким. Чтобы избежать подобного, применяется вторичная защита. Ее задача состоит в том, чтобы препятствовать контакту нагретого металла с воздухом атмосферы.
Основное устройство вторичной защиты представляет собой металлический кожух, который специалисты называют сапожком. Он крепится к горелке и обеспечивает приток защитного газа в область сварочного шва. Качественно «сапожок» сможет исполнять свое предназначение только в том случае, когда по форме будет плотно прилегать к соплу горелки и повторять конфигурацию заготовки. Часто его приходится заказывать под конкретную работу. Иногда сварщики делают такой кожух самостоятельно непосредственно перед процессом. Для того, чтобы инертный газ равномерно распределялся по всей плоскости свариваемых деталей, внутренняя часть кожуха может содержать наполнитель, например, алюминиевую стружку.
Вторичная защита также может обеспечиваться гибкими фартуками. Они призваны решить те же задачи, что и «сапожек». Но в отличие от металлического аналога гибкие фартуки отличаются пластичностью и плотно прилегают к цилиндрическим поверхностям. Такие фартуки можно сделать самостоятельно из медной фольги, имеющей достаточную толщину.
Приспособления, помогающие сварить детали под углом
От качества сварочных работ зависит надежность металлических конструкций. Поэтому предусмотрены государственные стандарты, которые регулируют сварочные процессы.
Например, ГОСТ 23518-79 определяет, какими должны быть соединения деталей, сваренных в среде защитных газов, каким образом производить сварку под острым или тупым углом. В зависимости от используемого газа, типа электрода, присадки, устанавливаются требования к процессу сварки.
Для соблюдения технологии применяют приспособления, которые не дают деталям изменить свое положение, облегчая работу сварщика. Такие приспособления помогают выдерживать прямой угол или любой другой.
Наклон электрода
Чтобы сварить детали под прямым или острым углом, необходимо уметь правильно перемещать электрод. В процессе сварки конец электрода расплавляется вместе с обмазкой, которая выделяет защитные газы и частично превращается в шлак, также защищающий сварочную ванну от атмосферного кислорода.
Необходимо обеспечивать постоянное покрытие ванны жидким шлаком, иначе не получится качественный сварочный шов. Металл в жидком состоянии должен находиться не менее трех секунд, которые требуются для выделения вредных газов.
При этом необходимо перемещать электрод вдоль шва, делая сложные вращательные или зигзагообразные движения концом электрода. Добиться такого контроля над сваркой можно только при правильном угле наклона электрода. Но угол наклона нужен не только для контроля хода сварки. С помощью него можно воздействовать на характеристики сварного шва.

Сварка углом вперед делает глубину провара меньше, в то время как ширина увеличивается. Это можно использовать при сварке металлов малой толщины. При этом способе кромки хорошо проплавляются, скорость сварки повышается.
При сварке углом назад провар становится глубже, а шов выше, но ширина уменьшается. Кромки прогреваются недостаточно, поэтому вероятны непровар и образование пор.
Но умение варить недостаточно для получения качественного сварного шва. Иногда требуется определенное его положение в пространстве, чтобы получился добротный шов.
А это достигается применением особых приспособлений, которые фиксируют свариваемые детали в пространстве так, как необходимо сварщику. Например, при электрошлаковой сварке требуется располагать шов вертикально.
При производстве сварочных работ очень часто требуется закрепить соединяемые детали между собой так, чтобы сварщик мог сделать свою работу. Если изделия тяжелые, сложной формы, то без специальных приспособлений не обойтись.
В небольших мастерских распространение получили устройства универсального типа, способные фиксировать собранное изделие перед сваркой и менять его положение в процессе работ. Они бывают установочные и закрепляющие.
Установочно-закрепляющие механизмы
 Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.
Более практичны в использовании механизмы, которые выполняют сразу обе функции – закрепляют и устанавливают заготовку в необходимом положении. При этом деталь просто устанавливают в приспособление и зажимают. Дальше идет сваривание заготовок.
Наиболее простое устройство по конструкции – это приспособление для сварки перпендикулярно соединяемых изделий. Основу устройства монтируют на сварочном столе.
Если это большие изделия, то изготавливают решетчатую раму и располагают ее в горизонтальной плоскости. На ее поверхности укладывают свариваемые изделия под прямым углом друг к другу. Для этого на плоскости имеются направляющие в виде уголков.
Если требуется сварить под прямым углом одно или несколько изделий, то можно их зафиксировать с помощью винтовых фиксаторов (струбцин). Любые соединения под прямым углом проще начать варить на сварочном столе.
При укладке на стол получают гарантировано правильное расположение деталей в одной плоскости. Угловая прямоугольная струбцина помогает выдержать прямой угол между деталями. Детали прихватывают в нескольких местах сваркой, после чего целое изделие можно повернуть так, как нужно для следующей операции.
При сваривании объемных изделий необходимо делать поворотные фиксаторы,. Это ускоряет монтаж и выемку изделия.
Самодельный фиксатор
 Если заготовки небольшие, то приспособление для закрепления их под углом 90 ° можно сделать самостоятельно из подручного материала. Нужно взять металлический уголок, полоса (два отрезка) и две струбцины. Чтобы выставить прямой угол, нужен будет угольник, другой инструмент не потребуется.
Если заготовки небольшие, то приспособление для закрепления их под углом 90 ° можно сделать самостоятельно из подручного материала. Нужно взять металлический уголок, полоса (два отрезка) и две струбцины. Чтобы выставить прямой угол, нужен будет угольник, другой инструмент не потребуется.
Длина уголков может быть любой. Полоса приваривается под углом 45 градусов к каждому уголку таким образом, чтобы они образовывали равнобедренный прямоугольный треугольник.
Причем уголки (катеты) до вершины треугольника не доходят на несколько сантиметров. Это позволит в дальнейшем спокойно варить стержни или профильные трубы в месте стыка. Если нужно, то к уголкам можно приварить и струбцины. Они будут жестко фиксировать свариваемые изделия.
Для того чтобы конструкцию не повело, сначала необходимо прихватить ее в четырех местах и только затем проваривать полностью. Полученное приспособление при закреплении его на столе прослужит не один год.
Применение магнитов
 При сварке в домашних условиях удобно пользоваться магнитными фиксаторами. Они бывают электромагнитными и на основе постоянных магнитов. Электромагниты применяются больше на производстве. Для бытовых нужд и мелких производств удобны фиксаторы на постоянных магнитах. Они компактны, могут устанавливаться где угодно, некоторые имеют переменный угол фиксации.
При сварке в домашних условиях удобно пользоваться магнитными фиксаторами. Они бывают электромагнитными и на основе постоянных магнитов. Электромагниты применяются больше на производстве. Для бытовых нужд и мелких производств удобны фиксаторы на постоянных магнитах. Они компактны, могут устанавливаться где угодно, некоторые имеют переменный угол фиксации.
Наиболее простыми по конструкции и распространенными являются магнитные угольники. Достаточно приложить угольник к свариваемой детали одной плоскостью, и соответственно расположить вторую деталь, чтобы получить надежное закрепление под прямым углом.
Остается прихватить детали в нескольких местах. После этого полностью приваривают изделие. Без прихватки магнитные угольники не выдержат температурных деформаций при сварке.
Кроме угольников существуют универсальные магнитные приспособления. Они могут фиксировать свариваемые изделия во многих положениях.
Как пример, можно рассмотреть устройство MagTab. Приспособление имеет две основные плоскости с магнитами. Угол между плоскостями меняется, поэтому приспособление можно закрепить на цилиндрической, ровной поверхности или в любом углу.
Предусмотрено еще две плоскости, к которым крепят детали. Плоскости расположены под прямым углом и имеют возможность смещаться относительно основания. Это дает возможность устанавливать свариваемое изделие в том положение, которое необходимо.
Если есть в наличие мощные постоянные магниты, особенно из неодима, то можно самостоятельно сделать подобные устройства. При использовании магнитных фиксаторов нужно учитывать, что они теряют свою силу под воздействием высокой температуры, поэтому нужно избегать их перегрева.
Соединение труб
 Сварочные работы часто используют, когда нужно соединить трубопроводы. При этом нередко возникает вопрос, а как приварить одну трубу к другой трубе перпендикулярно.
Сварочные работы часто используют, когда нужно соединить трубопроводы. При этом нередко возникает вопрос, а как приварить одну трубу к другой трубе перпендикулярно.
Если используются профильные трубы прямоугольного или квадратного сечения, то все очень просто. В месте соединения, в той трубе, к которой будет приварена другая, необходимо сделать вырез под сечение врезаемого изделия.
После этого их нужно установить в угловую струбцину и зажать винтом, или в любое другое приспособление, обеспечивающее перпендикулярное соединение деталей. Затем производится прихватка в нескольких местах и потом только проваривается все вкруговую.
При сварке круглых труб все происходит точно так же. Только дополнительно в торце привариваемой трубы делают вырез с радиусом, совпадающим с радиусом основной трубы. Это обеспечивает хороший стык, что позволит получить качественный шов.
Для соединения под прямым углом пластиковых труб часто применяют переходники. Деталь так и называется – угол 90 °. Она позволяет быстро и легко обеспечить точность угла поворота.
Какие приспособления применяются для качественной сварки?
Каждому мастеру хорошо известно, что для качественного выполнения работы, к ней необходимо правильно подготовиться. Особенно это касается сварки, в которой большая часть времени тратится не на соединение изделий, а на их правильное расположение относительно друг друга.
Приспособления для сварки помогут закрепить в требуемом положении отдельные детали или всю конструкцию.
- Главные виды сборочно-сварочных приспособлений
- Установочно-закрепляющие устройства
- Приспособления с магнитами
- Приспособления для сварки труб
- Газовые линзы
- Приспособления для вторичной защиты при аргонодуговой сварке
- Итог
Главные виды сборочно-сварочных приспособлений
Для получения качественного шва детали изделия необходимо правильно расположить их в пространстве относительно друг друга. Чтобы сделать данное действие, применяются специальные приспособления различных видов для сборки и сварки.
Они разделяются на:
- сборочные;
- сварочные;
- сборочно-сварочные.
 Первые применяются для установки и закрепления частей конструкции, используя прихватки, сварочные клещи, сварочные зажимы, и другие простейшие механические устройства.
Первые применяются для установки и закрепления частей конструкции, используя прихватки, сварочные клещи, сварочные зажимы, и другие простейшие механические устройства.
Сварочные приспособления применяются для соединения заранее собранных изделий, зафиксированных в определенном положении. К ним также можно отнести зажим массы. Третий вариант позволяет совмещать перечисленные выше две операции.
Стоит отметить, что сборочные механизмы должны допускать свободное перемещение частей конструкции. В процессе работы они будут нагреваться, и их размеры могут меняться.
Если детали будут располагаться вплотную друг к другу без возможности перемещения, тогда могут произойти деформации, возникающие из-за термического воздействия.
При работе с крупными деталями, обладающими малой жесткостью, инструменты должны обеспечивать возможность соединения только кромок деталей, а не всей конструкции целиком.
При планировании сварочных работ, необходимо заранее предусмотреть возможность доступа к местам соединения. В случае расположения деталей под прямым углом, следует использовать угловые зажимы. Если есть возможность, можно прихватить части конструкции точечной сваркой.
Затем достаточно накинуть на изделие клеммы массы сварочного аппарата и можно приступать к работе. Иногда можно воспользоваться и массой самих деталей. Под своим весом они могут достаточно надежно расположиться в необходимой конфигурации.
Однако данный вариант не всегда применим, поэтому всегда лучше иметь под рукой клещи для сварки.
Установочно-закрепляющие устройства
Для того, чтобы мастер мог качественно выполнить свою работу, зачастую соединяемые детали необходимо закреплять определенным образом. В простых мастерских широко используются универсальные устройства, позволяющие решать данную проблему.
Самыми популярными механизмами являются те, которые позволяют одновременно устанавливать и закреплять части конструкции.
Схема струбцины для сварочных работ.
Для этого используются следующие сварочные приспособления:
- угловые зажимы;
- тиски для сварки;
- зажимы с фиксатором и т.д.
Если предстоит работать с крупными деталями, то для этого мастерят специальную раму. На нее устанавливают изделия под углом 90 градусов. При такой укладке удается получить гарантированно верное расположение деталей на плоскости.
Угловая струбцина для сварки помогает выдержать прямой угол между частями изделия. Затем, используя клещи для контактной сварки, необходимо прихватить детали в нескольких местах. После выполнения этих операций на конструкцию можно накидывать клеммы массы для заземления и приступать к работе.
Если предстоит соединять мелкогабаритные детали, можно воспользоваться зажимом или ручными клещами для контактной сварки.
Приспособления с магнитами
Магнитные прижимы относят к установочно-крепежным механизмам. Это значит, что они позволяют правильно расположить детали и закрепить их. Осуществляется данная операция с помощью сильных магнитных элементов.
Какие же преимущества обеспечивает данное приспособление для сварки? Давайте разберемся.
Сварка с помощью магнитных уголков.
К основным достоинствам можно отнести:
- возможность быстрого соединения деталей;
- установка деталей под разными наклонами за счет использования магнитного уголка для сварки;
- значительное уменьшение времени на подготовительные работы;
- небольшие габариты;
- наличие в некоторых моделях активатора магнитного поля;
- возможность быстрой и легкой чистки магнитов.
Главным недостатком подобных приспособлений является ограничение их применения в зависимости от материала. Немагнитные металлы, дерево и т.п. не позволяют применять магниты.
С другой стороны, магнитные сварочные приспособления позволяют закреплять детали под любым углом друг другу, и они являются более универсальными, чем, например, струбцины.
Магнитные прижимы являются действительно удобными механизмами, которые позволяют исключить громоздкие фиксаторы и необходимость использования контактной сварки.
Кроме того, в интернете можно найти большое количество обзоров, посвященных изготовлению самодельных приспособлений для сварочных работ. Например, можно самостоятельно сделать магнитный угольник для сварки своими руками или магнитную массу на сварку.
Приспособления для сварки труб
Правильно используя приспособления для сварки труб, мастеру удастся выполнить поставленные работы быстро и качественно. В быту применяется широкий спектр различных устройств для сварки профильных труб. Это могут быть как профессиональные, так и самодельные варианты.
Главная задача подобных механизмов – правильно установить детали в нужном положении.
По своей функциональности их классифицируют на:
- упоры;
- угольники;
- шаблоны;
- призмы.
Первый тип применяется для фиксации заготовки на основной поверхности. Второй вариант позволяет устанавливать детали под определенным углом. Призмы располагают трубы в нужном положении по отношению к уже стоящим частям конструкции.
Описанные механизмы позволяют надежно устанавливать трубы и фиксировать их положение от случайного смещения.
Приспособления для сварки труб.
- струбцины для выполнения сварочных работ;
- зажимы крокодилы;
- стяжки;
- распорки.
Струбцина является универсальным механизмом, широко используемым при выполнении различных работ с металлическими деталями. Они относятся к наиболее важным устройствам, без которых не обходится практически ни одна работа.
Струбцина может иметь различную форму и конструкцию. Например, существуют быстрозажимные струбцины с кулачковым механизмом.
Для работы с трубами более удобными зачастую оказываются зажимы. Они более приспособлены к такому применению. Их использование очень простое, деталь закрепляется путем изменения зева винтом зажимной ручки.
Стяжки применяются для сближения двух деталей. Длина подобного механизма бывает различной, в зависимости от поставленных задач.
Осуществлять сборку всей конструкции очень удобно с использованием сварочного кондуктора. Он позволяет обеспечить высокую точность сварки. Особенно часто данное приспособление используется в профессиональных мастерских и на производстве.
Для надежного закрепления частей изделия кондукторы оснащены крокодилами на 500 или 200 мм, в зависимости от выполняемой работы. Конечно эти параметры могут быть и другими. В бытовых условиях можно ограничиться клещами для точечной сварки, сделанными своими руками.
Газовые линзы
Применение газовых линз позволяет улучшить качество швов. Особенно это касается работы с металлами, чувствительными к окислению.
Качество швов во много определяется потоком защитного газа. При высокой скорости движения аргона в области сопла создается разреженная зона, способствующая захвату воздуха и его подаче к ванне. При маленьких скоростях также происходит попадание кислорода во время разрывов в потоке инертного газа.
Газовые линзы используются тогда, когда необходимо обеспечить надежную защиту соединяемых металлов. Особенно это касается материалов с высокой химической активностью, к которым, например, относится титан.
Газовые горелки также используются при соединении конструкций простой формы. С применением данного устройства поток газа становится более упорядоченным и менее чувствительным к движению поперечных масс.
В то же время использовать их для частей изделий сложных форм трудно, а иногда и невозможно. Кроме того, они повышают расход защитного газа.
При использовании данного механизма важно правильно и надежно фиксировать части изделий между собой. Это можно сделать, используя клещи контактной сварки или слесарные инструменты, такие как сварочная струбцина, прищепка и другое самодельное или профессиональное оборудование.
Все сварочные работы лучше осуществлять на кондукторе. Это существенно облегчит процесс соединения различных металлических элементов. Для проводов сварочного кабеля необходимо правильно подбирать наконечники в зависимости от поставленной задачи.
Приспособления для вторичной защиты при аргонодуговой сварке
Все меры безопасности и требования охраны труда требуют обязательного заземления всех электрических контуров.
Они включают в себя несколько элементов цепи, в которые входят:
- сварочный аппарат;
- кабели;
- клещи зажимные на изделие;
- горелка;
- изделие.
Используя клещи для контактной сварки, например для угловых соединений, также очень важно заземление, поскольку работа ведется с очень высокими токами.
Подготовка к сварочным работам зачастую занимает значительно больше времени, нежели непосредственно процесс соединения частей конструкции. Для обеспечения высокого качества детали необходимо надежно и правильно выставлять под сварку в соответствии с чертежами.
Для этих целей широко используются: струбцины для сварки, сварочные клещи, клещи для контактной сварки, сварочные зажимы и т.д. Правильно установить части конструкции можно не только с помощью механизмов, но и с использованием точечной сварки.
Приспособления для сварки профильных труб
 Опытные мастера и обыватели, выполняющие сварочные работы, знают, что подготовительный этап не отнимает больше времени, чем сам процесс сварки.
Опытные мастера и обыватели, выполняющие сварочные работы, знают, что подготовительный этап не отнимает больше времени, чем сам процесс сварки.
Значительную часть времени пропадает на сборку сварочного сооружения и установку всех элементов в нужном расположении.
Зная, насколько важны приспособления для сварки профильных труб, и умея использовать их правильно, сварщик может выполнить поставленные перед ним задачи быстро и качественно.
В быту используют большое количество механизмов и конструкций для сварки труб. Эти вспомогательные устройства, чаще всего, ручные и универсальные.

Они помогают выполнить быстрый сбор конструкции с надежно закрепленными деталями, также позволяют проделать работу практически без их деформации.
Сборно-сварочные приспособлений профильных труб и их виды
Их делят на такие виды:
- Крепежные.
- Установочные.

Механизмы для установки
 Эти устройства позволяют установить профильные трубы в необходимом положении.
Эти устройства позволяют установить профильные трубы в необходимом положении.
Именно так, как они будут располагаться в итоге. По функциональному и конструкционному решению их делят на:
- Упоры.
- Угольники.
- Шаблоны.
- Призмы.
Упорные. Они фиксируют заготовки на основной поверхности, и могут использоваться постоянно, сниматься, а есть и откидные (служащие для отвода и поворота).
Постоянные приспособления – это пластины, которые приварены к основанию.
А съемные приспособления применяют в тех ситуациях, когда устройство с постоянной установкой использовать нельзя.
Угловые. С их помощью устанавливаются профильные трубы под заданным углом.
Призмы. Они фиксируют в необходимом положении цилиндрические профильные заготовки. В качестве данного приспособления используют очень простые конструкции, которые варят из уголков.
Этот механизм помогает установить профильные трубы в необходимом положении по отношению к уже стоящим частям будущей конструкции.
Приспособления для крепежа
Такие приспособления для установки профильных труб под сварку позволяют прочно зафиксировать деталь и предохраняют ее от случайного смещения после остывания. К ним относят:
- Струбцины.
- Зажимы.
- Прижимные.
- Стяжки.
- Распорки.
Струбцина. Она является универсальным приспособлением, которое можно использовать при всяких видах работы с металлическими изделиями.

Мастера называют их самыми главными по важности, и говорят, что обойтись без них практически не возможно.
Струбцина может быть разной формы и размеров. Зев у приспособления может быть стабильного объема, и бывает с возможностью регулирования.
Особым удобством выделяются быстрозажимные устройства, в которых зажимную функцию выполняет кулачковый механизм.
СОВЕТ! Профессиональные мастера рекомендуют приобрести набор разнообразных струбцин. Для сварочных мероприятий может понадобиться сразу несколько вариантов разных размером.
Зажимы. Если сравнить эти механизмы со струбцинами, то они более удобные, и в большей степени приспособлены к такому виду работ. Необходимый размер зева выставляют винтом в зажимной ручке и перемещением штифта.

Прижимы. Является самым распространенным. Они бывают: клиновые, винтовые, пружинные, рычажные.

Простейший вид такого устройства является самым обыкновенным болтом и гайкой, скрепляющим две пластины, которые зажимают заготовку.
Стяжки. Они применяются для того, чтобы сблизить элементы, которые имею габаритные размеры. Длина и способ такой конструкции зависит от задач, которые она должно выполнить.

Распорка. Этот механизм дает возможность выровнять кромки собираемых заготовок, придать им нужную форму и исправить небольшие дефекты.
Приспособления для установки и крепежа
Самые удобные в применении конструкции, которые выполняют несколько функций. При работе нужно только вставить детали и затянуть эксцентрики и винты. Все части без дополнительных усилий становятся на нужное место.
Такую работу как сварка профильных труб,большинству из нас приходиться делать очень часто. Поэтому для данного процесса разработали большое количество разных приспособлений.
Центраторы. Благодаря им сохраняется соосность свариваемых частей, а так же происходит совмещение кромок на торцах. Они разделяются на внутренние и наружные.

Наружные механизмы применяются на много чаще. Этот механизм составляют несколько звеньев, скрепленных шарнирным способом. Между собою они создают замкнутый контур.
Кроме этого, соосность заготовок неплохо обеспечивают самодельные конструкции, которые делают из уголка и наваренных на него струбцин.
Механизмы с магнитами
Угольники на магнитах. Эти приспособления для сварочных работ применяют очень широко, и они бывают разнообразной формы. Они соединяют в нужном расположении листовые заготовки, рамного вида сооружения и так далее.

Такие приспособления используют не только в форме угольника, но и другого типа. Сила магнита в них позволяет прочно установить часть профильной конструкции в необходимом расположении, и в процессе сварки детали сохраняют неподвижное состояние.
Сварочные приспособления своими руками: струбцина
Сварочные приспособления своими руками изготовить не трудно. Многие мастера для работ предпочитают устройства, изготовленные своими руками, так как магазинные варианты не являются достаточно надежными.

- Лист из стали толщиною от 9 до 11 мм.
- Три гайки.
- Шайбу. Она нужна с большим диаметром.
- Трубопрокатную заготовку с наружной резьбой соответствующей резьбе на гайке.
Процесс изготовления своими руками
Из стального листа вырезают три полосы шириною 4 см, и длиною 50 см, 25 см и 10 см. Затем подготавливают еще две прямоугольные пластины для крепежа подвижного элемента и для обеспечения упора в статичной части устройства.
Какие бывают приспособления для сварки, краткий обзор статей

При производстве сварочных работ необходимо надежно закрепить свариваемые детали между собой и удобно расположить. Некоторые виды сварки можно осуществлять только в определенном положении, соответственно должен быть расположен и сварочный стык.
Надежность крепления также важна. Во время сварочных работ по шву возникают большие напряжения, которые должны до конца процесса компенсироваться закрепляющим оборудованием.
Виды вспомогательных механизмов
Различные механизмы и подсобные детали изготавливают на предприятиях и в домашних условиях. Простейшие из них легко сделать своими руками. В общем случае вспомогательные приспособления для сварки бывают трех видов:
- механизмы для установки, сборки, предварительной фиксации;
- зажимные приспособления;
- комбинированные устройства.

Первый вид приспособлений применяют, чтобы установить детали в нужном для сварки положении. Зажимные сварочные приспособления жестко их фиксируют, не дают соскользнуть, повернуться. Комбинированные устройства выполняют обе функции.
Выбор приспособлений связан с условиями выполнения работ. Он также зависит от требований к точности изготовления заготовок, требований к зазорам, конструкции в целом.
К вспомогательным приспособлениям предъявляют определенные требования. Они должны обеспечивать свободное перемещение свариваемых деталей, вызванное нагревом в зоне сварки.
Если варят крупногабаритные изделия, необходимо обеспечить закрепление только в местах сваривания. Для сварщика должен быть обеспечен свободный доступ к месту сварки. Необходимо также обеспечивать быстрое отведение выделяемой теплоты.
Устройства для варки бывают специальными или универсальными. Например, специальный стенд для сборки и сварки рамных изделий представляет собой стол с фиксаторами.
Универсальные стенды выглядят так же, только имеют дополнительные устройства для крепежа изделия, и за счет этого могут фиксировать большую номенклатуру заготовок.
Основные виды сборочно-сварочных приспособлений
Все сборочно-сварочные приспособления можно разделить на два основных вида — установочные и закрепляющие. Особенно удобны механизмы, сочетающие в себе обе эти функции.
Установочные приспособления. Установочные приспособления предназначены для установки детали в нужное положение — точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию. Съемные или откидные упоры ставят тогда, когда их постоянное присутствие в детали конструктивно недопустимо.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
Приспособление для сварки труб
Закрепляющие приспособления. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.
Сварочные приспособления: струбцины и зажимы
Струбцина — универсальный инструмент, используемый практически при любой работе с металлом. Для сварщика она — первое по важности приспособление, обойтись без которого если и можно, то только ценой крайнего неудобства и в ущерб производительности. Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма. Вообще, сварщику желательно иметь набор самых разных струбцин, поскольку для сборки одной конструкции их может понадобиться несколько — различных размеров и конфигураций.
Струбцина Bessey с регулируемым зевом и наклоняемым упором
Быстрозажимные струбцины Bessey с регулируемым зевом
Зажимы для сварки отличаются от струбцин удобством в работе и большей приспособленностью к сварочным работам. Фиксация детали производится сжатием их ручек. Необходимые размеры зева устанавливаются с помощью винта в ручке зажима, перестановкой штифта в другое отверстие, или другим способом.
Прижимы по принципу действия подразделяются на винтовые, клиновые, эксцентриковые, пружинные, рычажные. Из всех прижимных устройств винтовые прижимы — самые распространенные. Простейший вид самодельного винтового прижима представляет собой обычный болт с гайкой, продетый в отверстия двух пластин, с помощью которых зажимаются помещенные между ними детали.
В клиновых прижимах зажим деталей осуществляется с помощью клиньев, проушин, подкладок и молотка.
Приспособления для сварки: прижимы
Зажимные скобы представляют собой кусок листа с пазом в форме клина.
Пружинная скоба прижимает деталь благодаря наличию упругой деформации. Она выполняется из полоски листового материала или проволоки, изготовленных из пружинных сталей.
В эксцентриковых прижимах зажим детали осуществляется с помощью кулачка (1), укрепленного на рычаге (2) при повороте эксцентрика (3) рукояткой (4). Эти устройства удобны тем, что зажим производится одним движением, однако к их недостаткам относится относительно небольшой рабочий ход кулачка, из-за чего используются они гораздо реже, чем винтовые прижимы.
Стяжки применяются для сближения кромок свариваемых габаритных деталей до заданного расстояния. Их длина и способ крепления к конструкции может быть самым различным, в зависимости от стоящей перед ними задачи.
Приспособление для сварки: стяжка
Приспособление для сварки: стяжка
Распорки позволяют выравнивать кромки собираемых деталей, придавать деталям нужную форму, исправлять местные дефекты.
Приспособление для сварки: распорка
Многие из вышеперечисленных сварочных приспособлений нетрудно сделать самому, придав им те размеры и формы, которые соответствуют наиболее часто выполняемой работе.
Как сделать струбцину?

Схема сборки струбцины.
Струбцина является закрепляющим приспособлением. Чтобы ее соорудить, потребуются следующие материалы:
- стальной лист толщиной 1 см;
- 3 гайки;
- некоторое количество шайб с большим диаметром;
- труба, имеющая резьбу с внешней стороны под размер гаек.
Чтобы сделать приспособление своими руками, сначала вырезается полоска из листа стали. Длина его должна быть 500 мм, ширина 40 мм. Далее вырезают 2 полоски. Еще понадобится передвижная планка 100 мм, 2 прямоугольника по 50 мм, чтобы укреплять передвижные элементы, небольшая деталь для обеспечения опоры на основной части струбцины.
К этой части приваривают дополнительную, делая между ними букву Г. На короткую часть нужно приварить деталь для опоры. 3 гайки соединяются вместе, шайбы тоже. Гайки ставят ребром к перемещающейся части, приваривают их. К стержню можно прикрепить деревянную ручку, которая вверху закрепляется гайкой.
Все элементы сваривают по внешней стороне частей. Между ними вставляется полоска струбцины. Когда сварка элементов выполнена, к ним прикрепляется передвижная планка. На конце стержня из металла плашмя приваривают большие шайбы.
Приспособления для сварки труб
Сварка торцов труб является часто выполняемой операцией — как в производстве, так и в домашних условиях. Разработано множество приспособлений для сварки труб, облегчающих эту работу и обеспечивающих ее надлежащее качество. Центраторы (так называются эти устройства) обеспечивают соосность свариваемых труб и совмещение их торцевых кромок. По конструкции они бывают наружными и внутренними, первые используются гораздо чаще.
На фото ниже представлен звенный центратор, использующийся для сварки труб большого диаметра. Он состоит из нескольких звеньев, шарнирно соединенных между собой и образующих замкнутый контур. Свариваемые торцы труб, помещенные внутрь устройства, опираются на упоры, которые центрируют их друг относительно друга.
Приспособление для сварки труб: звенный центратор
В домашней мастерской более полезными окажутся центраторы-струбцины, предназначенные для сварки труб меньшего диаметра. Например, центратор-струбцина модели СМ151 (на рисунке ниже слева) предназначен для труб диаметром 57-159 мм, а центратор-струбцина модели ЦС3 (справа) — для труб диаметром от 10 до 70 мм.
Приспособления для сварки труб: центратор-струбцина СМ151 и центратор-струбцина ЦС3
Струбцина для труб Bessey
Вообще-то, обеспечение соосности труб небольшого диаметра не является такой уж сложной задачей. Вполне можно обойтись и без покупки специализированного инструмента, воспользовавшись простым самодельным устройством для сварки труб, состоящим из уголков и приваренных к ним стурбцин.
Самодельное устройство для сварки труб
Самодельное устройство для сварки труб
Уголки необязательно приваривать к струбцине (например, если струбцина только одна), можно просто сточить у уголков угол в месте упора струбцины.
Изготовление приспособлений для сварки под углом 90°
Ручная дуговая сварка: 1-электрод; 2-покрытие электрода; 3-газовая защита.
Сварочные магниты, которые удерживают соединяемые трубы под прямым углом, нужны для упрощения сварки. Понадобятся следующие материалы:
- лист металла квадратной формы, стороны которого 20-25 см;
- труба с сечением квадратным;
- 3 гайки и 3 болта;
- болт (диаметр 4 см) и гайка 3,5 см;
- цилиндр из стали с диаметром 5 мм;
- дрель, сверло.
К квадрату из металла нужно приварить своими руками 2 куска трубы длиной 200 и 150 мм. Затем делаются 2 дополнительных детали из данных труб. Первая – П-образной формы из отрезков 100 мм. Вторая – трапеция с размерами 11,5 и 5,4 см.
Прижимы с магнитами необходимо собрать последовательным подсоединением составляющих.
Они будут хорошими сварными магнитами.
Теперь вам стало известно о приспособлениях для сварки и их устройство. Желаем вам удачи в выполнении сварочных работ и в правильном применении необходимых приспособлений, чтобы делать различные соединения, будь то угловые или тавра.
Приспособления с магнитами
Магнитные прижимы относят к установочно-крепежным механизмам. Это значит, что они позволяют правильно расположить детали и закрепить их. Осуществляется данная операция с помощью сильных магнитных элементов.
Какие же преимущества обеспечивает данное приспособление для сварки? Давайте разберемся.
Сварка с помощью магнитных уголков.
К основным достоинствам можно отнести:
- возможность быстрого соединения деталей;
- установка деталей под разными наклонами за счет использования магнитного уголка для сварки;
- значительное уменьшение времени на подготовительные работы;
- небольшие габариты;
- наличие в некоторых моделях активатора магнитного поля;
- возможность быстрой и легкой чистки магнитов.
Главным недостатком подобных приспособлений является ограничение их применения в зависимости от материала. Немагнитные металлы, дерево и т.п. не позволяют применять магниты.
С другой стороны, магнитные сварочные приспособления позволяют закреплять детали под любым углом друг другу, и они являются более универсальными, чем, например, струбцины.
Магнитные прижимы являются действительно удобными механизмами, которые позволяют исключить громоздкие фиксаторы и необходимость использования контактной сварки.
Кроме того, в интернете можно найти большое количество обзоров, посвященных изготовлению самодельных приспособлений для сварочных работ. Например, можно самостоятельно сделать магнитный угольник для сварки своими руками или магнитную массу на сварку.
Механизированные стенды
При сварке много времени уходит на подготовительные работы. В этих условиях роль устройств механизации не менее важна, чем сама сварка. Зачастую она вообще незаменима.
Использование стендов, стеллажей и плит позволяет прочно крепить заготовки. Изделие предварительно собирают, и затем уже фиксируется на стенде в требуемой позиции. Стенды часто используют при сварке габаритных, плоских деталей, которые фиксируют электромагнитами или другими прижимами.
Отечественное и зарубежное производство электродов для сварки
Время чтения: 5 минут
Как известно, материал для сварочных работ должен быть качественным и изготовленных из чистого сырья. Только так удастся добиться стабильного горения дуги при ручной дуговой сварке. Конечно, профессионалы способны сформировать качественный шов, используя даже дешевые расходники для сварочных работ. Но так мастеров единицы. Поэтому важно правильно выбрать производителя электродов.
Газовые линзы
При аргонодуговой сварке большое влияние на качество защиты оказывает скорость истечения газа из горелки и форма свариваемых изделий. Слишком высокая скорость истечения газа так же плохо влияет на качество защиты, как и слишком малая — вследствие подсоса воздуха в сопло и турбулентности газового потока.
Чтобы убрать турбулентность и сделать поток аргона ламинарным (линейным), применяют газовые линзы — корпуса цанговых зажимов особой конструкции (с мелкой сеткой внутри), обеспечивающие ламинарность течения газа. Газовая линза устанавливается вместо стандартного цангового зажима. Вместе с ней меняется и сопло горелки, поскольку линза имеет увеличенные размеры.
Поток газа с использованием газовой линзы (слева) и без линзы (справа)
Применение газовых линз признается целесообразным в тех случаях, когда требуется обеспечить лучшую газовую защиту из-за особых свойств материала (например, в случаи титана) или конфигурации свариваемых изделий. Их использование позволяет также выдвигать электрод больше обычного, что иногда является необходимым.
Вместе с тем газовые линзы имеют и недостатки. В частности, при их применении требуется больший расход газа. Увеличенный размер сопла несколько ухудшает обзор зоны сварки.
Правильный подбор марки электродов для дуговой ручной сварки
Время чтения: 10 минут
Эта большая статья — находка для начинающего сварщика. Там мы подробно рассказываем абсолютно все, что вам необходимо знать. Как правильно выбрать расходные материалы для различных типов металлов? Какие сварочные материалы для дуговой сварки лучше приобрести, а от каких отказать? Важно ли учитывать покрытие, если вы выбираете сварочные расходники? На эти, и многие другие вопросы мы постарались ответить в этом материале.
Приспособления для вторичной защиты при аргонодуговой сварке
При сварке титана требуется защита не только непосредственно зоны расплавленного металла, но и прилегающих к ней областей. Это вызвано тем, что титан при температуре выше 400°C начинает активно вступать в реакцию с газами, содержащимися в воздухе, в результате чего повышается его хрупкость и снижается прочность. Чтобы не допустить этого, применяется т.н. вторичная защита, целью которой является исключение контакта с воздухом тех зон металла, которые могут иметь температуру выше 400°C.
В качестве основного устройства для вторичной защиты используется металлический кожух («сапожок»), прикрепляемый к соплу горелки и обеспечивающий подачу газа на область шва. Чтобы «сапожок» качественно исполнял свое предназначение, его форма должна соответствовать конфигурации свариваемого изделия и параметрам горелки. Его часто изготавливают самостоятельно или заказывают под конкретную горелку и работу. Для равномерной подачи газа на защищаемую поверхность, устройство может заполняться каким-нибудь пористым наполнителем, в частности, алюминиевой стружкой.
Сапожок для сварки
В виде модификаций устройств для сварки, обеспечивающих вторичную защиту, используются также гибкие фартуки, которые исполняют ту же роль, что и «сапожок», но в отличие от последнего обладают гибкостью, позволяющей им огибать цилиндрические конструкции. Подобные приспособления порой делают из медной фольги достаточной толщины.
Приспособление для вторичной защиты при сварке
Приспособление для вторичной защиты при сварке
Приспособление для вторичной защиты при сварке (Huntingdon Fusion Techniques)
Приспособление для внутренней защиты свариваемых труб (Prestige Industrial Pipework)
Приспособление для внутренней защиты свариваемых труб (Prestige Industrial Pipework)
При использовании содержания данного сайта, нужно ставить активные ссылки на этот сайт, видимые пользователями и поисковыми роботами.
Вместо заключения
Прочтите их, чтобы знать все о современных сварочных материалах, представленных на рынке. В своих статьях мы перечисляем не только достоинства, но и недостатки тех или иных сварочных материалов. Так что вы можете сделать свой вывод исходя из нашего опыта и сторонних отзывов в интернете.
Ну а если вы уже обладаете опытом, то ниже в комментариях вы можете поделиться своими личными рекомендациями по выбору и применению сварочных материалов. Ваше мнение наверняка будет полезно для всех начинающих сварщиков. Желаем удачи в работе!
Подготовка к сварочным работам зачастую занимает значительно больше времени, нежели непосредственно процесс соединения частей конструкции. Для обеспечения высокого качества детали необходимо надежно и правильно выставлять под сварку в соответствии с чертежами.
Для этих целей широко используются: струбцины для сварки, сварочные клещи, клещи для контактной сварки, сварочные зажимы и т.д. Правильно установить части конструкции можно не только с помощью механизмов, но и с использованием точечной сварки.
Струбцины для сварки труб

Вопросы, рассмотренные в материале:
- Какие существуют приспособления для сварки труб
- Что представляют собой струбцины для сварки
- Каковы разновидности струбцин для сварки труб
- На что в первую очередь обратить внимание при выборе струбцин для сварки труб
Если вы с кем-нибудь заведете разговор об электрической или газовой сварке, то большинство собеседников легко представят себе основное оборудование, применяемое в этих техпроцессах. Сразу же вспоминается аппарат с проводами и электроды, покрытые флюсом, либо газовые баллоны, горелка и припой. Все помнят маску или очки, предохраняющие лицо сварщика. Но мало кто из непрофессионалов знает, что большая часть подобных работ не обходится без специальных технологических приспособлений. К ним относятся различные зажимы, тиски и струбцины для сварки труб. Их задача заключается в том, чтобы ускорить и упростить работу сварщика, сделать ее более качественной.
Приспособления для сварки труб
Устройства для сварки изготавливаются из самых разнообразных материалов. Основное их назначение – обеспечить наиболее удобные условия и режимы работы. За счет этого повышается качество как самого сварного шва, так и всего процесса в целом. Известные приспособления можно разделить на два типа: установочные и крепежные.

Упоры, уголки, призмы и шаблоны относятся к установочным механизмам. Их задача состоит в том, чтобы задать свариваемым элементам правильное положение в пространстве.
Упорные устройства предназначены для фиксирования заготовки на основной поверхности. Они применяются постоянно, однако встречаются и откидные варианты исполнения. Их можно демонтировать, если возникнет подобная необходимость.
Для фиксации взаимного расположения труб применяют уголки, изготовленные из разных материалов.
Для крепежа цилиндрической профильной заготовки применяют специальные призмы. Их обычно изготавливают из металлических уголков. Подобные элементы фиксации несложно сделать самостоятельно.
Если же на момент проведения работ существует необходимость надежно закрепить свариваемые детали, то обычно используют закрепляющие элементы, к которым относятся следующие конструкции:
- Стяжки. Их применяют для сближения однотипных элементов. Конкретное исполнение устройства зависит от назначения сближаемых деталей.
- Зажимы. Очень удобное в использовании приспособление. Размер зева, образуемого между зажимающими элементами, регулируется при помощи пары из зажимного винта и штифта. Устройство имеет простую конструкцию, изготовить которую самостоятельно в условиях домашней мастерской не представляет собой особого труда.
- Прижимы. Еще один несложный, но достаточно распространенный крепежный механизм. Применяют пружинные, рычажные и клиновые приспособления. Самые простые из них выполнены в виде винтовой пары и позволяют определить положение свариваемых деталей относительно параллельно расположенных пластин.
Существуют также гидравлические прижимы. Стоят они недешево, к тому же имеют ограниченную область использования, потому и встретить их можно крайне редко. Главная сфера их применения – и здесь они незаменимы – ситуации, когда нужно обеспечить давление около 5000 МПа и более.
Опытные мастера всегда в запасе имеют, кроме струбцин, еще целый комплект разнообразных крепежных принадлежностей.
Что такое струбцины для сварки
Струбцина для сварки труб работает по принципу действия тисков с дополнительным функционалом. Ее отличие от обычных зажимов состоит в том, что она обеспечивает комплекс технологических мероприятий, способствующих повышению качества сварных конструкций:
- Струбцина для сварки труб имеет, как правило, небольшой вес и достаточно компактную конструкцию. Это позволяет организовать работу с ней в любом месте и в любом положении.

- Применяя в одной сборке несколько струбцин с различными линейными и угловыми размерами, можно обеспечивать сварку многосоставных деталей.
- Струбцины являются хорошим средством в профилактике негативных последствий усадки швов и борьбы с этим явлением. Усадка возникает при остывании шва, когда в металле возникают остаточные напряжения, способные вызывать деформации, которые часто оказываются нежелательными или даже вредными во время эксплуатации детали или при ее монтаже. Особенно часто это проявляется на сложных изделиях, которые имеют несколько сварных стыков, каждый из которых сложным образом влияет друг на друга.
Струбцина жестко фиксирует соединяемые элементы. Также закрепление свариваемых элементов способствует более равномерному распределению жидкого расплава между кромками.
Рекомендуем статьи по металлообработке
Как уже отмечалось ранее, большинство струбцин можно изготовить самостоятельно под конкретную задачу. К материалу для них не предъявляется особых требований. Это может быть любая сталь достаточной прочности, поддающаяся механической обработке.
Чаще всего самодельные угловые струбцины для сварки изготавливаются из:
- Обычной углеродистой стали. Она имеет химический состав широкого диапазона, при этом хорошо сваривается. Швы испытывают незначительные остаточные напряжения, что не приводит к существенным деформациям готовых изделий. Имея толщину примерно 8–10 мм, детали струбцин хорошо поддаются механической обработке. Поэтому для изготовления таких приспособлений допускается использовать стальные профильные трубы, не обращая внимания на их точный химический состав.
- Инструментальной стали. В этом случае нужную форму ей придают при помощи ковки с последующим улучшением – термообработкой, сочетающей закалку и высокий отпуск. Такой способ более приемлем для промышленного производства, так как требует специальных знаний и навыков исполнителя.
- Магнита. Постоянный магнит может являться одним из элементов струбцины. Из него может быть выполнена и все приспособление целиком. В качестве материала для магнита используется, как правило, ниодимовый сплав. Он сравнительно недорого стоит и при собственных размерах (Ø – 30 мм, h – 9 мм) создает постоянное магнитное поле, позволяющее удерживать на весу 93 кг.
В наше время подобрать устройства для фиксации нужной конфигурации свариваемых деталей не представляет особого труда. В продаже можно найти струбцины совершенно разных типов, форм и размеров. Наибольшей популярностью среди них пользуются устройства, позволяющие быстро провести зажим заготовки.
Основные разновидности струбцин для сварки труб
Приведем примеры устройств, наиболее популярных у современных сварщиков.
- Стандартные струбцины.
Это устройство с простейшей конструкцией и точным механизмом. Оно позволяет быстро и точно закрепить в нужной конфигурации детали непосредственно перед сваркой.
- Быстрозажимные струбцины.
Также быстро и сильно закрепляют детали. Изменение силы прижима элемента, как правило, обеспечивается изменением расстояния до системных отверстий.

Горизонтальная планка оснащена быстрозажимным механизмом. Она – так же как и вертикальная планка – может быть стандартной длины или иметь размеры согласно требованиям заказчика.
- Профессиональные струбцины.
Профессиональные струбцины сложнее стандартных, так как должны быстро и точно фиксировать самые разнообразные сварочные элементы. Основным же преимуществом таких приспособлений считается легкость регулировки и простота демонтажа.
Некоторые профессиональные устройства выполняют из вороненого материала. Разные части таких изделий можно заказать и изготовить отдельно. Размеры могут быть как стандартные, так и индивидуальные. Высота горизонтальной планки профессиональной струбцины регулируется на крестовине с помощью фиксатора, а для регулировки зажима служит шестигранный ключ и внутренний шестигранник на ручке.
- Струбцины с круглой трубкой.
Эта струбцина проста, удобна и долговечна. Предполагает возможность заказа горизонтальной и вертикальной планок нестандартной длины по требованию клиента. Наличие же сменной призмы позволяет использовать ее при работе с деталями из разных материалов.
- Универсальные струбцины.
Универсальная струбцина представляет собой гибкую конструкцию, позволяющую надежно фиксировать взаимное расположение деталей под углами как 90°, так и 180°. Она совмещает в себе функциональные преимущества стандартных и подвижных устройств.

Угловая струбцина для сварки профильных труб
Угловая струбцина для сварки профильных труб используется чаще всего. Ее применяют в основном при работе со сложными конфигурациями свариваемых деталей и в неудобных положениях, когда нет возможности «на глаз» точно состыковать детали.
При помощи угловых струбцин фиксируют элементы, предназначенные для сварки между собой и находящиеся под разными углами друг к другу. Аналогом углового приспособления считают сварочный уголок. Отличие состоит в том, что последний только состыковывает детали, но не фиксирует их. Таким образом, струбцина является более удобным устройством, чем уголок сварщика.
На практике каждый сварщик имеет определенный набор, состоящий из нескольких струбцин и некоторых других приспособлений, что позволяет ему сконструировать нужный инструмент прямо на месте сварки. Заметим, что при использовании струбцин непринципиально, из какого материала сделана свариваемая деталь, неважен также ее диаметр.
Казалось бы, струбцины настолько просты в конструкции, что не должны ломаться. Однако опыт говорит об обратном. Надежность изделий зависит в первую очередь от материала, из которого они выполнены.
Подвижная часть и рама – это главные элементы струбцины. Зажимы и зажимные винты располагаются на подвижных элементах конструкции. Винтами регулируется сила фиксации детали. Зажимы, как правило, комплектуются зажимными губками. Механизм фиксирует детали размером не более 40 см.
Перед тем как купить угловую струбцину для сварки профильных труб, подумайте внимательно о тех работах, которые предположительно будете выполнять. Помните, что данное приспособление фиксирует детали только под определенным углом. Таким образом, если вам нужно варить под углом в 90°, а струбцина может фиксировать деталь только под углом 60°, то брать с собой такое устройство не имеет смысла.
Продумайте заранее – если это, конечно, возможно – фронт предстоящих работ. Или просто берите струбцины с запасом. Лучше всегда иметь комплект со струбцинами для сварки под различными углами.
На что обратить внимание при выборе струбцин для сварки труб
В первую очередь обратите внимание на толщину фиксирующих губок. Это очень важный параметр. Чем больше их толщина, тем крепче и надежнее они фиксируют деталь, а значит, и шов получится надежным, с минимальными остаточными напряжениями, то есть сборку после остывания не «поведет». Также обратите внимание на материал винтов. Желательно, чтобы они оказались из меди – в крайнем случае, болт должен быть с медным покрытием.
Последнее требование к материалу болтов возникает из-за того, что в процессе сварки брызги металла будут оседать и на винтах, что может вывести эти детали из строя. Если же изделия выполнены из меди, ничего страшного не произойдет.
Ранее уже отмечалось, что струбцины можно заменить сварочными уголками. Это, конечно, менее затратный вариант. Однако нужно помнить, что уголок только состыковывает элементы, но не фиксирует их. Сварщик сам должен держать детали и следить за их положением. Согласитесь, это неправильно. Так что советуем не экономить и купить набор действительно качественных струбцин.
Опытные мастера считают, что приспособления для выполнения сварочных работ, приобретенные в магазине, не отличаются высокой надежностью. Их лучше делать самому. Но если вам это не под силу или не хватает времени на их изготовление, то постарайтесь заказать производство подобных устройств в профильной фирме. Данное решение во многих ситуациях является наилучшим.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.





