Чем можно оштукатурить печь?
Для самостоятельного выполнения работ по оштукатуриванию кирпичной печи важно подобрать оптимальный вариант смеси. Можно ли использовать гипсовую и другие виды растворов, свойства и качество смеси и 10 лучших – все эти вопросы начинающий печник сможет решить, ознакомившись с материалами статьи.
- Виды и типы штукатурки для печи
- Зачем штукатурить?
- Можно ли штукатурить печь гипсовой штукатуркой?
- Можно ли штукатурить Ротбандом?
- Производители и марки
- Вывод
Виды и типы штукатурки для печи
Этот вид растворов должен отличаться от обычных повышенной устойчивостью к высоким температурам, с сохранением прочности и адгезии. Обычная цементная смесь разрушается под действием температуры.
Этот вид огнеупорных смесей подразделяется:
- Простые растворы.
- Сложные виды смесей.


Для приготовления простой штукатурки требуется приготовить глину и песок. Сложные смеси замешивают на основе 3 и более ингредиентов:
- асбест, глина, песок;
- известка, огнеупорная шамотная глина, речной песок;
- глина, песок, цемент и асбест;
- гипс, известь, стекловолокна, песок.
Также рекомендуем ознакомиться со статьей «Раствор для штукатурки своими руками». Здесь дана полная, исчерпывающая инструкция по самостоятельному изготовлению смеси.
Зачем штукатурить?
Задачи и свойства смесей сплетены в одну основную задачу – предохранение печей от растрескивания и сглаживание всех неровностей кладки. По своим свойствам жаростойкая штукатурка для печей способна:
- задерживать прохождение угарного газа, даже при растрескивании или разрушении кирпичей и раствора швов;
- благодаря своим свойства адгезии, в растворах не заводятся вредоносные грибки или колонии бактерий;
- убирает неприятный запах от нагревшихся кирпичей печи или камина. На швах кладки собирается пыль, которая при сильном разогреве может вызвать аллергические реакции. Гладкая поверхность не позволяет пыли оседать на ней;
- при добавлении в раствор красителей можно сделать печь украшением комнаты и всего дома.
к содержанию ↑
Можно ли штукатурить печь гипсовой штукатуркой?
Лучше использовать стекловолокно. После правильного нанесения на стены, она выдерживает высокие температуры и предохраняет дом от пожаров. Высохший слой способен выдерживать высокие механические нагрузки.
- Перед началом работ потребуется очистить поверхности от грязи и старого раствора.
- Обязательно пропитываем стены специальной грунтовкой и наносим первый слой. После высыхания, снова грунтуем поверхности и штукатурим печь.
- Понадобится нанести еще третий слой и ваша печка будет радовать приятным внешним видом и отсутствием трещин во время эксплуатации кирпичной печки или камина.

к содержанию ↑
Можно ли штукатурить Ротбандом?
 На этот вопрос специалисты отвечают категорично – нет. Такая защита быстро пожелтеет и растрескается. Основа этой штукатурки гипс, который переходит вполуводное состояние, при наборе температуры уже в 130 0 . Такой слой будет просто отваливаться от стены.
На этот вопрос специалисты отвечают категорично – нет. Такая защита быстро пожелтеет и растрескается. Основа этой штукатурки гипс, который переходит вполуводное состояние, при наборе температуры уже в 130 0 . Такой слой будет просто отваливаться от стены.
Поэтому лучше использовать проверенный способ приготовления раствора из глины и песка, пускай и, затратив несколько дней на его приготовление, чем получить растрескавшиеся стены.
А вообще самый достойный вариант – обложить печь керамической плиткой, которая будет служить долго и надежно. Главное подобрать хороший вариант клея или раствора и качественно выполнить работу.
Но это все зависит от выбора домашнего мастера. Нам важно ответить на основной вопрос статьи – каким раствором штукатурить печь? Решить проблему выбора поможет ТОП – 10 смесей от ведущих производителей жаростойкой штукатурки.
Производители и марки
| Марка раствора | Описание | Средняя цена |
Термостойкая штукатурка для печей «Терракот». Вес упаковки 5 кг. |
Белая термоштукатурка «Плитонит СуперКамин Термо». Упаковка 25 кг.
Глиняный раствор для штукатурки печи «Калина Мастер». Вес упаковки 25 кг.
Особенности штукатурки печи
Печное оборудование из кирпича и камня отделывают, чтобы подготовить поверхность к последующему декоративному оштукатуриванию и увеличить герметизацию кладки. Заштукатуривание печи в домашних условиях под силу каждому начинающему, однако, успешность процедуры в 80% ситуациях зависит от выбора правильного сырья и его замешивания. Каким составом осуществляется штукатурка печи и правильность его набрасывания – важные аспекты успешности и гарантия длительного результата. 
- Нужно ли наносить штукатурку на печь
- Чем можно оштукатурить печь, чтобы не трескалась: виды и типы
- Простые смеси, сделанные своими руками
- Декоративные составы
- Алгоритм действий при нанесении штукатурки
- Необходимые инструменты
- Замес раствора и маяки своими руками
- Зачистка и заколка
- Нанесение штукатурки
- Советы экспертов по ремонту
Нужно ли наносить штукатурку на печь
Для чего проводится оштукатуривание печной конструкции? Процедура нужна не просто так, печка должна выйти прочной и герметичной. Неотделанные конструкции – редкое явление.
Почему требуется отделывать печное устройство.
- За счет используемого отделочного материала, камин становится привлекательным внешне, также меняется интерьер в доме.
- Чтобы оштукатурить печь, используется глиняный состав. Раствор также является страховкой. Кладка после покрытия смесью становится герметичной и прочной. Это важно, ведь при серьезных разностях в температуре кладка будет трескаться в отдельных местах. Тогда дым станет проникать прямиком в помещение, что негативным образом сказывается на здоровье, интерьере помещения.
При посещении строймаркетов можно заметить, что цена на термостойкие продукты завышена, чем на смеси для штукатурки печей с глиняной основой.
Так, состав раствора для штукатурки печи может готовиться из песка с глиной. В него могут добавить цемент, известь. Популярными считаются смеси, основа которых гипс и известь. Нередко покупают глиняную штукатурку. Серьезные перемены температуры, и прочее негативное воздействие штукатурка должна выдержать.
Помимо этого немаловажно, чтобы оштукатурить печку, замешивать раствор, соблюдая пропорции. Объемы обусловлены жирностью глины, ведь она является главным компонентом. Если работа будет проводиться с повышенной жирностью глины, то готовится состав из 4 мер песка и 1 меры глины. Для повышения упругости сырья используется стекловолокно, асбест. Их вводят в состав готовой смеси.
Чем можно оштукатурить печь, чтобы не трескалась: виды и типы
Штукатурка для печей и каминов должна выбираться обдуманно. Отделывать поверхность типичными строительными материалами неразумно. Из-за изменчивости температур и повышенным их коэффициентом, штукатурка печи из кирпича выбирается термостойкая. Немаловажными являются показатели упругости, чтобы предотвратить растрескивание, обсыпание стен в ходе топки печного оборудования. 
Чтобы заштукатурить конструкцию советуют купить смесь для штукатурки печей в готовом виде. Важным компонентом выступает глина средней жирности, без введения песка и вымучивания.
Чем оштукатурить печь, чтобы не трескалась? Различают такие типы грунтовочного сырья.
- Термостойкий вид – имеет общее назначение, чтобы оштукатурить печку. Выбирается состав на температуру 200 градусов. Отделка может осуществляться, захватывая отопительную площадь полностью, не включая варочную зону и духовой шкаф. Русскую печь, английский камин, баню тоже можно полностью поштукатурить, используя термостойкий раствор.
- Огнеупорная смесь – может выдержать соприкосновение с открытым огнем некоторый промежуток времени, около 20 минут. Огнестойкая штукатурка тоже может выдерживать неограниченное время. При покупке эти названия нередко путают, но это неважно для материала, поскольку топка и дымоход не штукатурятся. С помощью огнеупорного состава покрывается переднюю часть конструкции с открытой топкой.
- Жаростойкий состав – может выдерживать температуру более 800 градусов, контактируя и не контактируя с пламенем. Жаропрочный материал используется, чтобы отделывать варочную область, которая имеет очень сильную систему нагревания и непростой тормодинамический оборот. Полезно частичное покрытие термостойкой штукатуркой для печей и каминов, на 20-30 см в стороны от выхода наружу деталей из металла, способных нагреваться до 400 градусов.
Важно! Когда оштукатуривание различных частей конструкции проводится растворами различного направления, то советуют не использовать смеси домашнего изготовления, а готовое сырье приобретать одной марки.
Простые смеси, сделанные своими руками
Возможен тот случай, когда для меньших затрат лучше приобрести элементы материала. Тогда покупается негашеная известь и гасится самостоятельно, материал на известке-пушонке за год покрывается трещинами. Состав для штукатурки печи в сухом виде требуется просеивать, тесто из извести, молоко, хорошо вымешиваются, чтобы не оставались негашеные сгустки.
Образцы растворов для штукатурки печи своими руками.
- Глина с песком и асбестом – соотношение 1:2:0,1.
- Глина с известью, песком, асбестом – 1:1:2:0,1.
- Известь с гипсом, песком, асбестом – 2:1:1:0,2.
- Глина с цементом, песком, асбестом – 1:1:2:0.1.
Назначение составов следующее:
- в качестве первоначального слоя либо основного грунтовочного;
- второе покрытие для грунтования либо для печной трубы;
- финишный слой под окрашивание, побелку. В такую смесь возможно введение пигментов, основа которых силикон. Глина берется белая либо серая. Приготовление сырья порционное, вырабатывается за 3-5 минут, поскольку присутствующий гипс мгновенно застывает. Поэтому замес лишь механический не больше 5 минут;
- состав высокой крепости, для проведения накрывки под декоративную печатную штукатурку.
Важно! Поскольку асбестом выделяются вредные компоненты, в жаростойкий раствор вместо него советуют вводить волокнистые армирующие добавки – стекловолокно.
Можно ли самостоятельно приготовить термостойкую штукатурку? Чтобы сэкономить время, возможно самостоятельное приготовление сырья, следуя технологическим процессам и пропорциям замешивания. Простая термостойкая смесь замешивается так:
- просеивается песок;
- после он соединяется с глиной;
- сырье засыпается в тару;
- вводится жидкость;
- масса размешивается миксером до консистенции сметаны.
Количество песка с глиной, чтобы поштукатурить стены камина дома, будет зависеть от жирности глины. В жирное сырье добавляют 3-4 меры песка. Для определения жирности, глину кладут в ведро, заливают воды и замешивают до плотности сметаны. Затем немного смеси зачерпывается дощечкой. Когда глина покрывает дощечку на 1 мм, тогда она не жирной структуры. Толстое покрытие указывает на жирность сырья. 
Декоративные составы
Оштукатуривание печи декоративными материалами вполне реально выполнить самому, также как и отделку под кирпичную кладку, камень. Для отделки накладываются составы без полимерных пигментов. Их используют вместо накрывки, в случае наличия чистовой поверхности, либо как второе покрытие грунта при оштукатуривании под кирпич, камень.
Алгоритм действий при нанесении штукатурки
Хорошая отделка печного оборудования под силу неопытным мастерам. Важно с пониманием отнестись к процессу и применять качественную продукцию. Тогда печная конструкция сохранит первоначальный вид на долгое время.
Необходимые инструменты
Разобраться, как штукатурить печь и заготовить весь требуемый инструментарий, сырье, следует заранее.
Для рабочего процесса нужно обзавестись:
- кельмой, мастерком;
- теркой;
- молотком;
- шпателем, зубилом;
- пассатижами;
- брызгалкой для смачивания стен;
- ножницами для резки ткани, металла;
- грубым видом сита, чтобы просеивать сырье;
- тарой для материала, жидкости;
- совком для состава;
- веником.
В перечне инструментов также присутствует отделка для печной конструкции, армирующая сетка с ячейками 10х10 мм, известь, цементное сырье.
Замес раствора и маяки своими руками
Есть разные виды штукатурок для самостоятельного замешивания, которыми можно оштукатуривать стены печного оборудования.
- Из глины.
- Из шамотной глины.
- С введением цемента.
Чтобы замесить раствор из глины, сырье изначально замачивают в теплой воде, пока не набухнет. Перемешивание не требуется, хватает процеживания перед введением песка. Материал готовится из 1 части глины и 2-2,5 мер песка. Готовность смеси определяется по появлению сгустков, которые прилипают к палке. Увеличение клейких свойств, упрочнение поверхности добиваются путем введения в состав 10% асбеста, стекловолокна. 
Готовый глиняный раствор для штукатурки печи имеет следующие особенности:
- легко наносится;
- имеет большую гибкость;
- материал наделен высокой прочностью, когда высыхает.
Шамотная глина (калоин) – растрескивающееся сырье, поскольку при влиянии повышенных температур шамот утрачивает упругость. Устранение дефекта осуществляется путем введения в состав кварцевого песка – специальное клеящее вещество с крошками стекловолокна для упрочнения.
Существуют разные рецепты приготовления смеси из шамотной глины.
- Шамотная глина 1 часть + 2-4 меры шамотного песка, щебня.
- Шамотная глина 1 часть + 3-5 мер кварцевого песка.
Объем жидкости берется согласно инструкции от производителя шамота. После замеса всех ингредиентов емкость закрывается, чтобы исключить излишнее испарение жидкости и оставляют на 3 дня. Затем паста мешается и может использоваться.
Применяя глиняную смесь возможно замешивание цементного состава для печного оборудования. Глину с песком и цементом берут в отношении 1:2:1. Основной объем раствора соединяется в небольших объемах, определенный быстротой просыхания пластичного состава. Спустя час данная смесь застынет и будет негодна к использованию. Не нужно экономить на крепости. В основу вводится цемент марки 400 и более.
Маяки для оштукатуривания берутся меньшей высоты, относительно величины грунтового покрытия. Они вдавливаются в марки. Гребешок маяка должен стать на уровне с плоскими вершинами марок. Схватившиеся марки примазываются лопаткой по бокам. Маяки ставятся по очереди, до 3 штук.
Зачистка и заколка
Отделывание нового печного оборудования разрешено не ранее 30 дней после укладывания. За этот промежуток печка полностью просохнет и процедура усадки постройки окончится.
Перед процедурой оштукатуривания внешние стены очищаются от оставшегося материала, используя шпатель или зубило. Наждачной бумагой производится затирка незначительных неровностей. Пыль удаляется сухой ветошью.
Шовные участки углубляются до 10 мм, чтобы улучшить сцепкость кладки с материалом. Заколку, щербатость проводят, делая удары при помощи лезвия топорика. Лунки делаются в глубину до 3 мм, с промежутком в 2-3 см. Затем стены печки зачищаются от пыли жесткой щеткой.
До начала оштукатуривания печь хорошо протапливается, после наполовину остужается, и сразу увлажняется. Чтобы смочить поверхность берется брызгалка с жидкостью или жидкое известковое молочко.
Кирпичную стену, из камня советуют покрывать армирующей сеткой, что позволит повысить прочность штукатурного покрытия, придать сцепкость, предупредить появление трещин. Сетка необходима, если после в планах конструкцию обложить кафелем. 
Нанесение штукатурки
Процедура отделки проводится по стадиям, в ходе каждой наносится 1 слой состава.
- Обрызг – является первичным тонким покрытием, предполагает набрасывание без выравнивания. Смесь для обрызга разводится жидкостью до густой сметаны. Целью покрытия является — забить неровные участки и подготовить стены для главных покрытий.
- Грунт – второе покрытие. Кладется после сцепления обрызга, не допуская просыхания. Густой состав размещается по плоскости кельмой и проводится выравнивание теркой. Грунт накладывается в толщину 3-4 мм.
- Заключительный этап – нанесение незначительного слоя очень жидкого штукатурного состава. Не густой состав позволяет исключить дефекты. Последний слой – накрывку, кладут в толщину не больше 2 мм.
Накрывку заменяют с помощью декоративного оштукатуривания в качестве покраски или облицовки. Тогда финишное покрытие предусматривает использование составов из камня, терразита, извести и песка с введением пигментов устойчивых к жару.
Советы экспертов по ремонту
Стадии отделки печной стены идентичные для любой выбранной массы. Различия несущественны, но в процессе оштукатуривания они учитываются.
Так состав с введением гипса будет высыхать в 2 раза быстрее, чем из цемента. Использование шамотной глины в массе хорошо подходит для укладывания на кирпич из такого же состава, поскольку показатель теплопроводимости одинаковый.
Оштукатуренная конструкция должна высохнуть, не используя вспомогательные средства.
Чем лучше отделывать печную постройку не ответит не один мастер. Каждый из печников владеет своими секретами и составляющими растворов для оштукатуривания поверхностей из кирпича. Можно замесить глиняную и песчаную смесь купить готовую массу. Важно верно соединить и нанести материал на стены отапливаемой конструкции.
Чем и как штукатурить печи и камины: огнеупорный раствор + отделка

Правильно наложенная штукатурка имеет гладкую ровную поверхность и не растрескивается под воздействием высоких температур. При ее нанесении важны не только точное соблюдение всех этапов работы, но и вид используемой смеси.
Какая необходимость в оштукатуривании?
Оставлять печь или камин без отделки не стоит. Причин для этого несколько:
- привлекательный внешний вид;
- создание дополнительного герметичного слоя: ведь даже в случае растрескивания кирпичных швов существенно снижается вероятность просачивания в помещение угарного газа;
- гигиеничность: выравнивание кладочных швов препятствует осаждению на них пыли.
Именно поэтому после возведения печи или камина их лучше заштукатурить или закрыть жаропрочной керамической плиткой, керамогранитом либо камнем. Первый вариант используется наиболее часто. Ведь стоит штукатурная смесь недорого, выглядит аккуратно и служит достаточно долго.

Чем оштукатурить: выбираем огнеупорный раствор
К основным требованиям, предъявляемым к смесям, используемым для отделки домашних печей и каминов, относят термостойкость, способность выдерживать перепады температур, высокую эластичность и устойчивость к образованию трещин. Обычные растворы, применяемые в строительстве, тут не годятся. Для оштукатуривания печей и каминов используются следующие виды жаростойких смесей:
- глиняно-известковые:
- цементно-глиняные:
- глиняно-гипсовые;
- смешанные с использованием нескольких связующих.
Производители вводят в данные смеси разные виды пластификаторов, а также влагоудерживающие добавки, с помощью которых регулируется скорость затвердевания раствора. Работать с ними более удобно, так как схватываются они медленнее.
Как правило, выпускаются два вида огнеупорных составов. Первый используется для черновой первичной отделки. Его допускается наносить толстым слоем до 10 мм. Второй вид смесей используется только для окончательного выравнивания поверхности. Такой слой более тонкий до 3 мм. В состав финишного раствора вводятся мелкодисперсные компоненты, позволяющие получить идеально ровную и гладкую поверхность, которую можно в дальнейшем окрашивать или покрывать декоративной штукатуркой.
 В продаже среди готовых жаростойких штукатурок для печки популярна смесь Терракот. Она состоит из каолиновой шамотной пыли и функциональных добавок. Выдерживает температуру до +400°С.
В продаже среди готовых жаростойких штукатурок для печки популярна смесь Терракот. Она состоит из каолиновой шамотной пыли и функциональных добавок. Выдерживает температуру до +400°С.
Работы проводятся от +5°С до +35°С. На 1 кг штукатурки добавляют 250 мл воды, перемешивают, дают раствору настояться 15 мин. После по повторного перемешивания раствор используют в течение 60 мин. Наносится слоем до 10 мм за один раз, расход смеси при этом будет 10 кг/м2. Если требуется нанести второй слой, то нужно подождать полного высыхания предыдущего. При этом вентиляция должна быть естественной, ускоренная просушка не допускается, чтобы штукатурка не трескалась.
Можно ли использовать гипсовую смесь?
Для отделки кирпичных печей и каминов обычные гипсовые растворы в чистом виде использовать не стоит – отсутствие в их составе глиняных добавок делает их непригодными для использования в условиях повышенных температур. Гладкая поверхность после такого оштукатуривания очень быстро покроется трещинами, а лепнина придет в негодность.
При отсутствии опыта в приготовлении растворов идеальным вариантом будет покупка готовых смесей. В этом случае вы можете быть твердо уверенны, что поверхность сможет выдержать воздействие высоких температур и температурных перепадов.
Приготовление жаростойкой штукатурки своими руками
Приготовить смесь для оштукатуривания несложно, однако в этом процессе существуют некоторые тонкости, знать которые нужно обязательно. Итак, нам потребуются:
- обязательно глина: благодаря ее высокой теплопроводности раствор будет способен переносить высокую температуру; важно, чтобы глина не была излишне жирной, так как при высыхании подобный раствор растрескается; но излишне тощая глина также нежелательна, ведь она имеет низкий показатель пластичности, поэтому получить ровную поверхность с ее помощью проблематично;
- песок, обеспечивающий прочность раствору;
- известь: пластификатор, увеличивающий адгезию (сцепление); гасить ее необходимо заранее, чтобы непогашенные частицы не разрушили поверхность;
- цемент: так как основным недостатком глины является невысокая прочность и медленное просыхание, в раствор часто добавляют небольшое количество цемента;
- стекловолокно или асбест, используемые для усиления прочностных характеристик; особенно важны такие добавки при создании толстых слоев при выравнивании сильных уклонов; в этом случае стену дополнительно армируют дранкой и деревянной рейкой.
 Рецептов термостойкой штукатурки существует немало. Для замешивания своими руками подойдут следующие пропорции:
Рецептов термостойкой штукатурки существует немало. Для замешивания своими руками подойдут следующие пропорции:
- смесь глины, песка и асбеста 1:2:0,2;
- раствор, приготовленный на основе песка, извести, асбеста и, конечно, глины: 2:1:0,1:1;
- при использовании цемента с добавлением глины, песка и асбеста: 1:1:2:0,1.
Комки сухой глины предварительно измельчают и заливают водой хотя бы на сутки. Чтобы жидкость не испарялась слишком быстро, емкость лучше накрыть пленкой. Излишки воды затем обязательно сливают.
Для равномерного распределения компонентов смесь из песка, глины и других добавок тщательно перемешивают вначале без добавления воды. Удобней всего это делать дрелью с насадкой-миксером. Во избежание появления комков готовую смесь обязательно пропускают через сито.
Учтите, что при замешивании огнеупорного раствора опытные печники не всегда следуют твердо установленным пропорциям. Ведь количество вводимых компонентов во многом зависит от жирности глины и ее пластичности. Попробуйте скатать из нее небольшой шарик и уронить его на пол. Нормальная глина обязательно должна дать небольшие трещины, но при этом не рассыпаться полностью.
После добавления воды степень жирности раствора проверяют деревянной палкой. Если он прилипает к ней ровным слоем 2-3 мм – раствор нормальный. Слишком толстый слой свидетельствует о недостатке песка. Если же он сползает с палки – добавляем глины.
Технология оштукатуривания печей и каминов
Необходимые инструменты
Инструментов нам понадобится немного:
- емкость для раствора (ведро или небольшой бак);
- кельма для выкладывания смеси;
- полутерок (инструмент прямоугольной формы с ручкой);
- деревянную или пластиковую гладилку для выравнивания финишного слоя.
Подготовка поверхности
При кладке печей, которые в дальнейшем планируется штукатурить, швы делают чуть более глубокими, до 0,5-1 см. Чуть расширить можно швы и в уже готовой кладке.

Сразу же после возведения печи или камина штукатурить их не следует: сооружение должно хорошо просохнуть с месяц и дать усадку. Печь или камин в доме следует предварительно протопить до 50-60°.
Перед началом работ с поверхности кладки удаляются масляные пятна и высолы. Ее также обязательно обеспыливают и смачивают водой, иначе кирпич начнет тянуть воду из раствора, и он будет держаться непрочно. Швы при смачивании слишком размывать не следует. Так как вода на поверхности чуть теплой печи будет быстро высыхать, лучше всего это делать небольшими участками уже в процессе работы.
Нанесение штукатурки (видео)
Итак, чтобы правильно оштукатурить печь или камин, нужно выполнить этапы:
- для получения ровной поверхности на ней предварительно с помощью строительного уровня расставляются маячки – шлепки раствора; дальнейшие работы ведутся лишь после их просыхания;
- на этом же этапе при необходимости крепятся и угловые стальные накладки, служащие для предохранения углов сооружения от высыпания;
- если таких накладок не предусмотрено, так как глина склонна к образованию сколов, углы выводятся с небольшим закруглением;
- для упрочения поверхности можно использовать мешковину или стальную штукатурную сетку; ее крепят на обычные гвозди 100 мм, вбиваемые в швы между кирпичами; саморезы в этом случае использовать не следует, так как пластиковые гильзы при растопке тут же расплавятся;
- раствор накладывается кельмой или набрасывается на поверхность и разравнивается полутеркой;
- слишком толстый слой раствора сразу накладывать не нужно, лучше сделать это в несколько этапов, накладывая, а затем просушивая 2-3 часа слои, толщина каждого из которых составляет 4-5 мм; в этом случае поверхность получится более прочной;
- небольшие трещины, образуемые при высыхании, вполне характерны для подобных растворов, их расшивают малярным ножом и штукатуркой; не забываем лишь смачивать при работе поверхность водой;
- последним на полностью просушенную стену выкладывается тонкий финишный слой.
Протапливать печь или камин до окончательного просыхания запрещается – иначе оштукатуренная поверхность растрескается. Первая растопка производится только через 3 суток. Причем разогрев печи или камина не должен превышать 1/2 их мощности.
Технологи работ показана на видео ниже:
Чем закрыть дымоход?
 Глиняная штукатурка будет универсальным вариантом благодаря ее хорошей жаростойкости. Часть дымохода, находящуюся в доме, можно покрыть тем же штукатурным составом, что и на печи или камине.
Глиняная штукатурка будет универсальным вариантом благодаря ее хорошей жаростойкости. Часть дымохода, находящуюся в доме, можно покрыть тем же штукатурным составом, что и на печи или камине.
Можно облицевать керамической плиткой, используя цементную штукатурку как основание. Пропорции цемента и песка 1:4. Каминный дымоход нагревается не так сильно, как печной, потому что тяги в нем гораздо меньше.
Известково-цементный раствор подойдет для очень горячих поверхностей. Он гораздо крепче глиняного, но ремонтировать его сложнее.
Облицовка дымохода снаружи дома
Кирпичные стенки дымохода подвергаются большим перепадам температур, особенно зимой. С одной стороны — горячий дым, с другой — холодный воздух. Из-за такой разницы температур кирпич со временем разрушается. Кроме того, печной дым содержит оксиды серы и азота. Если верх дымохода холодный, то водяные пары на его стенках конденсируются и, смешиваясь с оксидами, образуют кислоты. Этот кислотный конденсат как и разность температур разрушает трубу из кирпича.
Для предотвращения такой ситуации часть дымохода снаружи дома нужно утеплить. Для этого устанавливается каркас, на нем закрепляется утеплитель, и все закрывается жестяными листами. Просто поштукатурить кирпичную кладку будет недостаточно.

Отделка печей и каминов после штукатурки
Чем покрасить оштукатуренную печь?
 Оштукатуренную поверхность в дальнейшем можно просто побелить водоэмульсионкой, известью, мелом, покрасить термостойкой краской, цветным лаком и декорировать лепниной. Так как масляные растворы под воздействием температуры быстрее темнеют, лучше использовать пентафталевую краску или нитроэмаль.
Оштукатуренную поверхность в дальнейшем можно просто побелить водоэмульсионкой, известью, мелом, покрасить термостойкой краской, цветным лаком и декорировать лепниной. Так как масляные растворы под воздействием температуры быстрее темнеют, лучше использовать пентафталевую краску или нитроэмаль.
Учите, что все термостойкие составы имеют очень резкий запах, а при высыхании выделяют токсичные вещества, поэтому работать с ними лучше в респираторе. Сохнут такие составы дольше, чем обычные.
Декоративная штукатурка
В качестве декоративных можно использовать минеральные составы типа Байрамикс, Мисан, Ortner и пр. Очень оригинально смотрится поверхность печи или камина, отделанная лепниной или шероховатой декоративной грунтовкой, а затем обработанная латексными вододисперстными красителями.
Еще один интересный вариант – добавление в водоэмульсионку кирпичной муки с дальнейшим покрытием бесцветным жаропрочным лаком. Для декорирования используют и специальные пластиковые штампы для штукатурки, с помощью которых на поверхности делаются всевозможные тиснения. Материальные затраты при таком способе минимальны, а смотрится печь или камин, отделанные подобным способом, просто великолепно.
Плитка и изразцы
Как уже говорилось выше, керамическую плитку можно клеить только на те стены каминов и печей, которые несильно нагреваются, например, на каминный дымоход. На горячих поверхностях даже теплостойкий плиточный клей долго не продержится.

Для горячих печных стен уже не одно столетие применяются изразцы. Это специальная керамическая плитка с румпой — рамкой на обратной стороне, которая заполняется глиной или песком. В стеночках румпы имеются отверстия для крепления изразца в печной кладке на проволоку или штыри.
Этот вид отделки имеет много достоинств:
- термоподушка румпы позволяет дольше сохранять тепло без дополнительного подтапливания;
- защита от ожогов и возгорания дома;
- надежное механическое крепление не позволит плитке отвалиться;
- красивая лицевая сторона превратит печь из средства обогрева в украшение дома;
- поверхность, покрытая эмалью или глазурью, легко моется.

Изразцовая плитка не только функциональное решение для облицовки, но и способ создать неповторимый интерьер вашего дома.
Итак, отделка печей и каминов собственными руками – не такой уж сложный процесс. При соблюдении последовательности работ и правильном выборе смеси для оштукатуривания и окончательной отделки такое сооружение можно превратить в оригинальную и необычную часть интерьера.
Надеемся, что эта статья была вам интересна. Свои вопросы вы можете оставлять в комментариях ниже.
Пайка алюминия в домашних условиях – чем и как паять, флюсы, припои
Пайка алюминия, как справедливо считают многие специалисты, является достаточно сложным в выполнении технологическим процессом. Между тем такое мнение можно считать верным лишь в отношении тех ситуаций, когда спаять изделия из алюминия пытаются, используя для этого припои и флюсы, которые применяются для соединения деталей из других металлов: меди, стали и др. Если же используется специальный флюс для пайки алюминия, а также соответствующий припой, то данный технологический процесс не представляет особых сложностей.
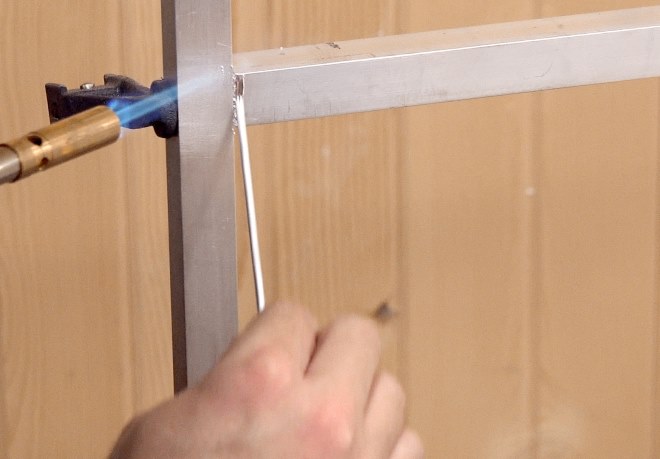
Пайка алюминия с использованием пропановой горелки
Особенности процесса
Сложности, которые вызывает пайка алюминия при помощи традиционных припоев и флюсов, объясняются рядом факторов, преимущественно связанных с характеристиками данного металла. Основным из таких факторов является наличие на поверхности деталей из алюминия оксидной пленки, которая отличается высокой температурой плавления и исключительной химической стойкостью. Такая пленка при выполнении пайки препятствует соединению основного металла и материала припоя.
Перед осуществлением пайки изделий из алюминия их поверхности необходимо тщательно очистить от оксидной пленки, для чего можно использовать механическую обработку или применять флюсы, в состав которых входят сильнодействующие компоненты.

Подготовленные к пайке дюралевые детали
Сам алюминий, в отличие от оксидной пленки на его поверхности, обладает достаточно низкой температурой плавления: 660 градусов, что также осложняет технологический процесс выполнения пайки. Такая характеристика алюминия приводит к тому, что при нагреве детали из него быстро теряют прочность, а при определенной температуре, находящейся в интервале 250–300 градусов, конструкции из данного металла начинают терять устойчивость. Самый легкоплавкий компонент, который входит в состав наиболее распространенных алюминиевых сплавов, начинает плавиться уже в интервале температур 500–640 градусов, что может привести к перегреву и даже к расплавлению самих соединяемых деталей.
Основу большей части легкоплавких припоев, использующихся для пайки, составляют олово, кадмий, висмут и индий. С этими элементами алюминий плохо вступает в соединения, что делает паяные соединения, полученные с их использованием, очень непрочными и ненадежными. Хорошей взаимной растворимостью обладают алюминий и цинк, поэтому данный элемент при его использовании в припоях обеспечивает полученному соединению высокую прочность.
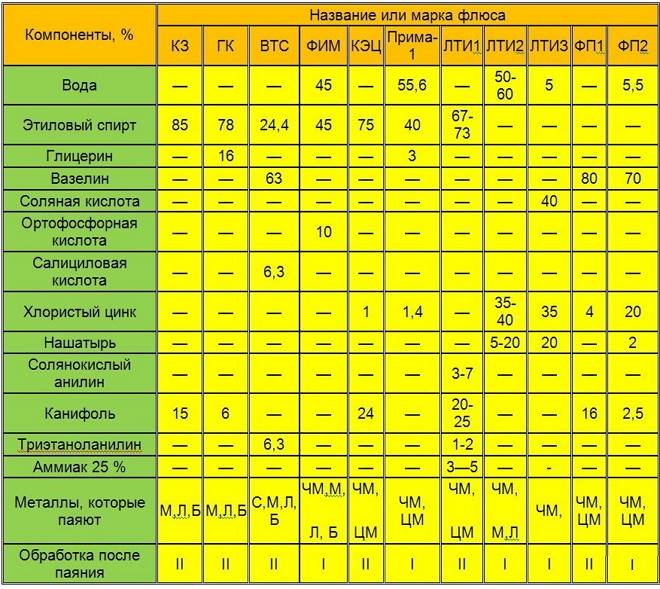
Характеристики флюсов для пайки мягкими припоями
Состав флюсов, применяемых для пайки алюминия
Используемые материалы
При выполнении пайки изделий из алюминия можно использовать припои оловянно-свинцовой группы, если тщательно очистить поверхность деталей и применять высокоактивные флюсы. Соединения, полученные с их помощью, по причине плохой взаимной растворимости алюминия, олова и свинца отличаются невысокой надежностью, также они склонны к развитию коррозионных процессов. Чтобы сделать подобные соединения более устойчивыми к коррозии, их необходимо покрывать специальными составами.
Наиболее качественное, надежное и устойчивое к коррозии паяное соединение, позволяют получать припои, в составе которых содержится цинк, медь, кремний и алюминий.
Припои, включающие в свой состав данные элементы, производят как отечественные, так и зарубежные компании. Наиболее распространенными отечественными марками являются ЦОП40, содержащий в своем составе 40% цинка и 60% олова, и 34А, в составе которого содержится алюминий (66%), медь (28%) и кремний (6%). Цинк, содержащийся в припое для пайки изделий из алюминия, определяет не только прочность полученного соединения, но и его коррозионную устойчивость.
Самую низкую температуру плавления из всех вышеперечисленных имеют оловянно-свинцовые припои. Наиболее высокотемпературными являются те, в составе которых содержится алюминий и кремний, а также материалы, содержащие алюминий вместе с медью и кремнием. К последним, в частности, относится припой популярной марки 34А, температура плавления которого находится в интервале 530–550 градусов.
Для информации: материалы на основе алюминия и кремния плавятся при температуре 590–600 градусов.
Учитывая температуру плавления, применяют такие припои в тех случаях, когда соединить необходимо крупногабаритные детали из алюминия, в которых обеспечивается хороший теплоотвод, либо изделия, выполненные из алюминиевых сплавов, плавящихся при достаточно высоких температурах.
Но, конечно, максимальное удобство в работе демонстрируют низкотемпературные припои, одной из распространенных марок которых является HTS-2000.

Припой HTS-200 для спайки деталей из алюминия и цветных металлов
Технология пайки алюминия обязательно предполагает использование специального флюса, который необходим для того, чтобы улучшить соединяемость основного металла с материалом припоя. Именно поэтому подходить к выбору такого материала необходимо очень ответственно. Особенно актуально это требование в тех случаях, когда детали из алюминия необходимо спаять при помощи оловянно-свинцового припоя. Состав флюсов содержит элементы, которые и формируют его активность по отношению к алюминию. К таким элементам относятся: триэтаноламин, фторборат цинка, фторборат аммония и др.

Флюс Ф-64 для пайки легких сплавов без предварительной механической обработки поверхностей
Одним из наиболее популярных отечественных материалов является флюс марки Ф64. Популярность Ф64 обусловлена тем, что данный материал отличается повышенной активностью. Благодаря такому качеству выполнять пайку с флюсом Ф64 можно, даже не зачищая поверхность алюминиевых деталей от тугоплавкой оксидной пленки.
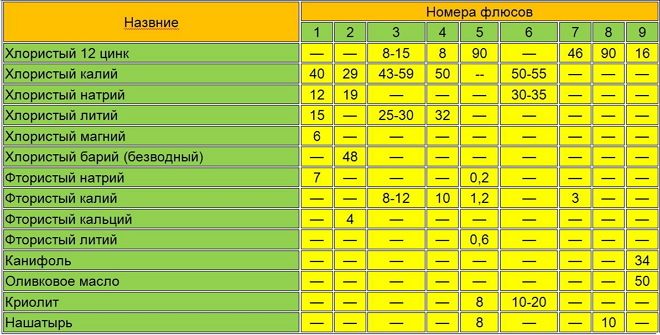
Из популярных высокотемпературных флюсов следует выделить материал марки 34А, в состав которого входит 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка.
Подготовка деталей
Для получения качественного и надежного соединения недостаточно просто знать, как паять алюминий, важно также правильно подготовить поверхности соединяемых деталей к пайке. Заключается такая подготовка в обезжиривании поверхностей и удалении с них окисной пленки.
Для обезжиривания используют традиционные средства: ацетон, бензин или любой подходящий растворитель.
Удаление окисной пленки перед пайкой, которое также несложно выполнить своими руками, преимущественно совершается при помощи механической обработки, для чего можно использовать шлифовальную машинку, наждачную бумагу, металлическую щетку или сетку из нержавеющей проволоки. Значительно реже применяется химический способ удаления такой пленки, который подразумевает травление поверхности алюминиевых деталей при помощи кислотных растворов.

Зачистка поверхностей перед пайкой с помощью шлифовальной насадки на болгарку
Как известно, окисная пленка на поверхности алюминия образовывается практически моментально при ее контакте с окружающим воздухом. Такой процесс происходит и на зачищенной перед пайкой поверхности, но смысл выполнения зачистки состоит в том, что вновь образующаяся пленка значительно тоньше удаленной, поэтому флюсу будет гораздо легче с ней справиться.
Источники нагрева
В качестве элемента, при помощи которого выполняется прогрев габаритных соединяемых деталей из алюминия и расплавление припоя, преимущественно используется газовая горелка, работающая на пропане или бутане. Если вы решили спаять изделия из алюминия своими руками в условиях домашней мастерской, то можно использовать и обычную паяльную лампу.

Удобная в использовании газовая паяльная лампа
При выполнении нагрева необходимо очень внимательно следить за тем, чтобы не расплавились соединяемые детали. С этой целью к поверхности деталей как можно чаще прикасаются припоем, чтобы проконтролировать начало его плавления. Это и будет свидетельством того, что достигнута рабочая температура.
Нагревая детали и припой перед началом пайки, также необходимо следить за пламенем газовой горелки: смесь газа и кислорода, которая его формирует, должна быть сбалансированной. Делать это необходимо по той причине, что сбалансированная газовая смесь активно нагревает металл, но не оказывает серьезного окислительного действия. О том, что газовая смесь сбалансирована, свидетельствует ярко-синий цвет пламени, которое имеет небольшой размер. Если пламя горелки слишком маленькое по размеру и имеет бледно-голубой цвет, то это является свидетельством того, что в газовой смеси слишком много кислорода.
Для пайки небольших изделий из алюминия используются электрические паяльники и припои, плавящиеся при невысокой температуре.
Технологические приемы пайки
Пайка деталей, выполненных из алюминия, по технологии выполнения практически ничем не отличается от процесса соединения изделий, изготовленных из других металлов. Сначала соединяемые детали обезжириваются и тщательно зачищаются, после этого их выставляют в нужное положение относительно друг друга. Затем на зону будущего соединения необходимо нанести флюс и начать ее прогрев вместе с припоем до рабочей температуры.

Процесс пайки деталей из алюминиевого сплава
При достижении рабочей температуры кончик припоя начнет плавиться, поэтому им необходимо постоянно прикасаться к поверхности деталей, контролируя процесс нагрева.
Пайка изделий из алюминия, для выполнения которой используется безфлюсовый припой, имеет свои особенности. Заключаются они в том, что для того, чтобы проникновению припоя к поверхности детали не препятствовала окисная пленка, его кончиком необходимо совершать чиркающие движения по месту будущего соединения. Таким образом нарушается целостность пленки, и припой беспрепятственно соединяется с основным металлом.
Посмотреть, как пайка выполняется практически, можно на обучающем видео.
Есть еще один технологический прием, позволяющий разрушить оксидную пленку в процессе пайки. Сделать это можно при помощи стержня из нержавеющей стали или металлической щетки, которыми водят по месту соединения и уже расплавленному припою.
Чтобы получить максимально прочное соединение методом пайки, соединяемые поверхности необходимо подвергнуть предварительному лужению.
Сфера применения процесса
Большое практическое значение имеет не только пайка алюминия в домашних условиях. Данную технологию также активно используют на ремонтных и производственных предприятиях. Применяя метод пайки, можно получать соединения, отличающиеся высокой прочностью, надежностью и эстетической привлекательностью.

При работе с тонким листовым алюминием пайка позволяет избежать деформацию материала
Большой популярностью данная технология пользуется при выполнении ремонтных работ с автотранспортными средствами, тракторами и мотоциклами. Объясняется такая популярность тем, что при пайке не происходит изменение структуры соединяемого металла, поэтому подобный способ соединения во многих случаях является даже более предпочтительным, чем сварка.
Практически безальтернативной пайка является тогда, когда необходимо восстановить герметичность алюминиевого радиатора или картера, отремонтировать изношенную или разрушенную деталь, изготовленную из алюминиевого сплава. Удобно и то, что сделать такой ремонт можно и своими руками, для этого не потребуется сложного и дорогостоящего оборудования.

Отремонтированный в домашних условиях автомобильный радиатор
Прогары, сколы и трещины, образовавшиеся в блоке цилиндров, изготовленном из алюминиевого сплава, также можно успешно отремонтировать при помощи пайки. Очень полезна данная технология в том случае, если необходимо восстановить изношенную внутреннюю резьбу. При этом изношенное резьбовое отверстие заполняется расплавленным припоем, а затем в него вворачивается болт. После того как припой застынет, болт из отверстия выворачивается, а внутри него оказывается сформированная по необходимым параметрам резьба. Такая несложная операция позволяет получить новую резьбу, которая по своим прочностным характеристикам ничем не уступает исходной.
Кроме этого, пайка успешно применяется для ремонта и восстановления герметичности труб, изготовленных из алюминия и сплавов данного металла. Такие трубы сейчас активно используются во многих технических устройствах. При помощи пайки вы можете своими руками, не прибегая к дорогостоящим услугам квалифицированных специалистов, отремонтировать многие предметы из алюминия и его сплавов, использующиеся в быту: посуду, лестницы, различные детали интерьера, водосточные желоба, элементы сайдинга и др. При помощи пайки можно не только ремонтировать, но и своими руками изготавливать любые конструкции из алюминия.
Использование качественных расходных материалов и строгое следование технологии, которой совсем несложно обучиться и по видео урокам, позволяет получать методом пайки соединения, отличающиеся высоким качеством, надежностью, привлекательным и аккуратным внешним видом.
Использование подручных средств
Нередки ситуации, когда под рукой нет активного флюса и припоя, который специально предназначен для соединения деталей из алюминия, а спаять их необходимо срочно. В таких ситуациях можно выполнить пайку обычным припоем, состоящим из алюминия и олова или олова и свинца. В качестве флюса в данном случае можно использовать канифоль.
Оксидная пленка при использовании данного метода пайки разрушается под слоем канифоли, в которую можно дополнительно добавить металлические опилки. Для ее разрушения применяется специальный паяльник со скребком, который необходимо предварительно залудить. Скребок наряду с опилками разрушает оксидную пленку на поверхности деталей, а канифоль не дает образоваться новой. Кроме того, скребок-паяльник, перемещая расплавленный припой по месту будущего соединения, обеспечивает его лужение.
Конечно, такой способ пайки очень хлопотный и не всегда гарантирует получение качественного и надежного соединения, поэтому использовать его можно только в крайних случаях. Целесообразнее всего потрать время и деньги на приобретение качественных припоя и флюса и не переживать за качество формируемого с их помощью соединения.
Как спаять алюминий в домашних условиях, особенности пайки алюминия
Пайка алюминия — трудновыполнимый в домашних условиях процесс. Сложность объясняется свойствами металла, которые затрудняют соединение отдельных частей из алюминия с другими веществами. Соединять алюминий нужно с соблюдением специально разработанных технологий, обеспечивающих качество пайки. Значение имеет опыт мастера, соединяющего пайкой детали из алюминия.
Почему алюминий плохо паяется
Многие пробовали паять алюминий в домашних условиях и хорошо поняли: припой не хочет прилипать к поверхности деталей. Это происходит по причине образования на металле устойчивой оксидной пленки, которая имеет низкую адгезию к материалу припоя. Методы пайки алюминия в домашних условиях сводятся к борьбе с защитной пленкой.
В минералогии оксид алюминия называют корундом. Он состоит из прозрачных кристаллов, являющихся драгоценными камнями. Корунд имеет различную окраску, зависящую от примесей: хром придает красноватый оттенок, сапфир — синеватый. Окисная пленка обладает высокой прочностью и не поддается пайке. Ее необходимо удалить с поверхности и после этого начинать паять детали.

Как удалить оксидную пленку
Пленку с поверхности металла удаляют несколькими способами, наиболее эффективными являются химический и механический. Оба метода для работы требуют безвоздушной среды, в которой нет кислорода.
Химический метод основан на осаждении на поверхности заготовки цинка или меди путем электролиза. На место, подготовленное к пайке, наносят медный купорос в виде концентрированного раствора. К чистому участку металла прикрепляют минусовую клемму аккумулятора или другого источника питания. Один конец медной проволоки подключают к плюсовой клемме, другой опускают в раствор на поверхности алюминия. В результате электролиза медь или цинк тонким слоем оседает на алюминии и крепко к нему прилипает. Теперь можно производить пайку алюминия оловом.
Для удаления оксида используют масляную пленку. Для этого способа лучше брать масло синтетическое или трансформаторное с малым содержанием воды. Другие виды масел нужно подержать при температуре +150…+200°С, вода испарится. При более высокой температуре содержимое начнет разбрызгиваться. Обезвоженное масло наносится на поверхность алюминиевой детали. Наждачной бумагой нужно под нанесенным слоем потереть алюминий для удаления оксида.
Наждачную шкурку заменяют скальпелем, зазубренным жалом паяльника или железной стружкой, полученной из натертого напильником гвоздя. Стружку насыпают на масло и жалом паяльника трут по поверхности, сдирая оксидный слой. Массивную деталь желательно подогреть горячей воздушной струей. Припой паяльником погружается в масляную капельку и растирается по месту пайки. Для лучшего прохождения процесса пайки добавляется канифоль или другой флюс.
Для пайки алюминиевых проводов созданы флюсы на основе ацетилсалициловой или ортофосфорной кислоты, солей борной или натриевой кислоты. Канифоль применяется редко, она малоэффективна в случае с алюминием. Флюсы применяются при пайке проводов, кастрюль и других вещей.
Флюсы для пайки алюминия
Флюсы имеют высокую активность, поэтому после пайки их нужно смывать раствором воды с щелочью. Роль щелочи хорошо выполняет пищевая сода. После щелочи место соединения промывается чистой водой. Следует беречь органы дыхания от попадания в них паров флюса. Они способны раздражать слизистые и попадать в кровь. Наиболее распространенные из них требуется рассмотреть каждый в отдельности.
Канифоль
Канифоль — наиболее востребованный из всех флюсов. Он используется при соединении различных металлов. На алюминии работает только при отсутствии воздуха, поэтому применяется редко. Времени при работе с канифолью тратится больше, эффективности меньше. Этот флюс не для профессионалов, выполнять пайку может, но качество соединения не отличается прочностью.
Порошковый флюс
Алюминий паяют газовой горелкой с применением порошковых флюсов. Не рекомендуется к пламени добавлять кислород, он снижает эффективность работы флюса. Наиболее распространенные флюсы:
- Ф-34А;
- бура;
- ацетилсалициловая кислота;
- паяльный жир.

Ф-34А — активный флюс, имеющий в составе 50% хлорида калия, 32% хлорида лития, 10% фторида натрия и 8% хлорида цинка. Состав применяется с припоями, содержащими химические добавки. Он обладает гигроскопичностью и растворяется в воде.
Бура — порошок, плавящийся при 700°С, обладает растворимостью в воде, смывается водным раствором лимонной кислоты. Отличается низкой стоимостью.
Ацетилсалициловая кислота встречается в виде таблеток аспирина. При нагреве паяльником выделяются вредные для здоровья человека пары, обжигающие нос, глаза и органы дыхания.
Паяльный жир состоит из парафина, хлорида аммония и цинка, деионизированной воды. Хорошо паяет предварительно прогретые места, прошедшие процедуру лужения. После спаивания алюминиевых деталей рекомендуется остатки флюса смывать, иначе он вызывает коррозию металла.
Жидкий флюс
Жидкий флюс наносится на место пайки тонким слоем. При работе паяльником быстро испаряется с выделением обжигающих паров. Флюс Ф-64 в своем составе содержит фториды, тетраэтиламмоний, ингибиторы коррозии и дионизированную воду. Хорошо разрушает оксидную пленку и помогает паять заготовки из алюминия больших размеров. Используется при паянии меди, алюминия, оцинкованного железа и других металлов.
Ф-61 состоит из триэтаноламина, фторбората аммония и фторбората цинка. Используется при лужении и пайке сплавов алюминия при температуре до 250°С. Castolin Alutin 51 L состоит из кадмия, свинца и 32%-ного олова. Наиболее эффективно работает при температурах выше 160°С.
Любой из перечисленных флюсов помогает запаять алюминиевую кастрюлю, алюминиевые заготовки разных размеров, соединять методом пайки дюралюминий, дюралевые (дюраль) заготовки.
Припой для пайки алюминия
Припой для пайки алюминия делается на основе цинка или алюминия. В него вносятся добавки для достижения различных характеристик: для понижения температуры плавления, увеличения прочности. Производят их в Америке, Германии, Франции, России. Рассмотрим некоторые из них.
Распространенный и широко разрекламированный припой для алюминия — HTS 2000. Его производит компания из США. Практика свидетельствует о его непрочности: спаянные детали пропускают воздух и влагу. Без флюса его применять невозможно.
Castolin 192FBK на основе цинка (97%) и алюминия (2%) производится во Франции. Компания Castolin выпускает припои 1827 и AluFlam-190, предназначенные для пайки меди и алюминия при 280°С.

Castolin 192FBK — трубчатый припой, содержащий в сердечнике флюс. Выпускается в виде прутков, 100 г которых стоит 100-150 руб. Хорошо паяет мелкие отверстия и трещинки.
Chemet Aluminium 13 — припой, используемый при сварке деталей при 640°С и выше. В его основе лежит алюминий (87%) и кремний (13%). Температура плавления припоя — около 600°С. Выпускается в виде прутков, которых на 100 г приходится 25 шт. 100 г стоят 500 руб. Разновидность под наименованием Chemet Aluminium 13-UF имеет полую структуру и содержит в сердечнике флюс. Его стоимость за 12 прутков, которые весят 100 г, 700 руб.
Алюминиевый припой производится и на отечественных предприятиях. Для пайки с помощью газовой горелки применяется состав марки 34А. Он плавится при температуре 525°С, хорошо паяет сплавы АМц, АМ3М, АМг2. 100 г стоят 700 руб.
Марка А состоит из 60% цинка, 36% олова и 2% меди. Плавится при 425°С. Выпускается прутьями весом 145 г. Стоимость одного прута — 400 руб.
SUPER A+ производится в Новосибирске и является аналогом HTS-2000. Применяется вместе с флюсом марки SUPER FA. Стоит 800 руб. за 100 г. В расплавленном состоянии становится тягучим, приходится применять стальные инструменты для его разравнивания.
Пайка алюминия паяльником и газовой горелкой
Существует распространенное убеждение, согласно которому невозможно паять или лудить алюминий (а также сплавы на его основе) не имея для этого спецоборудования.
В качестве аргумента приводится два фактора:
- при контакте с воздухом на поверхности алюминиевой детали образуется химически стойкая и тугоплавкая оксидная пленка (AL2O3), в результате чего создается препятствие для процесса лужения;
- процесс пайки существенно осложняется тем, что алюминий расплавляется при температуре 660°С (для сплавов это диапазон в пределах от 500 до 640°С). Помимо этого металл теряет прочность, когда в процессе нагрева его температура поднимается до 300°С (у сплавов до 250°С), что может вызвать нарушение устойчивости алюминиевых конструкций.
Учитывая приведенные выше факторы, осуществить пайку алюминия обычными средствами действительно невозможно. Решить проблему поможет применение сильнодействующих флюсов, в сочетании с использованием специальных припоев. Рассмотрим подробно эти материалы.
Припой
Обычно в качестве основы легкоплавкого припоя используются: олово (Sn), свинец (Pb), кадмий (Cd), висмут (Bi) и цинк (Zn). Проблема в том, что алюминий в этих металлах практически не растворяется (за исключением цинка), что делает соединение ненадежным.
Применив флюс с высокой активностью и проведя должным образом обработку мест соединения, можно использовать припой на оловянно-свинцовой основе, но лучше отказаться о такого решения. Тем более, что паянное соединение на основе системы Sn-Pb обладает низкой устойчивостью к коррозии. Нанесение лакокрасочного покрытия на место пайки позволяет избавится от этого недостатка.
Для пайки алюминиевых деталей желательно использовать припой на основе кремния, меди, алюминия, серебра или цинка. Например 34A, который состоит из алюминия (66%), меди (28%) и кремния (6%), или более распространенный ЦОП-40 (Sn – 60%, Zn – 40%).
 Припой отечественного производства – ЦОП-40
Припой отечественного производства – ЦОП-40
Заметим, что чем больше процентное содержание цинка в составе припоя, тем прочнее будет соединение и выше его устойчивость к коррозии.
Высокотемпературным считается припой, состоящий из таких металлов, как медь, кремний и алюминий. Например, как упомянутый выше отечественный припой 34A, или его зарубежный аналог «Aluminium-13» , в котором содержится 87% алюминия и 13% кремния, что позволяет осуществлять пайку при температуре от 590 до 600°С.
 «Aluminium-13» производства компании Chemet
«Aluminium-13» производства компании Chemet
При выборе флюса необходимо учитывать, что не каждый из них может быть активным к алюминию. Мы можем порекомендовать использовать в таких целях продукцию отечественного производителя – Ф-59А, Ф-61А, Ф-64, они состоят из фторборатов аммония с добавлением триэтаноламина. Как правило, на пузырьке есть пометка – «для алюминия» или «для пайки алюминия».
 Флюс отечественного производства
Флюс отечественного производства
Для высокотемпературной пайки следует приобрести флюс, выпускаемы под маркой 34А. Он состоит из хлористого калия (50%), хлорида лития (32%), фторида натрия (10%) и хлористого цинка (8%). Такой состав наиболее оптимален, если производится высокотемпературная пайка.
 Рекомендуемый флюс для паки при высокой температуре
Рекомендуемый флюс для паки при высокой температуре
Подготовка поверхности
Прежде чем начинать лужение, необходимо выполнить следующие действия:
- обезжирить поверхность при помощи ацетона, бензина или любого другого растворителя;
- удалить оксидную пленку с места, где будет производится пайка. Для зачистки используется наждачная бумага, абразивный круг или щетка с щетиной из стальной проволоки. В качестве альтернативы можно применить травление, но эта процедура не так сильно распространена в силу своей специфичности.
Следует учитывать, что полностью оксидную пленку удалить не получится, поскольку на очищенном месте моментально появляется новое образование. Поэтому зачистка производится не с целью полного удаления пленки, а для уменьшения ее толщины, чтобы упростить флюсу задачу.
Нагрев места пайки
Для пайки небольших деталей можно воспользоваться паяльником мощностью не менее 100Вт. Массивные предметы потребуют более мощного нагревательного инструмента.
 Паяльник мощностью 300 Вт
Паяльник мощностью 300 Вт
Наиболее оптимальный вариант для нагрева — использование газовой горелки или паяльной лампы.
 Простая газовая горелка
Простая газовая горелка
При использования горелки в качестве нагревательного инструмента следует учесть следующие нюансы:
- нельзя перегревать основной металл, поскольку он может расплавиться. Поэтому в процессе необходимо регулярно контролировать температуру. Делать это можно, касаясь припоем нагреваемого элемента. Расплавление припоя даст знать, что достигнута необходимая температура;
- не следует использовать кислород для обогащения газовой смеси, поскольку он способствует сильному окислению металлической поверхности.
Инструкция по пайке
Процесс пайки алюминиевых деталей не имеет своих отличительных особенностей, он осуществляется также как со сталью или медью.
Алгоритм действий следующий:
- обезжиривается и зачищается место пайки;
- производится фиксация деталей в нужном положении;
- нагревается место соединения;
- прикасаются стержнем припоя (содержащим активный флюс) к месту соединения. Если используется безфлюсовый припой, то для разрушения пленки оксида наносится флюс, после чего трут твердым куском припоя по месту пайки.
Для разрушения пленки оксида алюминия также используется щетка со щетиной из стальной проволоки. При помощи этого простого инструмента производят растирание расплавленного припоя по алюминиевой поверхности.
Пайка алюминия — полная видео инструкция
https://www.youtube.com/watch?v=ESFInizLE9U
Что делать при отсутствии нужных материалов?
Когда нет возможности подготовить все необходимые для пайки материалы, можно использовать альтернативный способ, при котором применяется припой на оловянной или оловянно-свинцовой основе. Что касается флюса, то он заменяется канифолью. Чтобы не образовывалась новая пленка оксида алюминия на месте старой, зачистка производится под слоем расплавленной канифоли.
Паяльник, помимо своего прямого назначения, будет использоваться как инструмент, разрушающий оксидную пленку. Для этого на его жало надевается специальный скребок. Увеличить результативность процесса можно, добавив в канифоль металлических опилок.
Процесс производится следующим образом:
- нагретым луженым паяльником расплавляют канифоль в месте пайки;
- когда канифоль полностью покрывает поверхность, начинают тереть об нее жалом паяльника. В результате этого металлические опилки и жало разрушают пленку оксида алюминия. Поскольку слой расплавленной канифоли не позволяет проникать воздуху к алюминиевой поверхности, на ней не образовывается оксидная пленка. По мере того, как производится разрушение пленки, будет происходить лужение детали;
- когда процесс лужения завершен, детали соединяют и прогревают, пока не будет достигнута температура плавления припоя.
Необходимо предупредить, что процесс пайки алюминия без специальных материалов — довольно хлопотный процесс без гарантии успешного завершения. Поэтому лучше не тратить на такую работу свои силы и время, тем более, что качество и надежность такого соединения будут сомнительными.
Гораздо проще купить активный флюс и высокотемпературный припой, при помощи которых пайка алюминия даже в домашних условиях не вызовет затруднений.
Пайка алюминия: припой, флюс, горелки
 Здравствовать желаю дорогим моим читателям! Пайка алюминия меня заинтересовала еще лет 5 назад, когда пришлось срочно запаивать радиатор охлаждения моего Кузнечика. Ниже покажу его фото и место пайки на радиаторе, который до сих пор работает. Недавно меня спросили чем лучше всего паять алюминий? Я решил прочитать все вменяемые статьи и личные мнения по пайке алюминия и изложить это на одной странице. Так родилась эта статья. Поехали!
Здравствовать желаю дорогим моим читателям! Пайка алюминия меня заинтересовала еще лет 5 назад, когда пришлось срочно запаивать радиатор охлаждения моего Кузнечика. Ниже покажу его фото и место пайки на радиаторе, который до сих пор работает. Недавно меня спросили чем лучше всего паять алюминий? Я решил прочитать все вменяемые статьи и личные мнения по пайке алюминия и изложить это на одной странице. Так родилась эта статья. Поехали!
Почему алюминий плохо паяется?
Кто пытался паять алюминий, тот знает, что обычный припой на него совершенно не липнет. Все из-за устойчивой пленки оксида алюминия, которая обладает плохой адгезией к припою. Причем эта пленка покрывает алюминий и его сплавы очень быстро. Не успеешь зачистить — легкий металл уже окислился. Поэтому все методы пайки алюминия борятся сначала именно с пленкой, а затем уже заботятся об адгезии.

Оксид алюминия (Al2O3) в минералогии называется корундом. Крупные прозрачные кристаллы корунда являются драгоценными камнями. Из-за примесей корунд бывает окрашен в разные цвета: красный корунд (содержащий примеси хрома) называется рубином, а синий — сапфиром. Теперь понятно почему окисная пленка совсем не паяется.
Как удалить оксидную пленку?
Оксидная пленка алюминия удаляется двумя способами: механическим и химическим. Оба способа удаляют оксид алюминия в безвоздушной среде, то есть без доступа кислорода. Начнем с самого сложного, но самого правильного и надежного метода удаления — химического.
Осаждать медь или цинк
Химический метод пайки основан на предварительном осаждении меди или цинка на алюминий путем электролиза. Для этого на нужное место наносят концентрированный раствор медного купороса и в свободном месте подключают минус аккумуляторной батареи или лабораторного источника питания. Затем берут кусок медной (цинковой) проволоки, подключают на него плюс и погружают в раствор.
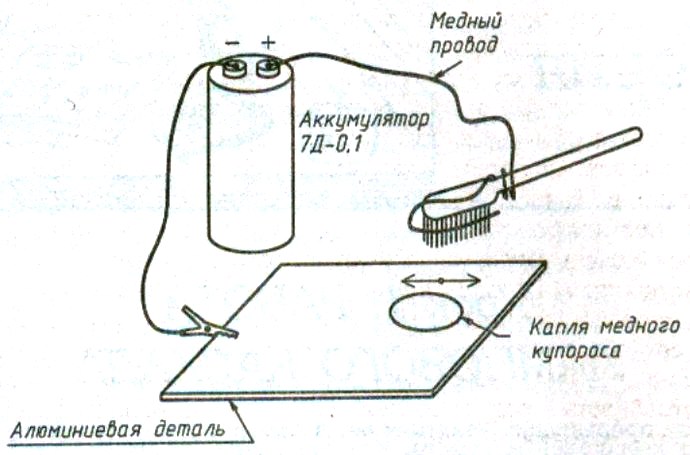
Благодаря процессу электролиза медь (цинк) осаждается на алюминий и на молекулярном уровне прилипает к нему. Затем поверх меди осуществляется пайка алюминия. Правда непонятно как все это проходит через оксидный барьер. Думаю, что в этой инструкции пропущен этап царапания алюминия под пленкой медного купороса или другого химического воздействия. Хотя практика из видеоролика ниже показывает, что можно и не царапать.
Использовать масло без воды
Второй по сложности метод заключается в удалении оксида алюминия под масляной пленкой . При этом масло должно содержать минимум воды — подойдет трансформаторное или синтетическое масло. Можно подержать масло при температуре 150 — 200 градусов несколько минут, чтобы из него испарилась вода и оно не брызгало при нагреве.
Под масляной пленкой также нужно заняться удалением окисла. Можно потереть наждачкой, поцарапать скальпелем или использовать зазубренное жало. Когда мне нужно было запаять радиатор охлаждения двигателя, я вычитал способ со стружкой. Берем гвоздь, пилим его напильником, чтобы получить стальную стружку.
Далее на место пайки наносим масло и сыпем стружку. Паяльником с широким жалом пытаемся потереть место пайки, так чтобы между жалом и алюминием была стружка. В случае с массивным радиатором, я дополнительно грел место лужения термовоздушной паяльной станцией .
Затем берем припой на жало каплей, погружаем в масло на место пайки и опять растираем. Для лучшего лужения можно добавить канифоли или другой флюс. Происходит так называемая наплавка под слоем флюса. В видеоролике хорошо показана пайка алюминия с маслом.
Паять активным флюсом
Существуют отдельно разработанные активные флюсы для пайки алюминия. Обычно в них входят кислоты (ортофосфорная, ацетилсалициловая кислота) и соли (натриевая соль борной кислоты). Строго говоря, канифоль тоже состоит из органических кислот, но на практике она дает слабый результат на алюминии.

В силу своей активности, кислотные флюсы обязательно нужно смывать после пайки. После первой смывки можно дополнительно нейтрализовать кислоту щелочью (раствором соды) и смыть второй раз.
Активные флюсы дают хороший и быстрый результат, однако пары этого флюса вдыхать прямо запрещается. Пары раздражают слизистые, повреждают их или могут попасть в кровь через дыхательные пути.
Флюсы для пайки алюминия
Рассмотрим все распространенные флюсы для пайки алюминия.
Канифоль

Да, канифолью можно паять алюминий. Да, в безвоздушной среде без оксидной пленки. Даже при таком раскладе времени обычно тратится больше, чем с активными флюсами. Да, это не профессионально, но паяет же.
Порошковый флюс

Порошковые флюсы для пайки алюминия часто применяют вместе с газовой горелкой. При этом все пишут, что кислород к пламени добавлять нельзя. Из-за него снижается эффективность флюса из-за окисления алюминия. Порошковые флюсы часто применяют следующие:
- Активный флюс Ф-34А. Выполнен по ТУ 48-4-229-87 и имеет в составе — хлорид калия 50%, хлорид лития 32%, хлорид цинка 8%, фторид натрия 10%. Такой состав успешно используется с легкоплавкими и тугоплавкими припоями, содержащими много химических добавок. Хорошо растворяется в воде и гигроскопичен.
- Бура (натриевая соль борной кислоты) представляет собой порошок, который при температуре 700 градусов плавится и становится вязким. Стоит дешево, растворяется в воде. Смывается хорошо с лимонной кислотой.
- Ацетилсалициловая кислота. Я как-то пробовал паять таблеткой ацетилсалициловой кислоты — пары сильно обжигают глаза и нос. В общем, опасная вещь! Лучше активным жидким флюсом паять.
- Активный паяльный жир — хоть и не является порошком, но является твердым флюсом, который состоит из парафина, вазелина, деионизированной воды, хлорида цинка и хлорида аммония. Его структуру создает парафин, так что обычно паяльник опускают в банку или крошат паяльный жир на место пайки. Паяет он достаточно хорошо, особенно если подогревать место лужения. Пары лучше не вдыхать и отмывать после пайки, потому как корродирует и окисляет металлы со временем. Впрочем, как и любой активный флюс.
Жидкий флюс

Жидкие флюсы хороши тем, что их можно нанести тонким слоем. Испаряются они активнее и часто имеют обжигающие пары. Больше предназначены для пайки паяльником.
- Флюс Ф-64 содержит тетраэтиламмоний, фториды, дионизированная вода, смачивающие присадки и ингибиторы коррозии. Он способен разрушать прочную оксидную плёнку значительной толщины, а значит подходит для пайки больших заготовок. Подходит для пайки алюминия, оцинкованного железа, меди, бериллиевой бронзы и т. д.
- Флюс Ф-61 содержит триэтаноламин, фторборат цинка, фторборат аммония. Его можно рекомендовать для низкотемпературной пайки при 250 градусах или лужения изделий из алюминиевых сплавов.
- Castolin Alutin 51 L содержит 32% олова, свинец и кадмий. Этот состав лучше всего оправдывает себя при использовании припоев того же производителя на температурах от 160 градусов и выше.
- Есть и другие жидкие флюсы , но перечислять их не буду — все должны быть в равной степени хорошие.
Припой для пайки алюминия
Припои для пайки алюминия часто делаются в большей части из алюминия или из цинка. Производители вносят в состав разные добавки, чтобы улучшить свойства припоев: понизить температуру плавления, улучшить прочность, смачиваемость и т.д. Приезжают к нам припои из Франции, Германии и Америки. Про отечественные тоже расскажу.

Припой HTS-2000

Это самый разрекламированный припой. Пайка алюминия с ним очень проста. Посмотрите промо-видео про пайку припоем HTS-2000 от компании New Technology Products (США). Говорят, что он даже лучше и крепче алюминия. Но это не точно.
Припой Castolin
Припой Castolin 192FBK состоит из алюминия 2% и цинка 97%. 192FBK является практически единственным припоем для спайки алюминия с алюминием в списке предложений французской компании Castolin. Есть еще припой AluFlam 190, но он предназначен для капиллярной пайки и не имеет флюса внутри. Также в линейке есть припой Castolin 1827, предназначенный для пайки алюминия с медью при температуре около 280 градусов.

Трубчатый припой Castolin 192fbk в сердечнике содержит флюс, так что можно паять без рекомендуемого жидкого флюса Castolin Alutin 51 L. В видеоролике ниже показан процесс пайки. Хороший припой — можно брать по цене 100 — 150 руб. за пруток весом 10 грамм.
Припой Chemet
Припой Chemet Aluminium 13 применяется для сварки алюминия и его сплавов, с температурой плавления выше 640 градусов. Он состоит из алюминия на 87% и кремния на 13%. Сам припой плавится при температуре около 600 градусов. Стоимость — около 500 руб. за 100 грамм, в которых целых 25 прутков.

Его старший брат Chemet Aluminium 13-UF имеет внутри трубки флюс, но стоит дороже — 700 руб. за 100 грамм и 12 прутков.
Никаких вменяемых видеороликов по пайке этим припоем я не нашел. Конечно этот список припоев не является исчерпывающим. Есть еще Harris-52, Al-220, ПОЦ-80 и др.
Отечественные припои

-
- ПОС-61 . А почему бы нет? Когда я паял алюминиевый радиатор, у меня был под рукой только этот. И держит хорошо уже 5 лет.
- Алюминиевый припой 34А — для пайки газопламенной горелкой, в печи в вакууме или с погружением в расплав солей алюминия и его сплавов, кроме Д16 и содержащих > 3% Mg. Плавится при 525 градусах. Хорошо паяет сплавы алюминия АМц, АМг2, АМ3М. За 100 грамм придется заплатить около 700 руб.
- Припой марки А — изготовлен в соответствии с ТУ 48-21-71-89 и состоит из цинка на 60%, олова на 36% и меди на 2%. Плавится при температуре 425 °С. 1 пруток весит около 145 грамм и стоит где-то 400 руб.
- SUPER A+ применяется с флюсом SUPER FA и изготавливается в Новосибирске. Позиционируется, как аналог HTS-2000. За 100 грамм припоя просят около 800 руб. Отзывов пока нет.
Сравнение припоев для пайки алюминия
В этом ролике Мастер провел сравнение припоя HTS-2000 с Castolin 192fbk и отечественным алюминиевым припоем «Алюминиевый огурец». Огурец практически состоит из алюминия, так что прочность его высока, но паять надо в печке. Отзывы о припое HTS-200 крайне негативные, а Castolin 192fbk хорошо паяет и имеет хорошую смачиваемость при разогреве.
- HTS 2000 — тягучий припой, приходится прибегать к стальным инструментам для разравнивания припоя по поверхности металла. С флюсом ситуация намного лучше.
- Castolyn 192FBK — высокая текучесть и затекаемость. Маленькие дырочки паяются с ним быстро. Большие дырки им паять тяжело — может провалиться внутрь радиатора.
Порошковая проволока
Флюсовая порошковая проволока — нужна для сварки алюминия, а не для пайки. Не путайте эти два понятия. Достоинством этой проволоки является сварка без применения газа. Это электросварка для алюминия. Интересная штука, но дорогая. Покажу хороший видеоролик о сварке порошковой проволокой.
Паяльник для пайки алюминия
Пайка алюминия при помощи паяльника должна учитывать площадь спаиваемых деталей. Алюминий, как и медь является хорошим проводником тепла, а значит тепла от паяльника должно поступать больше, чем рассеивают его спаиваемые детали.

Примерный расчет такой — 1000 кв. см. алюминия эффективно могут рассеять около 50 Вт тепловой мощности. Получается, чтобы спаять две детали с общей площадью 1000 кв. см, нужно взять паяльник с мощностью около 90 — 100 Вт , как минимум. Тогда пайка алюминия будет достаточно быстрая, чтобы не превратиться в пытку.
Можно паять и маломощным паяльником. Например, когда я паял радиатор своего Кузнечика паяльником 60 Вт, то мне помогла термовоздушная паяльная станция, которая выполняла роль подогрева.

Жало паяльника лучше брать с площадью побольше. Встречал упоминания зазубренных жал. Это чтобы легче было снимать оксидную пленку под слоем масла. Такое жало применять удобно — не нужно стружку пилить.

Горелки для пайки алюминия
Когда мощности паяльника и подогрева не хватает для спайки, например, толстых алюминиевых листов, то на помощь приходят газовые горелки .
Про горелки я уже писал отдельную статью — Топ 10 горелок для пайки. Мощность и размер сопла горелки также зависит от тех площадей, которые нужно прогреть. Достоинством грелки является бесконтактное донесение тепла и высокая скорость разогрева. Часто края заготовки не успевают нагреться, а соединение уже спаяно.
Соблюдайте технику безопасности при работе с горелками!
Вот что можно делать с простой горелкой на баллончике.
Что лучше — сварка или пайка алюминия?
Споры при ответе на этот вопрос и не думают стихать. Оказывается все зависит от вашего предназначения. Точнее предназначения ваших соединяемых деталек.
Если нужно запаять радиатор автомобиля, то подходит лучше пайка алюминия, потому как дешево. Для ответственных работ (несущие конструкции) и пищевых емкостей (например, молочная фляга) лучше подходит сварка, потому как надежнее. Вот как бы я сформулировал ответ на этот вопрос.
Ясно, что Мастеру с газовой сваркой легче заварить радиатор, а не паять его и наоборот — Мастеру с паяльником легче запаять.
А теперь посмотрите про TIG сварку для начинающих. Очень полезно и хорошо снято.
Как заработать на пайке алюминия?
А теперь самое интересное — как и сколько заработать на пайке алюминия. Я открыл Авито и пошерстил стоимость работ по пайке алюминия. Вот что получилось:
- пайка радиатора автомобиля, холодильника, кондиционера — от 1000 руб.
- пайка проводов электропроводки — 15 руб. за пайку.
- ремонт велосипедных рам — от 500 руб.
- пайка алюминия для пищи, например, кастрюль — от 100 руб.
Затраты:
- Газовый баллончик с горелкой 700 — 1000 руб.
- Припой Castolin 192FBK — 150 руб. за пруток * 5 = 750 руб.
- Тренировочный радиатор — бесплатно или за 500 руб. в металлоломе.
- Желание — бесценно!
Бизнес-план:
- Потратить 2000 руб. на инструмент и опыт
- Отбить затраты за 2 ремонта.
- Еще останется на 3-4 ремонта минимум.
- Рентабельность 200 — 300 %!
А теперь обещанное. Вот так примерно выглядел мой радиатор.

В этом месте кожух вентилятора от нагрева выгнулся и начал тереть по радиатору. Образовалось три дырки, через которые попер антифриз. Помню эту ночку. Хорошо, что в пределах города был.

У меня получилось вот так.

А вот и Кузнечик. Думаю, что цвет говорит сам за себя.

Во всей Ростовской области я видел только одну такую же машинку. Однажды в г. Каменск-Шахтинском мы с ней стали на светофоре друг за другом. Выглядело забавно.
Вот и всё. Надеюсь, что теперь пайка алюминия для вас не является чем-то особенным. Для вас трудился Мастер Пайки. А чем вы паяете алюминий?





