Каким бывает оборудование для производства пеноблоков, его стоимость и как сделать своими руками?
 Пеноблоки состоят из инновационного материала – пенобетона. Он был задуман как альтернатива обычному бетону. Отличается легким весом, простым монтажом, прочностью.
Пеноблоки состоят из инновационного материала – пенобетона. Он был задуман как альтернатива обычному бетону. Отличается легким весом, простым монтажом, прочностью.
Технология производства блоков довольно простая, формируют блоки с помощью специального оборудования, которое можно установить даже в домашних условиях.
Этот факт делает пеноблоки чрезвычайно доступным материалом, производство которого может стать бизнесом. Разберем, что требуется для создания вспененного бетона, как формируются блоки, технологию и нюансы производства.
Разновидности установок
Бизнес по производству пеноблоков считается одним из самых быстроокупаемых. В стоимость продукции, помимо прочего, включают затраты на оборудование. К его выбору нужно подойти со всей ответственностью, существующие разновидности отличаются производительностью и качеством полученной продукции.
Мобильные
Этот тип оборудования можно приобрести по частям или в полном комплекте. Готовый вариант предпочтительнее, с ним проще работать и можно быстрее ввести в эксплуатацию. Состоит мобильная установка из следующих деталей:
- Виброгрохот. Просеивает сырье, удаляет мусор.
- Устройство для подачи сырья. Передает в главный отсек песок, цемент.
- Дозатор воды.
- Смеситель.
- Баросмеситель (редко встречается пеногенератор).
- Компрессор.
- Шланг. Выводит готовый материал.
Важно! Мобильные установки применяют для частного производства пенобетона. Управиться с машиной может один человек, без привлечения дополнительной рабочей силы.
Плюсы мобильных установок:
- простота и удобство в эксплуатации;
- недорогое обслуживание;
- низкая стоимость;
- нет деталей, работающих под давлением (а значит лицензия на выпуск материала не требуется);
- сравнительно легкая по весу конструкция, можно перемещать при необходимости.
- быстро расходуется пенообразователь;
- блоки получаются меньшей прочностью, чем созданные на более профессиональном оборудовании.
Выработка мобильной установки: 24-72 м.куб/сутки.

Какие машины пользуются спросом:
- Санни от «Строй Бетон».
- Метем от ГК Метем.
- Robus 500MS от Предприятия РОБУС.
Для тех, кто не собирается открывать завод или крупный цех по созданию пенобетона, можно выбрать б/у установки, которые в цене будут дешевле в несколько раз.
Видео-обзор мобильной установки для производства пеноблока «БАС-130»:
Стационарные
Установки отличаются более серьезной конструкцией, из-за этого их цена может показаться высокой.
Составные части:
- бетономешалка;
- пеногенератор;
- средства для подачи бетона;
- формы для готового продукта;
- оборудование для выдержки пеноблоков;
- аппарат для резки.
Важно! Основное отличие стационарных установок – наличие пеногенератора. Этот элемент существенно улучшает качество сырья, итоговый продукт полностью соответствует техническим требованиям.
Преимущества:
- производительность существенно выше;
- качество готового продукта лучше;
- расход пенообразователя ниже;
- себестоимость пеноблоков ниже.
Недостатки: высокая стоимость оборудования.

Стационарные установки требуют наличия просторного помещения. Применяются для массового производства пенобетона. Средняя производительность 40-100 м.куб/сутки.
Бывает готовая единая конструкция или сборная. Перед покупкой необходимо выбрать и подготовить помещение для устройства производственного цеха (если ранее в нем никогда подобные работы не проводились).
Есть несколько важных условий:
- минимизация ручного труда (положительно влияет на качество готового продукта);
- размещение оборудования должно быть максимально компактным, без больших расстояний между частями установки;
- доступ воды в цех должен происходить без перебоев;
- наличие кран-балки;
- отдельное место для пропарочной камеры;
- оборудование для выдержки имеет укромное место, сухое и без сквозняков.
Популярная марка стационарных установок – Метем от ГК Метем.
Перед заказом оборудования нужно составить план помещения и определиться с размещением в конкретных условиях. Потребуется лицензия.
Автоматические
Высококлассное оборудование, используется на заводах по производству пеноблоков. Минимизируют участие ручного труда, качество готовой продукции существенно лучше. Организация автоматического производства требует подготовки:
- наличие цементного склада с системой дозации;
- создание хранилища для песка;
- место для линии распределения компонентов для последующей их передачи в оборудование;
- площадь для производственной линии;
- участок, где проходит резка и хранение готовых пеноблоков.
Важно! Основное отличие автоматизированного производства: четкое разграничение на 5 участков и организация конвейера. Производительность от 40 до 160 м.куб/сутки.
Преимущества:
- самая большая производительность;
- процесс полностью автоматизирован, рабочей силы требуется минимум;
- автоматизация позволяет снизить себестоимость готовой продукции, продажи повышаются.
Недостатки:
- дороговизна оборудования;
- необходимость в объемных площадях для установки.

Организация автоматического производства потребует немалых затрат на первом этапе, окупятся они в лучшем случае в течение года.
Какое оборудование пользуется популярностью:
- Фомм-ПУСК от «Строй–Бетон».
- FC100WM от НПК FCI технологий.
- Старт (полуавтомат) и Метем-АЗП от ГК Метем.
Важно! Можно сэкономить на б/у установках. Перед покупкой нужно уточнить причину продажи и проверить работоспособность оборудования.
Дополнительные конструкции
Дополнительные конструкции помогают завершить процесс, используются на разных стадиях. Применяются они для производства сжатого воздуха и формирования блоков готового материала.
Компрессор
Применяют при создании смеси из бетона, компрессор выдавливает ее из бетономешалки. Назначение этого элемента – подача воздуха под давлением.
При выборе компрессора нужно уточнить для какого вида оборудования он предназначен. Мощности должно хватать под конкретную установку, которой планируется пользоваться.
- роторно-винтовые;
- роторно-пластинчатые;
- поршневые.
Значение имеет объем ресивера, то есть сколько сжатого воздуха может удерживать компрессор, измеряется в литрах. От него зависит стоимость компрессора и длительность его работы. Также при покупке важна производительность аппарата.
Минимальная допустимый показатель – 0,2 -0,5 м.куб/мин (от 200 л/мин.), давление при этом составляет 5-6 атм.

Производитель не имеет принципиального значения, оборудование относится к разряду простых. Наиболее популярные бренды те же, что производят установки: ГК Метем, «Строй-Бетон».
Формы
Пеноблоки изготавливаются поштучно, масса либо разливается по формам, либо режется. Во всех случаях требуется форма, куда будет заливаться пенобетон. Единственная причина, где не требуется наличие форм – создание пола. В этом случае материал заливают напрямую в опалубку.
Отличия форм для пеноблока:
- Материал изготовления. Древесина используется для первых запусков, поверхность неравномерная, пенобетон частично впитывается в нее. Лакированная фанера – один из лучших вариантов, стойко выдерживает давление. Пластик применяют преимущественно для пазогребневых блоков или для штучного производства. Металл – наиболее подходящий вариант для серийного производства.
- Толщина стенок (рассчитывается в мм).
- Размеры (большие, маленькие, пазогребневые блоки).
- Разница в конструкции. Разборные формы удобнее хранить, некоторые из них позволяют заливать блоки разных размеров, если собрать их иначе. Цельные используются для небольших размеров или в частном производстве.
Важно! Правильный выбор формы – залог качества полученного материала. Самодельные конструкции не всегда правильно собраны, имеют щели на стыках деталей. В результате получается неправильной формы блоки, неравномерно просушенные и уступающие по прочности аналогам.
При покупке форм б/у необходимо уточнить совпадение элементов и отсутствие щелей между ними. Чаще всего продают их по причине наличия зазоров, что приводит к проникновению пенобетона в соседние пазы и слиянию блоков.

Критерии выбора
На что обратить внимание при подборе агрегатов для производства:
-
Изначально нужно определиться с количеством пеноблоков, которое планируется производить. Если стройматериал требуется для личных целей, можно обойтись установкой без пеногенератора и сэкономить. Но качество полученных блоков будет оставлять желать лучшего.
Для тех, кого больше интересует надежность и прочность строительных элементов – необходим парогенератор.
Стоит он намного дороже, но безопаснее и качественнее работает. Для личного пользования покупают первый вариант, но некоторые опытные мастера создают аппарат сами.
Затвердевание пеноблоков проводится в автоклавах или в естественных условиях. Принцип зависит от состава пенобетона и объемов производства. Для личного пользования дополнительное оборудование не требуется, для серийного производства докупают сушильные камеры.
В них материал набирает необходимую прочность и блоки в итоге получаются качественнее. Также его можно использовать зимой и не терять продажи.
 То же касается выбора между резательным станком и формами.
То же касается выбора между резательным станком и формами.
Для личного пользования больше подходят формы, если блоки производятся в больших объемах – применяют станки. Точность последних выше.
Обучение и сопровождение пользователя у надежных поставщиков должны присутствовать. Также как установка и первый запуск оборудования.
Как сделать самостоятельно?
Предупреждение! Качество изготавливаемого стройматериала из самодельных установок существенно ниже. Продать такое оборудование после будет сложнее, чем покупное.
Так как технологически процесс создания пеноблоков простой, некоторые опытные строители самостоятельно создают установки чтобы использовать их на стройке и не закупать материал. Этом они экономят немалую сумму. Некоторые элементы проще купить готовыми, другие изготавливают на месте.
Как проходит сам процесс создания пеноблоков:
- Готовят смесь из цемента, песка, воды, добавляют вспененное вещество.
- Смесь перемешивают до получения однородной массы.
- Разливают смесь по формам, оставляют до полного застывания.
Какие инструменты и приспособления потребуются?
Для пенообразователя:
- герметичная емкость;
- вентиль 2 шт регулировочных, 3 шт ;
- компрессор (его может заменить обыкновенный пылесос);
- сетка с мелкими отверстиями;
- патрубок для подачи смеси;
- патрубок для подачи воздуха;
- гибкая труба 2 шт;
- сопло Лаваля или жиклер.
Бетономешалку приобрести отдельно (специальную, с бережным вращением).
Для форм:
- листы металла;
- соединительные скобы;
- сварочный аппарат.
Процесс создания по шагам
Первым подготавливается резервуар для смешивания пенообразователя. Для этого подойдет любая, желательно металлическая, цилиндрообразная емкость (часто используют пустой газовый баллон).
Создание камеры:
 К баллону с одной стороны приваривается патрубок с насосом для выгрузки смеси в пеногенератор.
К баллону с одной стороны приваривается патрубок с насосом для выгрузки смеси в пеногенератор.- С другой присоединяется гибкая труба для загрузки смеси в камеру.
- Рядом устанавливается гибкая труба для подачи сжатого воздуха из компрессора в камеру. На месте соединения ставят вентиль для регулировки давления.
 К баллону с одной стороны приваривается патрубок с насосом для выгрузки смеси в пеногенератор.
К баллону с одной стороны приваривается патрубок с насосом для выгрузки смеси в пеногенератор.Создание пеногенератора:
- К трубе приварить 2 патрубка. Первый – с торца, второй примерно посередине под углом 90 градусов.
- На выходных отверстиях патрубков закрепляют вентили для последующей регулировки подачи.
- Ко второй трубе с торца приварить патрубок – это выходная часть конструкции. Внутри патрубка установить воронку, чтобы скорость подачи пены на выходе снижалась.
- Внутри второй трубы помещается сетка, можно использовать готовый фильтр. Она должна быть утрамбована по всей длине трубы.
- Соединить две трубы, чтобы торцевые патрубки оказались с противоположных сторон. Посередине установить сопло, оно снизит скорость подачи смеси.
Соединение камеры и пеногенератора:
- Посредством шланга выходной патрубок с насосом камеры соединяется с боковым патрубком пеногенератора.
- Компрессор соединяется шлангом с торцевым патрубком пеногенератора.
- Выходной патрубок пеногенератора соединяется с бетономешалкой.
Важно! Пена должна подаваться не поверх бетонно-песчаной смеси, а в середину. Для этого обеспечивается постоянное реверсивное движение бетономешалки.
Изготовление форм:
- Есть два варианта: цельные формы и разборные. Для цельных потребуется дно на которое привариваются пластины ровными ячейками нужного размера.
- Для разборной формы длинные металлические листы разрезают поперек таким образом, чтобы одни вставлялись в другие перпендикулярно и образовывали ровные ячейки.
- На дно по периметру крепятся боковые панели. Соединяются фиксаторами по бокам, на нижнем ребре можно петлями.
 Есть два варианта: цельные формы и разборные. Для цельных потребуется дно на которое привариваются пластины ровными ячейками нужного размера.
Есть два варианта: цельные формы и разборные. Для цельных потребуется дно на которое привариваются пластины ровными ячейками нужного размера.Пенобетон разливается по формам так, чтобы листы оставались на несколько сантиметров свободными. После застывания, снимаются фиксаторы, отклоняются боковые панели, металлические платины вытаскивают друг из друга, пеноблоки становятся свободными.
Видео-обзор установки для производства пеноблока, сделанной своими руками:
Цена зависит от сложности оборудования, технических возможностей, производительности, бренда изготовителя. Дополнительные элементы отличаются объемом.
Таблица: расценки на оборудование для производства пеноблоков.
| Тип оборудования | Наименование | Цена от, тыс. руб. |
| Модульные установки | Санни | 80 |
| Метем | 87 | |
| Robus 500MS | 235 | |
| Стационарные | Метем | 150 |
| Автоматические | Фомм-ПУСК | 2 млн 597 |
| FC100WM | 1 млн 565 | |
| Метем АЗП | 1 млн 91 | |
| Старт | 495 |
Стоимость компрессоров разнится, от 40 тыс. руб. и выше.
Цена на формы зависит от объема, от 15 тыс. руб. до 165 тыс. руб. за шт.
Заключение
Создать оборудование для производства пеноблоков своими руками не так сложно, но готовые установки от производителей делают материал качественнее. Постройка с прочными, выполненными по правильной технологии блоками имеет дольше срок службы, редко дает трещины, хорошо переносит смену времен года.
Пошаговая инструкция по пайке медных трубок газовой горелкой
 Характеристики меди идеально подходят для использования в качестве магистралей систем отопления, кондиционирования и водоснабжения. Относительно высокая стоимость компенсируется высокими эксплуатационными параметрами и длительным сроком службы. При монтаже чаще всего применяется пайка медных труб газовой горелкой. Рассмотрим основные особенности данного метода и нюансы технологического процесса.
Характеристики меди идеально подходят для использования в качестве магистралей систем отопления, кондиционирования и водоснабжения. Относительно высокая стоимость компенсируется высокими эксплуатационными параметрами и длительным сроком службы. При монтаже чаще всего применяется пайка медных труб газовой горелкой. Рассмотрим основные особенности данного метода и нюансы технологического процесса.
Особенности технологического процесса
Технология пайки меди газовой горелкой во многом зависит от параметров присадочного материала. В зависимости от припоя, различают два метода соединения:
- Низкотемпературный. Применяется при работе с легкоплавкими сортами припоев. С их помощью выполняют монтаж домашнего водоснабжения, и ремонтируют трубки автомобильных газобаллонных установок. Температура пайки не превышает 400 Сº. Соединения, выполненные с использованием мягкого припоя запрещено эксплуатировать при температуре свыше 110 Сº. Технология не отличается особой сложностью, поэтому обладая соответствующими навыками, можно выполнить пайку своими руками.
- Высокотемпературный. Твердые сорта присадочных материалов используют на самых ответственных работах, поэтому чаще всего их применяют на массовом производстве. Кроме того, такой метод используется при сварке трубок кондиционеров. Их изготавливают из сплава, содержащего не менее 90 % меди и дополнительных добавок, включая серебро. Температура пайки варьируется в пределах 700-900 Сº.
Оборудование
Для пайки газом медных изделий понадобятся следующие инструменты и материалы:
- труборез;
- фаскосниматель;
- расширитель отверстий;
- наждачная бумага;
- газовая горелка;
- флюс;
- припой;
- Набор щеток и ершиков.
Подбор и температурные параметры газовых горелок
Горелки для пайки медных труб – основной рабочий инструмент, с помощью которого нагревают соединяемые участки трубопроводов и расплавляют припой. Мощность и температурные параметры зависит от типа соединения и используемого присадочного материала. Для самых простых работ можно использовать обычные приборы, оснащенные несъемными баллонами с горючей смесью из пропана.
[stextbox случае отсутствия горелки, для монтажных работ можно использовать промышленный фен. Его температура достаточна для работы с легкоплавкими припоями на основе олова.[/stextbox]
Рассмотрим наиболее распространенные типы горелок.
При выборе горелки в первую очередь необходимо обратить внимание на тип питания. Различают следующие виды:
- Компактный одноразовый баллон с пропановой смесью;
- Стационарный баллон с комплектом с соединительных рукавов и редукторов для работы с пропан-кислородным составом;
- Систему питания ацетиленово-кислородной смесью.
Механизм регулировки пламени – важная часть прибора. Контролируя температуру можно работать со всеми типами припоев.
К вспомогательному оборудованию горелок относятся следующие узлы:
- Розжиг от пьезы. Удобная функция компактных моделей существенно облегчает процесс запуска устройства.
- Отражатель пламени. Создает направленный поток горючей смеси, что позволяет направить его точно в зону нагрева.
- Обратный клапан. Отвечает за автоматическое прекращение подачи газа при отсутствии пламени.
Сборка самодельной
Обладая минимальными слесарными навыками, можно попробовать изготовить горелку самостоятельно. Если использовать качественные материалы, технические характеристики не будут уступать изделиям заводского производства.
Процесс сборки самодельного устройства:
- Ручку необходимо изготавливать из материала с низкой теплопроводностью. Лучше всего подойдут твердые сорта древесины. Также можно использовать ручку от старой горелки.
- Из стали, толщиной 2 мм, необходимо сделать трубку, диаметром 10 мм. Специалисты рекомендуют использовать не нержавейку, а низколегированные сорта стали. Готовую трубку крепят к ручке.
- Корпус и рассекатель делают из латуни. Необходимо заранее позаботиться об отверстиях в рассекателе, для поступления кислорода. При стыковке корпуса с рассекателем возле внутреннего фланца следует оставить небольшой зазор.
- Для изготовления форсунки лучше всего обратиться к знакомому токарю, поскольку самостоятельная работа требует точности и аккуратности. В качестве заготовки используют стальную болванку круглого сечения.
- Соединительный газовый рукав должен соответствовать типу используемой смеси. В качестве крепежного элемента используют обычный стяжной хомут.
Готовое изделие проверяют на наличие люфтов и утечек. Особое внимание следует уделить форсунке – она должна хорошо накручиваться на трубку. В случае необходимости можно уплотнить резьбу с помощью ФУМ ленты.
[stextbox пламени регулируют путем движения форсунки по резьбе трубки до получения ровного потока без копоти.[/stextbox]
Компоненты
Рассмотрим основные материалы, без которых не обходится процесс пайки.
Присадочный материал
Припой для пайки медных труб – это материал, параметры которого определяют технологию соединения.
Мягкие составы отличаются низкой температурой плавления. Ярким примером являются припой группы ПОС, в состав которых входят олово и свинец в различных пропорциях, а также добавки, улучшающие качество шва.
Главное отличие твердых припоев – высокая температура плавления, под действием которой получают качественное и надежное соединение. Специалисты рекомендуют использовать составы на основе меди. Это позволяет добиться наилучшего качества. Различные добавки позволяют регулировать температуру плавления. Например, наличие фосфора позволяет снизить показатель расплава до 700-750 Сº.
Существуют следующие формы выпуска:
- проволока;
- прутки;
- ленты;
- паста;
- порошок.
Флюс подбирается, исходя из параметров припоя. Различают высоко- и низкотемпературный составы. Для твердых сортов припоя рекомендуют использовать техническую буру.
Паяльный флюс наносят после механической очистки труб, непосредственно перед проведением работ. При использовании активного состава, по завершению цикла следует смыть его остатки, во избежание повреждения поверхности.
Фитинги
Существуют множество типов фитингов, под различные цели и системы. Наиболее популярными являются:
- муфта;
- уголок;
- тройник.
Планирование работ
Перед закупкой инструмента и материалов необходимо составить проект, включающий в себя план проведения работ и схему разводки. Это позволит точно рассчитать количество фитингов и вспомогательных компонентов, что снизит себестоимость работ.
Помимо вышеперечисленных инструментов, необходимо позаботиться о средствах индивидуальной защиты, поскольку пайка относится к работам повышенной опасности, при проведении которых высока вероятность травматизма.
Пошаговая инструкция
Резка
Перед резкой труб необходимо наметить места размещения фитингов. При разделке лучше всего использовать специальный труборез. В этом случае место среза будет ровным и гладким, с минимальным количеством зазубрин, что облегчит процесс дальнейшей подготовки.
Снятие фасок
Срез трубы должен быть идеально ровным. Малейшие отклонения повлияют на качество соединения. Для снятия заусенцев и подготовки среза рекомендуют использовать фаскосниматель, а при его отсутствии – наждачную бумагу.
Подготовка поверхности
Контактная поверхность должна быть сухой, без следов масла, грязи и оксидных отложений. Это относится не только к трубам, но и соединительным фитингам. Для механической обработки использует щетки и ершики.
Покрытие флюсом
Флюс наносится на внутреннюю поверхность фитинга и нужную часть трубы. Важно, чтобы состав был равномерно распределен по плоскости. После этого выполняют стыковку элементов, оставляя небольшой для присадочного материала.
Нагрев и пайка
Индикатором нагрева является состояние флюса. Появление темных оттенков говорит о том, что поверхность нагрелась до заданной температуры. При подаче припоя необходимо следить за интенсивностью нагрева.Расплавленный припой должен заполнять все пространство между фитингом и трубой. Это достигается за счет капиллярного эффекта, при котором жидкость прилипает к поверхностью, благодаря высокой силе притяжения.
[stextbox рабочего цикла не должна превышать 5 минут. В противном случае медная труба начнет деформироваться от перегрева.[/stextbox]
Ошибки при пайке
Начинающие мастера, не имеющие опыта соединения медных труб, могут допускать следующие ошибки:
- Слабый прогрев. Малоопытные специалисты боятся перегреть медные детали, что приводит к слабому прогреву поверхности. Результатом является низкая прочность соединения, которое разрушится при малейшей нагрузке.
- Перегрев. Противоположная ситуация, которая грозит выгоранием флюса с поверхности. Контактные элементы без защиты покроются окалиной, что негативно скажется на качестве соединения.
Для выработки необходимых навыков, рекомендует сделать пробную спайку на ненужных обрезках труб.
Требования техники безопасности
Технологический процесс протекает при высоких температурах, поэтому работник должен иметь представление об опасных факторах и основах безопасного выполнения работ:
- Работы проводят в помещениях с функционирующей вентиляцией;
- Необходимо использовать средства индивидуальной защиты, включающие в себя очки, перчатки и специальную одежду из натуральных материалов;
- Следует избежать попадания флюса на открытые участки кожи;
- Проверку качества спайки и визуальный осмотр проводят только после остывания труб.
Заключение
Пайка медных труб – достойная альтернатива сварке в среде аргона. Для выполнения работ требуется минимальное количество инструментов и материалов, что, при соблюдении технологии соединения, не отразится на качественных характеристиках шва.
[stextbox Ахметов Станислав Эдуардович. Опыт – 20 лет: «При монтаже медных труб мы используем только пайку газовой горелкой, несмотря на то, что в штате компании есть квалифицированный сварщик, способный работать как с аргонодуговым, так и полуавтоматическим оборудованием. Горелка дает больше свободы для перемещения по объекту, тем самым увеличивая производительность работ. Кроме того, отказ от использования сварки, снижает затраты на транспортировку сварочного аппарата и вспомогательных приспособлений».[/stextbox]
Пайка медных трубок газовой горелкой и твердым припоем: Виды и инструменты +Фото и Видео
 Соединение металла при помощи припоя применяется с древних времен. Многие мастера стараются самостоятельно выполнять подобные работы, дабы сэкономить деньги и быть уверенными в качестве выполненной работы. Пайка медных труб при помощи газовой горелки заставит поволноваться даже доку.
Соединение металла при помощи припоя применяется с древних времен. Многие мастера стараются самостоятельно выполнять подобные работы, дабы сэкономить деньги и быть уверенными в качестве выполненной работы. Пайка медных труб при помощи газовой горелки заставит поволноваться даже доку.
Неправильный монтаж, может привести к не герметичности трубы, и даже к пожару. Если четко следовать инструкции, правильно подобрать нужный качественный материал и надлежащие инструменты, оборудовать рабочее место, то можно избежать всех казусов.
Как сделать качественную пайку медных труб расскажем в статье.
О навыке и умении пайки
Конечно, не обязательно обладать умением пайки, но приобрести это навык желательно. Медные трубы сейчас применяются редко для оборудования системы водопровода из-за своей дороговизны. Несмотря на это, они считаются лучшим материалом.
Медь гибкая, долговечная, легко поддается пайке. Медную систему можно бетонировать, с ней ни чего не случиться. Все затраты окупятся одним сроком службы. К тому же умение паять пригодится не только для создания водопроводной системы.
Как паять медные трубы
С чего начать газовую пайку медных труб?
Существует два вида пайки
- 1.высокотемпературная
- 2.капиллярная низкотемпературная
Принцип
Пайка медных изделий при высокой температуре – это монтаж деталей при температуре превышающей + 450 градусов. Припоем выступают тугоплавкие материалы: медь или серебро. Они создают очень твердое и качественное соединение не подверженное температурному воздействию.
Твердая и мягкая пайки
 Особенность данного припоя в том, что остывать он должен естественным образом, без воздействия вспомогательного охлаждения. Именно это дает высокое качество соединения.
Особенность данного припоя в том, что остывать он должен естественным образом, без воздействия вспомогательного охлаждения. Именно это дает высокое качество соединения.
Такую пайку называют – твердой. Такой вид соединения применяют для изделий 12 -159 мм диаметром. Высокотемпературная пайка идеально подходит при монтаже отопительной системы.
Главное из достоинств, что можно подсоединить дополнительный отвод не прибегая к демонтажу.
Низкотемпературная – мягкая пайка
Этот вид пайки производится ниже +450 градусов. Для припоя применяют такие металлы, как олово или свинец. Соединительный шов может быть от 7 мм до 50 мм. Из-за использования данного вида припоя, называют пайку мягкой. Конечно оно не такое прочное, как при пайке выше +450 градусов, но так же обладает своими преимуществами.
Мягкую пайку хорошо применять для монтажа деталей с не большим диаметром.
Низкотемпературная пайка более безопасная.
Возможен монтаж низкотемпературной пайкой труб для системы отопления, при соблюдении условия, что температура отопительной магистрали будет ниже +130 градусов.
Инструмент для пайки
Изначально надо подготовить все необходимое для работы.
- Флюс. Он необходим для смазки деталей перед монтажом и удаления оксидов, увеличения адгезии, понижается натяжение. Вид флюса зависит от типа спайки.
- Припой. Вид металла припоя зависит от выбранного варианта пайки. Высокотемпературная пайка: серебро или медь. При мягком соединении: олово или свинец.
 Припой. Вид металла припоя зависит от выбранного варианта пайки. Высокотемпературная пайка: серебро или медь. При мягком соединении: олово или свинец.
Припой. Вид металла припоя зависит от выбранного варианта пайки. Высокотемпературная пайка: серебро или медь. При мягком соединении: олово или свинец.Любой вид припоя производится в проволочном виде 3мм диаметром. Для сварки при высокой температуре, на упаковке присутствует надпись «Lead Free» то есть без свинца.
- Труборез. Им нарезаются детали необходимой величины.
Важно подобрать инструмент надлежащего качества. Медь — мягкий металл, использование плохого инструмента может привести к деформации материала.
- Фаскосниматель. Им удаляются все заусенцы.
- Газовая горелка с узконаправленным пламенем.
Оборудование работает на пропане и бутане или на чистом бутане.
Также соединение можно производить электрическим паяльником для такого типа соединения. Этот способ допускается для любого вида пайки.
- Маркер или карандаш. То чем оставлять разметки.
- Рулетка, молоток, уровень
Очередность выполнения операций пайки газовой горелкой
- Отрезаем изделие по замеру. Деталь держим четко перпендикулярно к инструменту для ровного среза. Зажимаем изделие и делаем вращательные движения труборезом. В конце очередного оборота натяжной болт затягиваем на одну треть. Заусенцы при правильно выполненном срезе образуются только внутри изделия. В итоге получается труда с минимальной неровностью.
- Снимаем все заусенцы. Иначе детали не соединятся герметично и плотно.
- По тому же принципу готовим другую деталь.
- Вставляем детали одну в другую. Смотрим, все ли подходит.
- Зачищаем
- Обезжириваем.
Обратите внимание, размер соединения ровняться диаметру трубы.
 Обезжириваем.
Обезжириваем. - Смазываем флюсом поверхности изделий. Кисточкой или другим приспособлением, внимательно наносим реагент на внешнюю поверхность изделия, равномерно распределяем. Лишний флюс не допустим.
- После нанесения флюса детали надо соединить, очень оперативно, чтобы исключить попадание соринок. Соединяем с помощью вращения, до упора.
- При низкотемпературной пайке – пламя горелки должно попадать точно на стык. Образующееся пятно надо все время перемещать, для равномерного нагрева. Припоем периодически касаемся шва. Когда детали разогреты до нужной температуры, он начнет плавиться. Как процесс плавки начался, убираем горелку. Даем припою растечься.
Обратите внимание, данный вид соединения, не допускает нагрева припоя, металл соединения плавиться от тепла деталей.
- Как только припой заполнит стык, даем остыть.
Важно. Не допустить перегрева меди. В этом варианте флюс утратит свойства, что негативно отразится на качестве выполненной работы.
- Высокотемпературная пайка газовой горелкой производится аналогично. Только рекомендуется разогревать детали быстро. Оптимальное пламя ярко – синее. Как только медь станет темно-бордового цвета – это знак качественного прогрева. В это момент наносим припой. Он должен быстро расплавиться от температуры деталей и заполнить все зазоры.
Для более комфортного нанесения припоя, его можно подогреть горелкой.
- После выполнения работы. Даем остыть. Естественным образом.
- Остывшую поверхность тщательно очищаем от остатков флюса.
ВНИМАНИЕ. Не трогайте изделие, пока оно не остынет. Можно получить сильный ожог. Не брызгайте на него воду, что бы проверить температуру. Остывшую трубу видно по цвету.
БЕЗОПАСНОСТЬ
- Не берите детали голыми руками. Мель обладает высокой теплопроводностью. Используйте специальные инструменты или защитные перчатки
- Очень аккуратно работайте с флюсом. Агрессивный состав. Если попал на кожу. Промойте большим количеством воды.
- Одежда. Ни какой синтетики и легковоспламеняющихся тканей.
- Флюс при нагревании испаряется. Пары ядовиты. Оденьте респиратор. Помещение должно быть проветриваемым.
- Всю конструкцию соберите на полу и только после этого начинайте монтаж.
Для того чтобы избавиться от лишних припоя и флюса с внутренней поверхности изделия, промойте их водой разной температуры.
Частые ошибки при совершении пайки медных труб газовой горелкой
- Внешние недостатки на соединительных частях
- Плохая очистка труб
- Малая ширина зазора
- Плохой прогрев
- Не равномерно нанесен флюс
- Перегрев. Сгорание флюса
- Ожоги при проверке трубы
- Нарушение норм безопасности
Прежде чем начать работать, попробуйте соединить несколько мелких деталей 3-4 шт. Это значительно повысит уровень.
Пайка медных труб своими руками при помощи газовой горелки
 Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Ещё пять тысяч лет назад чеканщики из Египта открыли новый вид соединения металлов методом пайки. Суть метода заключается в создании соединения различных металлов путём заполнения швов припоем, который представляет собой расплавленный материал с температурой плавления меньшей, чем у соединяемых частей изделия. В отличие от стали, медные детали целесообразнее соединять методом пайки, чем сваркой. Это особенно важно, если приходится работать с тонкостенными медными трубами, которые находят широкое применение в отопительных, водопроводных, газовых и холодильных системах. С такой работой может справиться даже новичок.
Особенности труб из меди
Химический состав, который используется при производстве медных труб, на 99% состоит из меди, но допускаются незначительные примеси олова, железа, сурьмы, свинца.
Трубы из меди бывают твёрдыми (не отожжёнными) и мягкими (отожжёнными). Во время изготовления при механической обработке медный материал теряет свою природную пластичность.
Это свойство можно возвратить путём отжига металла, то есть, нагрева его до 600—700 градусов с последующим охлаждением в естественных условиях. В результате таких действий медная труба получает некоторые технологические преимущества перед твёрдой медью. Конечно, мягкая труба проигрывает в прочности, но зато намного превосходит в пластичности, что увеличивает значение её удлинения при разрыве на 40—60%. Это означает, что мягкую трубу можно легко изгибать, не опасаясь её разрыва. Благодаря пластической деформации меди, такие трубы могут исключить разрыв водопровода при случайном его замораживании.
Медные трубы обладают такими достоинствами:
- долговечность эксплуатации;
- прочность;
- способность легко подвергаться обработке;
- не боятся ультрафиолетового излучения;
- выдерживают максимально высокие температуры;
- безаварийно работают под высоким давлением;
- обладают бактерицидными свойствами;
- не поддаются коррозии;
- имеют высокую теплопроводность и гладкую поверхность.
 долговечность эксплуатации;
долговечность эксплуатации;Конечно, более высокую стоимость меди, в сравнении с другими современными материалами можно отнести к её недостаткам, но технология пайки позволяет сэкономить на фитингах.
Методы пайки медных деталей
Неразъёмное соединение труб на промышленных объектах, как и пайка меди в домашних условиях, осуществляется двумя методами:
- Высокотемпературный способ — применяется на трубопроводах, эксплуатируемых при высоких температурах и с большой нагрузкой. Расплавление припоя этим методом происходит при температуре 600—900℃.
- Низкотемпературный метод — используется для систем бытового назначения. При использовании мягкого припоя нагревание места пайки достигает 450℃, а для твёрдого припоя — более 450℃.
Инструменты и приспособления
Конечно, для пайки медных труб своими руками в стандартном исполнении можно использовать многие элементы, которые несложно обнаружить в собственных домашних запасах. В крайнем случае придётся приобрести специальные приспособления для выполнения технологического процесса пайки. Итак, чтобы произвести качественный монтаж медных изделий может понадобиться:
- Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
- Приспособление для снятия фаски — служит для удаления различных заусенцев и закругления места разреза.
- Расширитель труб поможет во многих ситуациях обойтись без применения фитингов. Для пайки нужно увеличить диаметр одного конца трубы, чтобы туда вставить другую заготовку.
- Щётки и ёршики помогут очистить от окиси место пайки труб.
- Для повышения безопасности работ на сопло горелки нужно установить рефлектор (отражатель) огня, который поможет защитить горючие материалы, расположенные вблизи места работы. Это предотвратит потери тепла и обеспечит равномерный прогрев трубы.
- Газовая горелка является основным инструментом для пайки медных труб. Существует несколько разновидностей горелок- от высокопроизводительных моделей до бытовых устройств.
 Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.
Ручной труборез, который позволит получить строго перпендикулярный разрез трубы.По мощности горелки подразделяют:
- Для разогрева труб и пайки мягким припоем.
- Для проведения работы твёрдым или мягким припоем (полупрофессиональные).
- Для осуществления пайки твёрдым припоем (профессиональные).
- Термофеном можно разогреть легкоплавкий припой. Такой инструмент способен давать струю горячего воздуха до 650℃.
Материалы для соединения меди
Весь технологический процесс пайки медных трубок газовой горелкой можно осуществить с помощью флюса и припоя для меди, а также как с применением фитингов, так и без них.
Флюс и паяльная паста
Флюс для пайки медных труб имеет огромное значение для образования качественного соединительного шва. Он может быть низкотемпературным с активностью до 450 ℃, и высокотемпературным — более 450 ℃.
Применение флюса необходимо в случае:
- качественной очистки поверхности соединяемых труб от окислов;
- защиты места соединения от кислорода, который содержится в воздухе;
- повышения сцепления припоя с поверхностью металла;
- улучшения процесса растекания припоя.
На сегодняшнее время существуют следующие разновидности флюсов:
- активированные;
- кислотные;
- некислотные;
- антикоррозийные.
Паяльная паста представляет собой густую массу, состоящую из флюса, маленьких частиц припоя и добавок специального действия. Такой состав часто применяется на промышленных предприятиях при пайке радиотехнических деталей на печатных платах. Форма в виде пасты очень удобна для нанесения на мелкие детали.
Виды припоев
 Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Соединение меди и её сплавов можно производить как низкотемпературной, так и высокотемпературной пайкой. Имеется множество мягких и твёрдых материалов, которые способны обеспечить идеальное крепление деталей из металла.
Применение припоев с низкой температурой плавления позволяет спаять детали в условиях, мало влияющих на прочность меди, но при этом соединительный шов имеет худшие механические параметры. Припои для высокотемпературного соединения увеличивают прочность места стыковки металлов, но требует определённых навыков, чтобы исключить пережог меди.
Существует большое количество бессвинцовых припоев, которые способны обеспечить довольно высокое качество стыковочных работ. В основном это сплавы олова (95—97%) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев ограничено из-за вредности свинца.
Высокотемпературную пайку осуществляют твёрдыми припоями медно-фосфорного состава. Такие составы при соединении двух медных деталей не требуют применения флюсов. Очень благоприятно влияет на качество стыковки одинаковый коэффициент термического расширения меди.
Изготавливают твёрдые припои в виде профильных стержней, а мягкие — в виде проволоки диаметром 2—3 мм.
Соединительные фитинги
 При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При отсутствии специального инструмента для качественной резки и расширения места соединения, применяются технологические медные переходники (фитинги), которые имеют строго регламентированный диаметр раструба.
При всём разнообразии видов таких деталей чаще используются три основных формы: углы — способствуют изменению направления трубопровода на 90 градусов, тройники — обеспечивают ответвление от трубы и муфты — служат для соединения двух труб.
Фитинги имеют довольно высокую стоимость, поэтому многие специалисты стараются обойтись без них, обрабатывая место стыковки специальными приспособлениями.
Существуют специальные фитинги с готовым припоем, который в виде валика размещён по краям детали. Запаять трубы таким фитингом очень просто нужно только соединить поверхности и нагреть их до температуры плавления припоя.
Технология пайки медных труб
Весь технологический процесс соединения деталей из медного материала условно можно разделить на подготовительные операции и непосредственно сам этап создания крепкого стыка.
Основные операции соединения при помощи горелки:
- Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
- После резки нужно снять наружную и внутреннюю кромки. Наружная фаска удаляется для облегчения сборки, а внутренняя может оказывать сопротивление потоку воды или газа. Существуют специальные приспособления для проведения такого рода операций. Иногда они встраиваются непосредственно в труборез, а иногда выступают в роли отдельного приспособления.
- Следующим шагом будет зачистка сопрягаемых частей детали от окислов. Внешнюю поверхность легко очистить мелкой абразивной бумагой либо специальным устройством с отверстием, обрамлённым стальной щёточкой. Для очистки внутренней кромки применяются ёршики, сетка или наждачная бумага, навёрнутая на любой штырь соответствующего диаметра. После очистки поверхности до блеска нужно удалить остатки абразива, которые существенно снижают качество пайки.
- После очистки необходимо нанести на поверхность флюс. Пастообразный состав наносится с помощью кисточки на наружную часть вставляемой трубы. После этого сразу производится соединение деталей, чтобы избежать попадания мусора.
- Во время сборки сопрягаемые детали нужно повернуть друг относительно друга, чтобы осуществить полное распределение флюса по поверхности. Затем удаляются хлопчатобумажной ветошью излишки флюса, а детали закрепляются в удобном для пайки положении.
- Прежде чем приступить к нагреву труб, необходимо удалить все пластмассовые и резиновые детали, которые могут пострадать во время пайки. Пламя горелки должно быть нормальным — без недостатка или избытка кислорода. Сбалансированное пламя обладает ярко-синим цветом. Излишний кислород в пламени окисляет поверхность металла, на что указывает окисный чёрный налёт. Прогревать место соединения необходимо равномерно, перемещая пламя с разных сторон изделия. Когда припой начинает плавиться, значит температура пайки достигла оптимального значения. После полного заполнения соединительных швов расплавленным припоем нужно отнести пламя горелки от стыка и дать возможность остыть месту пайки естественным путём.
 Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.
Резку трубы удобнее всего производить с помощью трубореза. Для этого инструмент устанавливается на обрабатываемую деталь таким образом, чтобы режущий ролик совпадал с линией разреза. Далее зажимается винт и поворотом вокруг оси трубы производится разрез. После каждых двух оборотов вращением винта резак поджимается к трубе. Можно отрезать металл и обычной ручной ножовкой по металлу, но при этом очень сложно добиться перпендикулярности среза.После полного остывания места стыковки металлов необходимо удалить остатки флюса ветошью, смоченной раствором спирта.
Недопустимые ошибки
 Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
Причиной некачественного соединения двух деталей чаще всего становится спешка, поэтому нужно не забывать контролировать кромки изделия на отсутствие посторонних мелких предметов, которые могут образоваться после резки.
При нанесении флюса важно стараться не пропустить ни одного малейшего участка поверхности, ведь любой дефект может стать причиной плохого контакта.
Если какой-нибудь участок поверхности будет слабо прогрет, это приведёт к слабому сплавлению двух металлов. Перегрев может привести к сгоранию флюса и образованию окалины или окиси на месте пайки, что влияет на её надёжность.
Техника безопасности
Так как паяльные работы ведутся с использованием высокого нагрева, необходимо строго все операции выполнять в защитных перчатках.
Наличие опасных химических испарений может привести к поражению органов дыхания, поэтому работы нужно проводить в хорошо вентилируемом помещении и в защитной маске.
Пайка труб из медного материала не представляет особой сложности. Более подробно расскажет о пайке медных проводов видеоурок, который можно посмотреть на многих сайтах интернета.
Originally posted 2018-03-28 15:01:27.
Принципы пайки медных трубок газовой горелкой
Медь обладает высокой устойчивостью к влаге, кислотным и щелочным растворам, износу стиранием. Трубопровод и фитинги из меди служат значительно дольше аналогичных изделий из стали. При пайке медных трубок газовой горелкой следует учитывать высокую электропроводность и теплоотдачу материала.
Внешне медный трубопровод с соединением фитингами, напоминает пластиковые трубы. Процесс создания герметичного соединения намного сложнее. Металл покрыт пленкой окислов с высокой температурой плавления. Соединить его нагревом и давлением невозможно. Создана особая технология пайки для меди и ее сплавов.
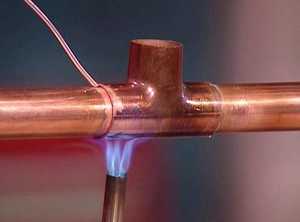
 Пайка медных трубок газовой горелкой
Пайка медных трубок газовой горелкой
Технология пайки
Детали из меди необходимо прочно соединить, исключая разрушение от внешних воздействий. Технология пайки медных деталей заключается в их нагреве и соединении между собой скрепляющим веществом. Припой имеет температуру плавления ниже, чем основной металл. Он легко проникает в пространство между деталями, заполняет капилляры. После остывания образуется прочное соединение материалов на уровне кристаллической решетки.
Флюс растворяет окисную пленку, позволяя нагретому припою соединиться с медью. Припой подносится к месту соединения хорошо прогретых деталей. Его температура плавления ниже. Припой расплавляется и затекает во все капилляры, равномерно по всей окружности. При остывании металлы образуют прочное соединение.
Компоненты для пайки
Трубопроводы из меди изготавливаются для систем водоснабжения и отопления. Начинать следует с составления чертежа. По нему рассчитывается количество всех необходимых компонентов:
- длина труб;
- количество фитингов;
- расход флюса и припоя.
Для создания изгибов труб нужны фитинги в виде уголков и тройников. Наращивание удобнее осуществлять соединительными муфтами. Пайка меди осуществляется с заходом одной детали в другую.
Выбор припоя
Прочность и герметичность соединения зависит от температур плавления материала. Существует два типа припоев:
- мягкие;
- твердые.
Мягким припоем осуществляется соединение труб водопроводов в частных домах. Он состоит из олова или свинца с дополнительными элементами, улучшающими жидкотекучесть. Металлы имеют низкую температуру плавления.
Твердым припоем соединяют медные детали при температуре нагрева выше 450⁰. В его составе содержится серебро или медь. Соединения с тугоплавкими материалами применяют для систем отопления, паротрубопроводов с высоким давлением и температурой более 130⁰.
 Мягкий припой
Мягкий припой
Выбор флюса
Флюс должен растворять окислы и способствовать растеканию припоя. Для меди подходят низкотемпературные составы, предназначенные для паяльников:
- натриевая соль;
- канифоль;
- вазелин;
- борная кислота.
Все материалы легко купить в магазине. Они безопасны, не выделяют вредных веществ при расплавлении.
Для высокотемпературной пайки подойдут смеси на основе фосфора и салициловой кислоты.
Инструмент для проведения пайки
Для герметичного и прочного соединения необходимо иметь оборудование для пайки медных изделий:
- труборез;
- фаскосниматель;
- наждачную бумагу;
- металлический ершик;
- кисточку;
- газовую горелку.
Для разметки понадобятся рулетка и карандаш или маркер. Если удлинение трубопровода будет производиться без переходников, понадобится труборасширитель. С его помощью нагревается и расширяется конец одной трубы и в него заводится вторая, по аналогии с пластиковыми соединениями.
Фаскосниматель обеспечивает ровные кромки без заусенцев. Его может заменить наждачная бумага средней зернистости.
Металлический ершик должен входить внутрь трубы и зачищать грязь, снимать пленку окислов. Кисточка используется для нанесения флюса на соединяемые поверхности.
Выбор газовой горелки
Газовая горелка для пайки меди выбирается с узким соплом, бытовая. Ширина пламени не должна превышать диаметр трубы. Конструкцию инструмента определяет газ, на котором он работает:
- МАРР-газ состоит из метилацетилен-пропадеина и природного сжиженного газа;
- пропан;
- ацетилен-кислород.
МАРР-газ обеспечивает быстрый нагрев, применяется профессионалами для пайки холодильников.
Пропановые горелки подходят для работы в маленьких мастерских. Они могут включаться пьезоэлементом при нажимании на кнопку пуска газа.
Ацетилен-кислородные горелки работают с одноразовыми малыми баллонами в условиях ограниченного пространства и со стационарными емкостями под газ.
При выборе горелки следует обращать внимание на наличие инжектора. Мощность должна быть достаточной, чтобы нагреть трубу за пару минут на заданную температуру. Назначение инструмента в техпаспорте — для пайки. Среди материалов, с которыми может работать горелка, должна числиться медь и ее сплавы.
 Ацетилен-кислородная горелка для пайки медных трубок
Ацетилен-кислородная горелка для пайки медных трубок
Сборка самодельной газовой горелки
Правильно собранная самодельная газовая горелка может заменить покупную при небольших объемах работ. Для изготовления инструмента своими руками нужны следующие детали:
- латунная трубка Ø 15 мм;
- деревянные бруски для ручки;
- кусок латуни для форсунки;
- регулировочный вентиль.
Латунную трубку следует вставить в ручку перпендикулярно, если она ровная. Согнутая монтируется в одной оси с рукояткой. Сверло должно иметь диаметр Ø 15 мм. Им просверливается отверстие в деревяшке, трубка вставляется и фиксируется эпоксидной смолой.
Отверстие форсунки должно быть 0,1 мм. Его следует просверлить сверлом 0,2–0,3 мм. Затем деталь зажимается в тиски, и торец клепается легкими ударами, пока отверстие не сузится до нужного размера. На другой стороне нарезается резьба для ввинчивания в трубку.
На трубке, возле ручки устанавливается регулировочный винт. На конце нарезается резьба для присоединения штуцера или шланга газового баллона.
Форсунку можно сделать из обычной иглы для инъекций. Она изготовлена их высоколегированной нержавейки и выдержит высокие температуры. Нужно сделать переходник для крепления иглы к трубке. Скошенный кончик сточить, сделать ровным, чтобы факел пламени горел прямо.
Этапы спайки медных труб
Процесс пайки медных труб простой, но требующий точного выполнения всех операций. Перед работой следует выбрать способ соединения труб. Следует заранее приготовить все детали и инструменты. Затем проводится пайка:
- Обрезка трубы до нужного размера с учетом захода ее в фитинг. Зачистка торцов.
- Поверхность медной трубы и отверстие соединительной детали следует тщательно обезжирить, зачистить щеткой и шкуркой. Металл должен стать блестящим, чистым.
- Смазать соединяемые поверхности тонким слоем флюса.
- Завести трубу в фитинг до упора.
- Нагреть соединение с помощью пламени горелки. Медь должна стать красной.
- Поднести к торцу фитинга припой и расплавить его.
После остывание в естественных условиях с соединения удаляется шлак, остатки флюса и припоя.
Пайка медных трубок доступна в домашних условиях. Новичкам рекомендуется сначала потренироваться на обрезках, чтобы научиться чувствовать температуру нагрева и момент, когда нужно подносить припой.
Пайка медных трубок газовой горелкой: полезные советы и этапы самостоятельной пайки

Медные трубы используются намного реже, чем металлопластиковые или полипропиленовые. Но благодаря комплексу отличных технических характеристик – теплопроводности, антикоррозийной и биологической стойкости – они встречаются в системах водоподачи, отопления, кондиционирования.
Длинномерная продукция из меди стоит дорого, но можно сэкономить на монтаже. Например, пайка медных труб газовой горелкой доступна любому, кто захочет самостоятельно усовершенствовать систему или произвести ремонт. Мы расскажем о том, как производятся паянные соединения, приведем правила их выполнения.
Особенности процесса пайки меди
Суть пайки заключается в герметичном соединении двух элементов медного трубопровода с помощью нагревания и расплавления связующего материала – припоя.
Оловянный сплав после остывания образует надежную, неразборную конструкцию, которая в дальнейшем будет использоваться для транспортировки теплоносителя, холодной воды, хладагента.

В быту обычно применяют низкотемпературную или, другими словами, мягкую пайку, при которой температура пламени от газовой горелки не превышает 450 °С. Для нее используют легкоплавкий припой, а максимальный диаметр труб – не более 110 мм.
Мягкая капиллярная пайка подходит для оборудования систем водоснабжения и отопления, но для транспортировки газа не применяется.
Необходимые инструменты и материалы
Чтобы соединения труба-труба или труба-фитинг были герметичными и со временем не утратили свои эксплуатационные качества, необходимо использовать специальный инструмент и материалы, изготовленные проверенными производителями.
Инструменты, которые планируется применять постоянно в сборке трубопроводов из медных труб, рекомендуем покупать в специализированных маркетах, а для разовых работ сгодятся товары из китайских интернет-магазинов.
Минимальный набор для капиллярной пайки включает в себя ряд приспособлений.
Для удобства использования горелки иногда применяют тиски, если процесс пайки производится на столе или верстаке.

Чтобы быстро и эффективно очистить внутреннюю поверхность трубки, вместо ручного ершика можно использовать насадку для шуруповерта.
Подробная инструкция по пайке медных труб
Чтобы набить руку, рекомендуют потренироваться на ненужных кусочках трубы. Приступать к серьезным работам следует, когда отработаны все навыки – точно отрезать деталь, правильно обрабатывать ее, пользоваться газовой горелкой. Процесс пайки можно разделить на 6 шагов.
Шаг #1 – нарезка деталей
Если нужно заменить фрагмент трубопровода или полностью собрать водопроводную/отопительную систему, потребуются куски медной трубы различной длины. Раскрой материала производится с помощью трубореза для медных труб, с критериями выбора которого ознакомит рекомендуемая нами статья.
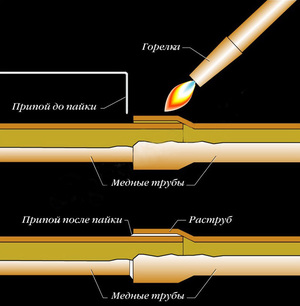
Обычно их соединяют посредством тройников, уголков, муфт. Также используют раструбный способ, при котором один фрагмент вставляют в другой, с расширенным концом.

Затем берем труборез и нарезаем трубу на фрагменты нужной длины. Если работы проводятся на столе, можно использовать электротруборез или ручную модель с большим радиусом разгона. Для проведения работ в стесненных обстоятельствах, например, около стены, подойдет только компактный ручной инструмент.
Существуют удобные роликовые варианты со стальными лезвиями. Пользоваться ими легко: нужно надеть труборез сбоку на заранее отмеченное место реза, зафиксировать храповым механизмом, а затем вращать инструмент вокруг трубы.

Советуем не производить нарезку сразу всех фрагментов – возможно, в процессе пайки трубопровод сдвинется, изменив свою конфигурацию, и длину некоторых деталей придется менять.
Шаг #2 – зачистка и расширение срезов
Плотное прилегание металлических частей и равномерное растекание припоя для пайки меди гарантированы только тогда, когда максимально качественно зачищена зона соединения.
Для этого обрабатываем оба примыкающие друг к другу фрагмента и с внутренней стороны, и с внешней:
- Сначала снимаем фаску, чтобы уменьшить толщину металла и подготовить кромку под пайку. Для чего используем фаскосниматель – небольшой инструмент цилиндрической формы.
- Если два отрезка трубы будут соединяться напрямую, диаметр края одного фрагмента увеличиваем специальным инструментом – расширителем.
- Затем берем металлический ершик и обрабатываем внутреннюю сторону.
- Мелкой наджачкой или металлической губкой зачищаем до блеска внешнюю сторону.
Очищенная и обезжиренная зона детали отличается даже визуально.

Если применяется муфта или уголок, перед пайкой необходимо подготовить оба конца, у тройника – все три.
Шаг #3 – нанесение флюса
Для соединения медных труб отопления или водоснабжения используют различные виды флюса и пасты. Их главное назначение припоя – обеспечить полноценное заполнение припоем зоны пайки, при этом подготовить металл и очистить его от окислов.

Состав флюса может быть разным. Очистительные функции обычно выполняют хлорид цинка, соляная или борная кислота. Защиту от кислорода обеспечивает наличие канифоли, воска или смолы.
Жидкие растворы продаются в тубах, а паста – в небольших пластиковых баночках. Кисточка для нанесения состава обычно идет в комплекте, если ее нет, то можно купить любой альтернативный вариант в канцелярском магазине – для клея или для краски.

Наносить толстый слой считается ошибкой – при тесном контакте лишняя паста выдавливается, ее все равно приходится удалять.
Шаг #4 – соединение деталей
При соединении двух отрезков трубы или фитинга и трубы флюс наносят обычно на край детали, которая вставляется внутрь. Второй элемент обрабатывать флюсом нет смысла – при контакте он одинаково распределится по обеим примыкающим поверхностям.
Проворачиваем детали относительно друг друга, чтобы паста распределилась по зоне контакта, затем ветошью убираем выступившие наружу излишки раствора.

Выполнив соединение, необходимо как можно быстрее произвести пайку медных труб. Оставлять надолго подготовленные детали не рекомендуют, чтобы паяльная паста не утратила своих качеств.
Шаг #5 – пайка по капиллярной технологии
В сборке отопительных и водопроводных трубопроводов из меди применяют низкотемпературную капиллярную пайку, соответственно, подбирают легкоплавкий припой.
Процесс пайки происходит в следующем порядке:
- включаем газовую горелку;
- направляем пламя на место соединения;
- перемещаем струю пламени по всей поверхности рабочей зоны, чтобы обеспечить равномерный прогрев;
- когда детали разогрелись до температуры плавления припоя, подносим его к зазору и касаемся в нескольких местах так, чтобы он полностью заполнил пространство между деталями.
Если все действия выполнены правильно, припой после остывания должен образовать прочное герметичное соединение. Снаружи оно выглядит как шов, отличающийся цветом.

Умение пользоваться горелкой, вовремя подносить и отводить ее, очень важно. Как только разогретый припой начнет втягиваться внутрь зазора, ее лучше убрать, чтобы не перегреть детали.
Если чувствуете, что припой перестал плавиться и требуется повысить температуру, снова поднесите горелку. Проверять прочность и герметичность соединения можно только после полного остывания деталей.
Шаг #6 – обработка швов
Опытные мастера обычно в совершенстве владеют техникой соединения медных труб и осуществляют его буквально в течение одной минуты. При этом они касаются припоем всего в одном месте, после чего он растекается по зоне соединения и не выступает из-под верхней детали.
Но на практике, особенно у новичков, чаще припой остается, образуя рубцы изнутри и снаружи. Внутренние в дальнейшем могут спровоцировать отложения, а внешние выглядят не эстетично, поэтому их необходимо удалить.
Очистку можно производить наждачной бумагой, металлической щеткой или ершиком – теми же предметами, что использовались для подготовки под пайку.

После финишных штрихов – зачистки зоны пайки – работа считается законченной. Можно приступать к следующему соединению.
Рекомендации опытных мастеров
Каждый этап пайки сопровождается соблюдением ряда правил, мелких, но важных нюансов. Их соблюдение напрямую влияет на результат работы.
Пайка медных трубок газовой горелкой (инструкция)
Главная страница » Пайка медных трубок газовой горелкой (инструкция)

Работа с газовой горелкой и расплавленным припоем заставит нервничать любого исполнителя, будь то начинающий или профессионал. Важный момент: последствия ошибок пайки практически варьируются от негерметичного шва трубы до самого настоящего домашнего пожара. Однако, как и для большинства практикуемых ремёсел, ключом к успеху пайки медных трубок газовой горелкой являются практика и планирование работ.
Планирование работ пайки газовой горелкой
Независимо от уровня сложности проектов, обязательно следует составлять план работ. Таким подходом не просто минимизируется расход фитингов, но выполнение всех операций делается легче и быстрее.
Рекомендуется собрать и спаять как можно больше монтажных секций на слесарном верстаке. При этом следует убедиться, что все фитинги, которые будут спаиваться непосредственно на месте установки, доступны для операций пайки газовой горелкой.
Во избежание ожогов глаз следует пользоваться защитными очками. Выполняя верхнюю пайку, необходимо избегать положений, когда свариваемый шов располагается прямо над головой.
Для предотвращения возможных возгораний необходимо использовать специальный теплозащитный экран. Когда работы предусматривают пайку горелкой в непосредственной близости с горючими материалами, требуется держать рядом огнетушитель.
Инструменты, необходимые для пайки медных труб газовой горелкой:
- резак (труборез),
- расширитель труб,
- щётка с проволочной щетиной (под размер фитингов 12,7 мм или 19 мм),
- наждачная машина водопроводчика,
- ёмкость для флюса и одноразовая кисть,
- газовая горелка,
- рулон бессвинцового припоя.
Пошаговая инструкция пайки газовой горелкой
Резка и очистка имеют решающее значение. Отрезать трубу рекомендуется ровно и под прямым углом. Чтобы смоделировать прочность связи, стоит учесть, что конец трубы вставляется до упора (плеча) фитинга.
 Процедура определения месторасположения фитинга на медной трубе, разметка для визуального контроля и обрезка медной трубки посредством специального устройства — трубореза
Процедура определения месторасположения фитинга на медной трубе, разметка для визуального контроля и обрезка медной трубки посредством специального устройства — трубореза
Настоятельно рекомендуется применять резак для труб, а не ножовку по металлу для выполнения отрезной вставной части трубы под фитинг. После процедуры отреза конец трубы зачищается — удаляются заусенцы, оставленные труборезом.
Очистке подлежит не только труба, но также фитинг. Делается очистка для того, чтобы удалить оксидную плёнку с поверхности меди. Оксидная плёнка препятствует качественной спайке медных деталей, препятствует равномерному разливу припоя.
Поэтому необходимо отполировать наружную поверхность медной трубы наждачной бумагой и вычистить внутреннюю часть фитинга проволочной кистью. Очистку проводят до состояния, когда обе поверхности приобретают чистый золотистый вид.
 Процессы зачистки поверхности медных деталей, предназначенных для спайки бессвинцовым припоем. Поверхность трубки зачищается наждачной бумагой, а внутренняя область фитинга специальной проволочной щёточкой
Процессы зачистки поверхности медных деталей, предназначенных для спайки бессвинцовым припоем. Поверхность трубки зачищается наждачной бумагой, а внутренняя область фитинга специальной проволочной щёточкой
Далее наносят флюс на области зачищенного металла. Покрытие флюсом выполняют равномерно по всей площади зачистки. Флюс дополнительно удаляет мельчайшие следы оксидной плёнки и вытравливает неглубоко слой меди, что необходимо для повышения адгезии с припоем.
При работе нужно следить, чтобы в тубу с флюсом не попадали загрязнения. После каждой операции с флюсом следует плотно закрывать крышку тубы. Щётку для флюса следует хранить в полиэтиленовом пакете.
 Нанесение на детали спайки специальной пасты – флюса, благодаря которой припой ровно растекается и охватывает всю спаечную область. Для обработки флюсом используется мягкая кисть
Нанесение на детали спайки специальной пасты – флюса, благодаря которой припой ровно растекается и охватывает всю спаечную область. Для обработки флюсом используется мягкая кисть
Мощная и безопасная газовая горелка
Современные бессвинцовые припои требуют более высокой температуры, чем способны выдавать пропановые газовые горелки. Профессиональные мастера часто пользуются мощными установками на ацетилене.
Но ацетиленовые горелки оцениваются дорого и характеризуются инструментом с повышенной взрывоопасностью. Поэтому для неискушённых пользователей лучшей альтернативой видится МАПП (MAPP) газ.
MАПП газ (комбинация ацетилена и пропана) горит с достаточной температурой, чтобы иметь возможность спаять 19 мм трубки. Популярный MAPP газ торгуется заполненным в одноразовых баллонах, подобных тем, что используются для пропана.
 Примеры наборов, куда входит баллон с МАПП газом и газовая горелка. Продаются также наборы, укомплектованные паяльной пастой – флюсом и рулоном бессвинцового припоя
Примеры наборов, куда входит баллон с МАПП газом и газовая горелка. Продаются также наборы, укомплектованные паяльной пастой – флюсом и рулоном бессвинцового припоя
Баллон с MAPP газом удобно крепится к высококачественной самовоспламеняющейся горелке (например, модели SureFire T655). Механизм крепления баллона обеспечивает безопасную и удобную работу.
Нажатием кнопки газовая горелка самовоспламеняется. Также легко пламя регулировать и гасить. Все операции выполняются без необходимости лишний раз действовать руками, чтобы управлять искровым воспламенителем или регулятором подачи газа.
Технология нагрева места спайки медных деталей
Область пламени синего свечения следует направлять на фитинг. Конкретно пламя направляют, как правило, на среднюю часть фитинга.
Чтобы обеспечить равномерное нагревание, следует работать пламенем дуговыми движениями по окружности фитинга. Самая жаркая часть пламени (внутренний синий конус) должна касаться меди.
 Здесь показано оптимальное расположение сопла газовой горелки, при котором достигается качественная пайка. Область пламени синего цвета контактирует с поверхностью медного фитинга
Здесь показано оптимальное расположение сопла газовой горелки, при котором достигается качественная пайка. Область пламени синего цвета контактирует с поверхностью медного фитинга
Цвет и расплав флюса укажут на время пайки. Необходимо продолжать нагревать до того момента, когда флюс начнёт плавиться, а медь приобретёт блестящий, переливающийся вид.
На этом этапе прикоснуться кончиком прутка припоя к месту стыка медных деталей. При достаточном нагреве припой самостоятельно зальётся по всей окружности фитинга. Нужно дождаться момента полного заполнения, но не перелива и на этом завершить процесс.
Выполняется пайка газовой горелкой от нижней части к верхней. Сначала припаивается нижний конец фитинга, затем верхний, потому что верхняя часть дольше сохраняет температуру за счёт перехода части тепла от нижней части.
 Процедура пайки – заполнение бессвинцовым припоем зазора между стенкой медной трубки и стенкой медного фитинга. При достаточном нагреве припой самопроизвольно растекается по всей области пайки
Процедура пайки – заполнение бессвинцовым припоем зазора между стенкой медной трубки и стенкой медного фитинга. При достаточном нагреве припой самопроизвольно растекается по всей области пайки
Следует убедиться в достаточном количестве припоя на месте пайки, прежде чем переносить газовую горелку к следующему соединению. Если фитинг охладился, достаточно кончика пламени над медью, чтобы повысить температуру без перегрева.
Конечный результат пайки
Не в пользу красочного показа! Даже если медная трубка впоследствии спрячется под гипсокартоном, рекомендуется всегда очищать остатки припоя ветошью, прежде чем припой успеет остыть. Яркий равномерный паяный стык между фитингом и трубой является доказательством хорошо выполненной работы.
КРАТКИЙ БРИФИНГ
Zetsila — публикации материалов, интересных и полезных для социума. Новости технологий, исследований, экспериментов мирового масштаба. Социальная мультитематическая информация — СМИ .





