Оборудование для производства арболитовых блоков

- Что такое арболит?
- Необходимое оборудование для производства
- Щепорезы
- Станок
- Бетоносмеситель
- Бетономешалка
- Вибропресс
- Формы
- Камеры для сушки
- Как выбрать оборудование?
- Дробилки
- Бетономешалка
- Сушильная камера
- Как сделать станок своими руками?
Посредством спецоборудования реализуется производство арбоблоков, которые имеют превосходные теплоизоляционные характеристики и достаточные прочностные свойства. Это обеспечивается особенной технологией изготовления. Для формирования стройматериала применяется цемент и древесная щепа, подвергающиеся специфической обработке.

Что такое арболит?
Арболит (древоблок, деревобетон) является прогрессивным строительным материалом, получаемым посредством смешивания и прессовки древесной дробленки (щепы) и раствора цемента. По утверждению экспертов, он способен без труда составить конкуренцию кирпичу. Вот только по стоимости при этом деревобетон значительно дешевле.
Основой древоблоков служит древесная щепа. К ее параметрам и объему предъявляются жесткие требования – данные два свойства оказывают большое воздействие на качество конечного изделия и его марку. Помимо этого, имеются производства деревобетона, которые применяют стебель хлопчатника, солому риса либо древесную кору.




Связывающим ингредиентом является портландцемент сорта не ниже М300. Его сорт оказывает воздействие на устойчивость готового продукта и, значит, на его маркирование.
С целью увеличения эффективности синтезирования ингредиентов раствора в него примешивают специализированные добавки, которые обеспечивают скорое отвердение и так далее. В большинстве своем – это водный раствор силикатов натрия или калия (жидкое стекло), хлорид алюминия (хлористый алюминий).


Необходимое оборудование для производства
Для изготовления арболитовых блоков в домашней обстановке вам понадобится три вида оснащения: агрегат для измельчения щепы, бетоносмеситель либо бетономешалка и станок для формирования арбоблоков. Впрочем, первичный материал – щепу, можно приобретать у сторонних производителей, в этом случае технологический процесс станет значительно проще.
На рынке имеется довольно обширный сортамент оснащения для производства арбоблоков – от малогабаритных агрегатов специально для малосерийного производства до полноценных производственных линий, заключающих в себе несколько разновидностей оснащения.



Щепорезы
Устройство для изготовления древесной дробленки именуется щепорез. Он являет собой рубильный станок барабанного или дискового вида, который может перемалывать на щепу колотую древесину и кусты, оставшиеся после спиливания леса.
Комплектование почти всех агрегатов идентично, они состоят из приемочного бункера, электрического двигателя, разбивающих ножей, ротора и корпусной части машины.
Дисковые установки выделяются относительно малогабаритными параметрами и меньшей стоимостью, в то время как щепорезы барабанные обладают повышенной производительностью, что делает их популярными в условиях выпуска крупных серий продукции.
Дисковые агрегаты позволяют подвергать обрабатыванию деревья размером до трех метров. К достоинствам этого вида агрегатов относится наименьшее количество крупных составляющих на выходе – больше 90% древесной дробленки обладает необходимой конфигурацией и габаритами, большие частички подвергаются повторной обработке. Это идеальный выбор оснащения для налаживания мелкосерийного производства.


Станок
Такое оборудование можно с полной уверенностью назвать наполовину профессиональным. Как правило, его покупают в целях изготовления арбоблоков в частном строительстве под заказ либо для реализации. Оно несложное в эксплуатации, не требует высокого профессионализма, связанного преимущественно с обеспечением правил ТБ.
Промышленные агрегаты символически можно разбить на три ключевые группы:
- ручные машины;
- агрегаты с вибрационным прессом и бункерным питанием;
- сложные скомбинированные агрегаты, связывающие приемник с исходным весом, вибрационный пресс и статичный формовщик, осуществляющий сохранение плотности арболитового раствора до конечного затвердевания древоблока в готовую продукцию.


Бетоносмеситель
Для перемешивания арболитового раствора не подойдет обыкновенный смеситель с плоскими лопастями. Все объясняется тем, что смесь наполовину сухая, она не расползается, а способна покоиться горкой; лопасть попросту гоняет ее из одного угла резервуара в другой угол, и не вся щепа покрывается тестом из цемента.
У бетоносмесителя САБ-400 в структуре имеются специальные «плуги» – ножи, разрезающие смесь, и получается эффективное (а главное, быстрое) ее перемешивание. Скорость принципиальна, поскольку цемент не должен успевать схватываться, пока не покрыл всю дробленку.

Бетономешалка
В процесс изготовления арбоблоков, как правило, применяют мешалки импульсного действия, время от времени – строительные смесители. На больших линиях, где производство стройматериала осуществляется крупными партиями, ставится оснащение с непрерывным характером действия. Для того чтобы обеспечить потребности не очень больших производств, в большинстве случаев применяют обыкновенные бетономешалки, которые обладают следующими конструкционными характеристиками:
- являют собой крупные емкости с боковой загрузкой ингредиентов и нижней выгрузкой изготовленного раствора;
- мешалка оборудована электродвигателем с редуктором предельной мощностью 6 кВт;
- для перемешивания ингредиентов арболита применяются специализированные лопасти.


Объем мешалки рассчитывают на основании суточной необходимости в материалах для налаживания результативного технологического процесса.
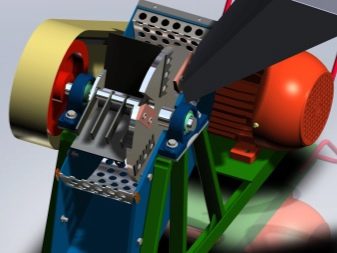
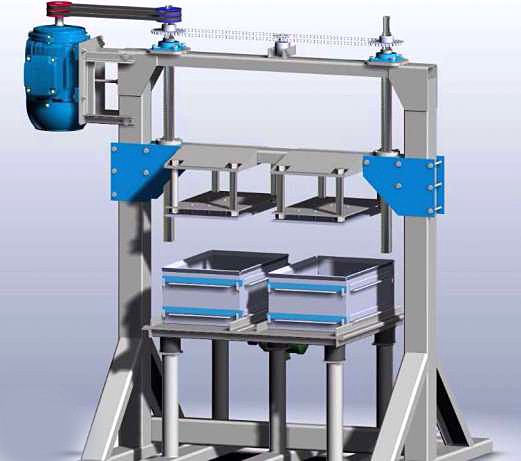
Вибропресс
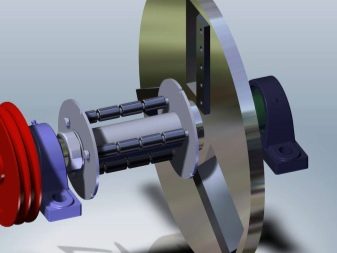
От габарита формовочного дозатора зависит и площадь вибростола (вибропресса). Вибропрессовальный станок являет собой металлический стол, пропорциональный размерам дозатора, который оснащен пружинами и сопряжен со станиной (основным тяжелым столом). На станине установлен трехфазный электродвигатель до 1,5 кВт, на оси которого стоит эксцентрик (груз, у которого центр тяжести смещен). При подключении последнего совершаются регулярные вибрационные процессы верхней части стола. Данные действия требуются для оптимальной усадки в формах состава арболитовых блоков и исключении механических и внешних изъянов блоков после снятия формы.

Формы
Матрица (форма, пресс-панели) по изготовлению блоков предназначается для придания изделию конкретных габаритов и конфигурации. Конкретно от нее находится в зависимости, до какой степени точной выйдет форма блока.
Матрица являет собой форму, обладающую прямоугольным и пустым внутри контуром, в котором совершается заполнение раствора. Данная форма предусматривает наличие съемной крышки и дна. По краям форма имеет специализированные ручки. Внутри она оборудована специфическим покрытием, призванным упростить извлечение сформированного блока.
В основном для внутреннего покрытия практикуется гладкий искусственный материал, это может быть полиэтиленовая пленка, линолеум либо иные аналогичные материалы.
Камеры для сушки
Готовые арбоблоки, которые спрессованы надлежащим образом, совместно с матрицами отправляются в специализированное помещение. В нем уровень влажности воздуха жестко контролируется, что дает возможность создать оптимальные условия для высыхания материала.
Блоки обязательно раскладываются по поддонам и освобождаются от матриц. Что оптимизирует доступ воздушных масс до материала, это позитивно воздействует на его свойства.

Сцепление раствора, как правило, совершается спустя двое суток. Проектная мощность стройматериала получается лишь через 18-28 дней. Все это время деревобетон должен пребывать в обстановке требуемой влажности и устойчивой температуры.
В домашнем производстве, как правило, отпрессованную партию арбоблоков раскладывают в затемненном месте, прикрывают пленкой из полиэтилена и предохранительным тканевым тентом. Через 2-3 дня блоки перемещают в помещение и раскладывают в один слой на каменном полу. Спустя 7 дней блоки можно помещать в пачки.
Как выбрать оборудование?
Для создания древоблоков потребуется 3 вида станков: для производства щепы, для изготовления раствора и для прессовки. Они бывают как российского, так и иностранного изготовления. Кроме всего прочего, отдельные мастера умудряются собирать оснащение своими руками (как правило, собственными силами собирают вибропрессы).
Дробилки
Измельчители бывают передвижные и неподвижные, дисковые и барабанные. Дисковые различаются меж собой принципом работы.
Прекрасно, если установка будет оснащена механической подачей исходного сырья – это значительно упростит работу.
Бетономешалка
Для данных целей идеально подойдет стандартная мешалка. Для промышленных мощностей даже в границах мини-завода требуется объем резервуара от 150 литров.

Сушильная камера
Форсировать процесс сушки можно покупкой специализированной сушильной (в основном инфракрасной) камеры. При приобретении подобной техники необходимо обратить внимание на параметры мощности и потребления энергии, а также на возможность корректировать уровень температуры и скорость сушки. В сушильной камере блоки подсохнут и подготовятся к использованию в течение 12 часов – практически в 30 раз быстрее, чем без спецоборудования.
Для промышленного производства высокая скорость считается довольно значимым показателем, непосредственно оказывающим влияние на доход.
Как сделать станок своими руками?
Чтобы собрать самодельный вибростанок, требуются чертежи и данные материалы (все размеры приблизительные):
- вибромотор;
- сварочный агрегат;
- пружины – 4 шт.;
- стальной лист 0,3x75x120 см;
- труба профильная 0,2x2x4 см – 6 м (для ножек), 2,4 м (на основу под крышку);
- железный уголок 0,2×4 см – 4 м;
- болты (для крепежа мотора);
- специальная краска (для предохранения агрегата от ржавчины);
- стальные колечки – 4 шт. (диаметр должен соответствовать диаметру пружин или быть чуть побольше).

Порядок сборки вибростола довольно прост.
- Разрезаем материал на нужные элементы.
- Трубу под ножки делим на 4 одинаковых детали по 75 см.
- Трубу для остова делим так: 2 детали по 60 см и 4 детали по 30 см.
- Уголок делим на 4 элемента, длина должна совпадать с длиной сторон железного листа под столешницу.
- Сварные работы: собираем остов для крепежа мотора к крышке. Из двух 30- и двух 60-сантиметровых кусков свариваем четырехугольник. Посередине него будут приварены еще 2 коротких элемента на определенной дистанции между собой. Эта дистанция должна быть равна дистанции между точками фиксирования мотора. В определенных точках на серединных отрезках высверливаются отверстия под крепление.
- По углам железного листа привариваем кольца, в которые будут вдеваться пружины.
- Теперь свариваем опорную стойку с ногами. Для этого берем куски уголка и труб. Уголки размещаем таким образом, чтобы их ребра оказались сориентированы наверх и наружу изнутри конструкции.
- Сваренная рама под мотор фиксируется посредством саморезов или варится к столешнице.
- На несущую стойку по углам расстанавливаем пружины. Крышку стола укладываем на стойку таким образом, чтобы пружины поместились в ячейки для них. К днищу прикручиваем мотор. Крепить пружины не надо, поскольку масса крышки с двигателем осуществляет их надежное удерживание в нужном месте.
Готовое устройство можно покрасить.

Обзор оборудования для производства арболитных блоков – в следующем видео.
Оборудование для производства арболита
Правильно выбрать станки для арболитовых блоков и начать бизнес в области производства строительных материалов с нуля довольно трудно. Почему изготавливать арболит выгодно? Рассказываем о положительных свойствах этого материала, технологии его изготовления, необходимом оборудовании, области применения и стоимости.
Что такое арболит
Арболитом или древесным бетоном называют строительный материал, состоящий из органических наполнителей (преимущественно, древесных) в пропорции до 90%, цемента и химических добавок. Это относительно молодой материал — его изобрели в 1930-е в Голландии, а в Россию он пришёл в 60-е годы.
Арболит можно считать материалом, незаслуженно обойдённым вниманием. Несмотря на его высокие качественные характеристики и незначительные недостатки (часть из которых нетрудно компенсировать), широкого распространения в советском и российском массовом строительстве он не получил. От него отказывались в пользу крупных бетонных блоков, ускоряющих процесс возведения домов. Например, в Европе, Канаде и США зданий из арболита (там его называют «вудстоун») значительно больше.
Преимущества древесного бетона
Производство арболитовых блоков — перспективное направление бизнеса в области строительных материалов и вот почему:
- Прочность арболита сопоставима с обычным бетоном, а кирпич превосходит в 2-3 раза.
- При этом материал прочен на изгиб, способен восстановить форму после нежелательной деформации.
- Несмотря на наличие древесных остатков в составе огнеупорен.
- Хорошие показатели звукоизоляции.
- Отлично сохраняют тепло. Здания из арболита возводили даже в Антарктиде, причём толщина их стен составляла всего 30 сантиметров.
- Экологически чистый материал, к тому же в своей основе имеет отходы деревоперерабатывающей промышленности.
- Долгий срок эксплуатации. Арболитовые здания не плесневеют, не гниют и устойчивы к воздействию химикатов.
- Материал легче кирпича и бетона, строить из него проще.
- Форму арболитовых блоков можно корректировать с помощью обычной пилы.

Недостатки древесного бетона
Слабые стороны у этого материала тоже есть, и главный из них — низкая влагоустойчивость. Арболит стараются не использовать в помещениях с высокой влажностью или в регионах с большим количеством осадков. Впрочем, этот недостаток преодолевается гидроизоляцией и хорошей штукатуркой.
Другой недостаток заключается в шероховатой поверхности блоков, которые плохо сцепляются между собой. Это может сказываться на качестве укладки и отделки. В остальном, это очень конкурентоспособный материал, набирающий популярность в России.
Технологический процесс изготовления арболита
Прежде чем разобрать, какое именно оборудование потребуется для изготовления арболитовых блоков, нужно представить технологический процесс производства этого материала. Если не выстроить производство правильно, качество конечного продукта будет низким.
Работа начинается с подготовки древесной щепы — основного составляющего арболита. Для этого древесину и отходы древесного производства перемалывают в дробильной машине до состояния однородной щепы 5-20 миллиметров и в течение суток вымачивают в химическом составе (чаще всего используются сульфат алюминия или хлорид кальция). Без химикатов доведение щепы до нужных кондиций — простая сушка на открытом воздухе — затягивается до 6 месяцев.
На следующем этапе происходит смешивание сырья — щепы, бетона и химических наполнителей — в бетономешалке или аналогичном аппарате. Пропорции смеси нужно уточнить в ГОСТе. Готовое сырьё раскладывают в специальные формы и утрамбовывают содержимое на вибростоле. Затем происходит прессовка.
После прессовки готовые блоки осторожно транспортируют (в это время арболит ещё довольно хрупкий), вынимают из форм и сушат в течение 14-20 дней (желательно на открытом воздухе) либо в сушильной камере в течение 12-24 часов. Некоторые химикаты ускоряют процесс застывания, но сильно рассчитывать на это не стоит. После сушки блоки готовы к использованию.

Оборудование для производства арболита
Теперь, когда технологический процесс изготовления древесного бетона понятен, перейдём к рассмотрению необходимого оборудования, его стоимости и наиболее известных производителей, а также выясним, можно ли каким-либо образом сэкономить на запуске собственного производства.
Линия для производства арболитовых блоков
Стандартная линия для производства древесных блоков основана на последовательности технологических процессов и включает следующие составляющие:
- дробильная машина или щепорез;
- бетономешалка;
- вибростол;
- прессовальный аппарат;
- оборудование для транспортировки блоков на сушку (например, конвейер);
- сушильная камера.
Виды станков
Существует две основные разновидности блоков из арболита: конструкционные (более плотные) и теплоизоляционные (менее плотные). Они отличаются между собой исходным составом сырья, но производятся на одном и том же оборудовании.
Как выбрать станок для арболита? Для изготовления древобетонных блоков потребуется 3 вида станков: для изготовления щепы, для приготовления смеси и для прессования. Они бывают как отечественного, так и зарубежного производства. Кроме того, некоторые мастера ухитряются собирать оборудование собственными руками (чаще всего, своими силами собирают вибростолы).
От надёжности техники зависит качество получаемых блоков, а значит, и потенциальная прибыль предприятия. Среди проверенных отечественных производителей можно назвать компании «Пирс», «Стройтех», «Монолит», «Сфера», «Арболит 69».
Дробилки
Первый этап технологического процесса изготовления блоков из древесного бетона предполагает изготовления щепы. Для этой цели используются дробильные машины или так называемые щепорезы. Оборудование должно рубить древесину и другое сырьё до состояния однородных частиц размером от 5 до 20 миллиметров.

Дробилки бывают мобильные и стационарные, барабанные и дисковые. Последние отличаются между собой принципом работы. Хорошо, если аппарат будет оснащён машинной подачей сырья — это существенно упростит работу. Цены начинаются от 200 тысяч рублей и доходят до 3 миллионов.
Перед рубкой сырьё обязательно очищается под сильным напором воды. Нельзя допускать попадания грязи, коры, гниющих участков в массу для дальнейшей работы и комплектации блоков. Продолжительность рубки партии древесины зависит от объёма загрузки аппарата и его мощности, но в среднем занимает 40 минут.
Затем щепу обрабатывают химикатами или перегретым паром. Для пара требуется специальное оборудование. Зато сырьё, обработанное под воздействием температуры, лучше прессуется и становится прочнее в среднем на 15%. Цель обработки химикатами — удаление влаги, сахара, спор грибов и паразитов.
Оборудование для приготовления смеси
Около 90% состава арболитовых блоков приходится на древесную щепу. Поэтому после её тщательной подготовки работу с сырьём можно считать фактически завершённой. На втором этапе древесные частицы из дробильной машины, прошедшие химическую обработку, замешиваются с цементом и несколькими другими химикатами — сульфатом алюминия, хлоридом кальция, жидким стеклом или другими.
Для этих целей оптимально подходит стандартная бетономешалка стоимостью 18-30 тысяч рублей. Для промышленного производства даже в рамках мини-завода необходим объём бака от 150 литров. Так как бетономешалка будет стационарно установлена внутри цеха о её весе или мобильности можно не беспокоиться.
Оборудование для сушки блоков
Утрамбовка и прессовка блоков происходит на вибростоле (от 20 тысяч рублей). Пресс для арболита можно приобрести за 200 тысяч рублей. Необходимая мощность — около 300 блоков в час. После этой стадии блоки фактически готовы, остаётся только высушить их.
Древобетонные блоки могут сохнуть на открытом воздухе без какого-либо дополнительного оборудования (при условии, что на них не попадут осадки). Но в таком случае процесс высыхания затянется на 2 недели, что не слишком выгодно для бизнеса.
Ускорить сушку можно приобретением специальной сушильной (как правило, инфракрасной) камеры. При покупке такой техники нужно обращать внимание на показатели мощности и энергопотребления, а также на возможность регулировать температуру и скорость сушки.
В сушильной камере блоки высохнут и подготовятся к эксплуатации в течение 12 часов — почти в 30 раз быстрее, чем без специального оборудования. Для промышленного производства скорость является очень важным показателем, напрямую влияющим на прибыль. Цена камеры — от 300 тысяч рублей.

Цены на оборудования
Суммарная цена оборудования для производства арболита составит минимум 1,5 миллиона рублей. Большая часть средств уйдёт на приобретение дробильной машины для древесины. Помимо стационарного оборудования придётся приобрести сопутствующее — пресс-формы, тележки, ручной инвентарь.
Если такая сумма недоступна для бизнесмена, есть два выхода. Во-первых, можно попытаться найти подержанное оборудование — так можно сэкономить несколько тысяч рублей. Во-вторых, можно взять всю необходимую технику в лизинг.
Заключение
Производство арболита — выгодный бизнес в сфере строительных материалов, требующий затрат от 1,5 миллионов рублей. Технологический процесс изготовления блоков из древесного бетона несложен, но требует знания ряда специфических особенностей.
Арболит перспективен для малоэтажного жилищного строительства. Грамотный подход к гидроизоляции позволяет компенсировать его слабую водоустойчивость. Бизнес на производстве блоков из арболита обещает высокую стабильную прибыль.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

Бизнес по производству арболитовых блоков: оборудование, технологии

Технология производства строительных шлакоблоков

Оборудование для производства пеллетов из опилок

Оборудование и технологии производства теплоблоков

Оборудование для производства керамзитобетонных блоков своими руками
Производство арболитовых блоков
Общая характеристика
Арболит как основное сырье на большой стройке не пригодно, по причине маленькой характеристики сжатия данной продукции. Также из-за маленького количества изготавливаемого продукта. Арболитовое производство выполняется на основе действующего ГОСТа. Но ГОСТ можно доработать, чтоб они соответствовали необходимым требованиям конечного продукта, дабы получились конкурентные привилегии.
Арболит отлично вписывается в несущую стену, пол, арочную конструкцию теплицы. Из-за отличной теплоизолирующей характеристики и низкой стоимости, линии производства арболитовых блоков легко конкурирует с традиционным строительным материалом.
Технология производства
Арболит или как его иногда называют «опилкобетон» производиться из цемента, щепы (соломы или опилок), песка посредством вымешивания их в растворе и соответственно высыхания сырья в специальной форме. Чтобы увеличить прочность производимых кирпичей /блоков они подвергаются усадке в специализированный вибростанок.
 Прессованный арболитовый блок
Прессованный арболитовый блок
Благодаря своим рабочим характеристикам арболит приобретает большую популярность, потому что является доступным, недорогим строительным материалом. Технология изготовления, на первый взгляд, кажется, довольно простой а, значит, является очень заманчивой, с точки зрения, начала бизнеса. Тем не менее всегда нужно помнить, что любое производство содержит множество мелочей, без которых достижение хорошего результата представляется невозможным. Поэтому выбор материала в этом бизнесе играет одну из первых ролей. К примеру, песок должен быть с примесями, не мытый, дабы не давать усадку блока при изготовлении.
Цемент закупают в последнюю очередь. Хранится он в герметичной таре до самого начала изготовления, так как он является очень гигроскопичным. Находясь при сухой температуре, без малейшего доступа к влаге цемент впитает её из кислорода. После этого он уже будет непригодным для изготовления, даже если чуть-чуть пробудет в условиях открытого воздуха. И также щепа, солома или опилки, их состояние и размер имеют большое значение для линий производства арболитовых блоков. Если растительные составляющие будут влажными, то в таком материале могут развиться негативные процессы гниения, разложения, появление вредоносных насекомых.
 Прессованные опилки — сырье для арболита
Прессованные опилки — сырье для арболита
Чем меньше размер опилки, щепы или соломы, тем крепче после высыхания могут быть такие материалы. Это является также одной из его положительных характеристик: чуть восстанавливать формы после механических ударов, не давать при этом трещины. Чем меньше размер частицы в таком сырье, тем больше они попадают в размер такого материала. Тем самым увеличивается площадь поверхности, которая схватывается между компонентами. В итоге получается, что размеры данной частицы должны быть как можно меньше и тоньше, а также очень сухими.
Альтернативой для понижения влагосодержания органического компонента является применение извести. В растворе органический компонент выдерживается в течение нескольких дней. Данный вариант оправдан экономически лишь в мелком производстве и не позволит снизить издержку и накладные затраты. Для любого производства арболитных блоков нужно иметь специализированную линию производства арболитовых блоков.
Оборудование
Одной из важных составляющих промышленного процесса является специализированное оборудование или линия по производству арболита.
Для нормальной работы стандартной промышленной линии необходимы:
- промышленный измельчитель (щепорез);
- растворомешалки промышленной примеси арболита;
- формовочные дозаторы арболитового кирпича;
- вибростолы;
- сушки для соломы и готовых арболитовых блоков арболита;
- бункер для песка и цемента;
- линия подачи материала.
 Свойства арболитовых блоков
Свойства арболитовых блоков
Каждая установка, как и вся промышленная линия в целом контролирует один производственный процесс. Каждая установка для экономии промышленной задачи и облегчения использования может быть сделана самим производителем. Тем не менее для большого выпуска данная линия непригодна из-за низкой производимой способности.
Щепорез
Щепорезы или промышленные измельчители щепы, соломы или опилки представляют собой барабанные измельчители, в барабане которых, на ось вмонтированы три-четыре ножа из инструментальной стали. Также установлен молоток для автоматической подачи материала для измельчения старых досок, веток, деревянного горбыля. Данные ножи и молоток окружены по территории специальным скрытым барабаном с перфорацией. Через нее просыпают готовую щепу. Наружный барабан из листовой стали необходим для защиты от просыпаний и разлётов осколков соломы. Барабан установлен на рамах с трёхфазными электродвигателями и ременными приводами с пусковыми устройствами. После первичного изготовления щепа просушивается природным путём или при помощи встроенной в линию производства арболитовых блоков специальной сушки.
Сушка для арболитовой щепы
Сушилка является второй операцией после щепореза по подготовке соломы к конечной кондиции. От качества сушки зависит высокая эксплуатационная характеристика арболитовых блоков. Визуально сушилка в линии по производству арболита, представляется двойным барабаном диаметром примерно 2,2 метра. Наружный барабан имеет перфорацию. Через него подают тёплый воздух для обдува от тепловых пушек через гибкие невозгораемые рукава или асбестовые трубы. Наружных барабан свершает несколько десятков оборотов в минуту тем самым перемешивая щепу. Также в нем не допускается возгорание от потока горячего воздуха. Объёмы сушилки позволяют за одну дневную 8-часовую смену просушить солому на 95–105 блоков арболита. Чем выше потребление тепловых пушек, что примерно до 4 кВт, тем больше ускориться процесс сушки.
Растворомешалка
Далее, в промышленном цикле применяют растворомешалку. Растворомешалка производственной примеси арболита представляется чаном в форме цилиндра с боковыми вертикальными системами загрузок компонентов арболитового раствора и нижними системами выгрузки конечной смеси.
Перпендикулярно растворомешалке располагается двигатель до 6 кВт с редуктором и маленьким редукторным числом (около 21:2; 12:1,6). На них насажена система лопастей (лопаток) для смешивания примеси. Объёмы чана рассчитываются из необходимой промышленной мощности в дневную смену. Мини линия производства арболитовых блоков, купить которую нужно только за границей, подразумевается партией около 530–1040 шт. готового арболитового блока за одну смену. Для таких объёмов необходим чан до 6 кубических метров.
В зависимости от марки (плотности) арболитового блока сырьевую примесь изготавливают в следующих пропорциях.
 Цемент
Цемент
Марка плотности арболита 6 (плотность 350–450 кг/м2).
- одна часть цемента (песок не добавляют);
- опилки – 17 объёмных частей;
- известь 1,6 части.
Марка плотности арболита 11 (плотность 650–750 кг/м2).
 Древесная щепа
Древесная щепа
- одна часть – цемент;
- одна часть – известь;
- 1,6 части – песок;
- 13 частей – щепа.
Марка плотности арболита 16 (плотность 950–1150 кг/м2).
- одна часть – цемент;
- 0,5 части – известь;
- 2,5 части – песок;
- 9 объёмных частей – опилки.
Марка плотности арболита 26 (плотность 1250–1350 кг/м2).
 Известь
Известь
- одна часть – цемент;
- известь не используется;
- 3,1 части – песок;
- 7 объёмных частей – опилки.
В линии производства арболитовых блоков во все марки готового арболита воду добавляют так, чтобы пластичность раствора была доведена до вида сметаны. Исходя из этого, для каждой марки объём воды подбирают изначально посредством эксперимента, а далее отмеряют по конечному объёму.
Форма
Формовочные дозаторы арболитового кирпича представляются сменной формой для наполнения объёмов. Данная форма изготавливается из стали с двумя боковыми ручками, обивкой внутри и съёмной верхней и нижней крышкой. Формы могут выглядеть как три кирпича в несколько рядов. Их количество в формах прямо зависит от объёмов производства.
Вибростол
Размер вибростола зависит от размера формовочного дозатора. Вибростол представляется стальным столом сопоставимым с размером подпружиненного и соединённого со станиной дозатора. На станине установлен трёхфазный мотор до 1,6 кВт. На его ось насажены эксцентрики или грузы со смещённым центром тяжести. При начале его работы происходит систематическая вибрация верхней части стола. Такие процессы нужны для улучшения усадки в форме раствора арболитового блока и исключение внешних и механических недочетов блока при снятии формы.
Сушка готовых блоков
Просушивание готового блока арболита нужно для быстрого высыхания блока, чтобы при этом продукт имел товарный вид. Сама сушка располагается после сушилки для соломы (щепы), из которой поступает теплый воздух. В летний сезон для сушки достаточно использование открытой площадки возле производственной территории под навесом или крышей (от дождя).
Процесс производства Арболита
Бункер для цемента и песка
Бункер для цемента и песка изготавливают из холоднокатаной листовой стали в форме конической квадратной или прямоугольной ёмкости, которая суживается книзу, чтобы происходила подача материала на линии подачи.
Линии подачи сырья
Линии подачи сырья необходимы для комфортной работы и представляются конвейером с резиновыми лентами. Длина вылета лент регулируется исходя из размеров промышленной линии.
Бизнес, который планируется не как пробный, а долгосрочный должен иметь удобное, хорошее производственное помещение. Из его построения будет вытекать размещение самой линии по производству арболита, подвоза, складирования материала, хранения конечного продукта. Требования к промышленному помещению такие:
- утеплённое, нежилое здание;
 Производственный цех
Производственный цех - высота около 4 метров;
- размеры 27х14 метров.
 Производственный цех
Производственный цехОбвалка сооружения может выполняться при помощи минеральной ваты или пенопласта, для поддержания температуры около 16–22 градусов по Цельсию в зимнее время. Это нужно для равномерного высыхания конечных блоков кирпича.
Большую роль при выборе места под производство играет залежи источников материала и их доступность соответственно. Данное производство относится к ряду энергоёмких и сырьевых. Для успешного запуска на рынке такие компоненты, как песок, щепа, опилки или солома должны иметь подвоз. По возможности подвоз должен быть бесплатными. Бесплатная добыча сырья в райцентрах или сельской местности не редкость.
В особо опасных местах здание оборудуется пожарным гидрантом и огнетушителем (пенным или кислотным). На территории работы персонала здание, должно быть, оборудовано специальным тамбурным шлюзом, который при возгорании отсекает открытый огонь, тем самым позволяя покинуть помещение людям.
Стоимость
Прямые вложения в производство арболита в основной доле происходят на промышленную линию. Цена стандартной линии по производству арболита примерно от 55 тысяч до 550 тысяч рублей. В данную сумму не входит наладка, доставка и установка данной техники. Все вышеперечисленное, обойдётся примерно от 55 до 120 тысяч рублей.
Для полновесного функционирования промышленной линии необходимо наличие запаса материала больше чем на 1,5 месяц работы, что исходит из требований к готовой продукции. Расходы на материал составляют не меньше 650 тысяч рублей. Можно сэкономить на материале, в случае доставки его в виде отходов: опилки, щепы или производить самим.
Из этого следует, что для начала производственного процесса необходимо от 1,3 до 17 миллионов рублей. В эту сумму включена месячная зарплата наёмным сотрудникам.
- Купить линию производства арболита: http://www.arbolit.com/Zapusk-proizvodstva-arbolita
Видео: Производство арболита и арбомонолита
Описание оборудования, используемого при производстве арболитовых блоков
При помощи специального оборудования осуществляется изготовления арболитовых блоков, которые обладают отличными теплоизоляционными свойствами и достаточными прочностными характеристиками. Это обеспечивается особой технологией производства. Для формирования материала используется цемент и древесная стружка, которые подвергается специальной переработке.
Перечень необходимых механизмов
Оборудование для производства арболитовых блоков формирует линию, при помощи которой можно осуществить весь перечень операций, предвиденных технологией. В стандартную комплектацию промышленного цеха по изготовлению данного конструкционно-теплоизоляционного материала обычно входят следующие агрегаты:
- щепорез, использующийся для измельчения всех ингредиентов до оптимального размера фракции;
- растворомешалки промышленного типа, предназначенные для соединения компонентов арболита;
- формовочные дозаторы для получения материала определенного веса;
- вибростолы для удаления пузырьков воздуха из материала;
- сушка для готовых блоков и исходного сырья;
- бункеры для хранения сыпучих материалов (цемента и песка), применяющихся для изготовления арболита;
- конвейер для подачи материалов.

Щепорезы
Щепорезом называют промышленный измельчитель, который способен работать с деревянными щепами, соломой или опилками. Порезка материалов на частицы нужного размера осуществляется в барабане при помощи нескольких ножей, изготовленных из инструментальной стали. В конструкции щепореза присутствует молоток. Он осуществляет автоматическую подачу материала при измельчении массивных досок или веток.
Рабочие инструменты щепореза окружены по контуру специальным барабаном с перфорированными стенками. Именно через эти отверстия пересыпается готовая деревянная щепа. Наружный кожух из листовой стали предотвращает рассыпание опилок по помещению и выполняет защитную функцию. Эффективная работа данного оборудования обеспечивается наличием трехфазного двигателя, ременных приводов и пусковых устройств.
Сушка
Изготовленная щепа в обязательном порядке подвергается сушке.
Это может происходить природным путем или при помощи специальных агрегатов. От качества проведения сушки сырья зависят эксплуатационные характеристики арболитовых блоков.
Для повышения эффективности данного процесса промышленное оборудование отличается следующими конструкционными особенностями:
- сушка представляет собой двойной барабан, имеющий диаметр около 2,2 м;
- наружный кожух агрегата оснащен перфорированными стенками, что обеспечивает проникновение теплого воздуха внутрь;
- в конструкции сушки присутствуют асбестовые трубы или специальные гибкие шланги. Они предназначены для подачи теплого воздуха;
- барабан постоянно крутится, что позволяет перемешать щепу и равномерно ее подсушить;
- тепловая энергия производится пушками, мощность которых может достигать 4 кВт.
В зависимости от технических характеристик оборудования за одну смену удается просушить сырье для изготовления 100 блоков.
Смесительные станции или растворомешалки
Во время производства арболитовых блоков чаще всего используют мешалки периодического действия, иногда строительные миксеры. На крупных линиях, где изготовление материала происходит большими партиями, устанавливается оборудование с непрерывным характером работы.
Для обеспечения потребностей небольших производств в основном используют обычные растворомешалки, которые имеют следующие конструкционные особенности:
- представляют собой большие чаны с боковой загрузкой компонентов и нижней выгрузкой готовой смеси;
- агрегат оснащен двигателем с редуктором, максимальной мощностью 6 кВт;
- для смешивания компонентов арболита используются специальные лопасти.
Объем растворомешалки рассчитывается на основании суточной потребности в материалах для организации эффективного производственного процесса.
Формы для арболита
Готовая смесь для изготовления блоков распределяется по съемным формам.

Они представляют собой специальный короб, изготовленный из стали. Для облегчения эксплуатации каждая форма оснащается боковыми ручками и съемными крышками (верхней и нижней). От количества форм и их качества зависит мощность производства, что напрямую влияет на прибыль предприятия.
Другое оборудование для формирования блоков
Нагретые и очищенные формы наполняются готовым раствором. Данный процесс осуществляется при помощи формовочных дозаторов шнекового типа. При небольших объемах производства распределения раствора по формам может осуществляться вручную.
Когда данный процесс закончен, приступают к трамбовке, которая позволяет уплотнить арболитовую смесь и удалить из нее пузырьки воздуха. В данном случае применение ручных инструментов нецелесообразно. Ручная трамбовка не обеспечивает достаточных показателей прочности готовых блоков.
Поэтому для уплотнения раствора чаще применяют статические или вибрационные станки.

Первый тип оборудования встречается на небольших производствах, а вторая разновидность является частью оснащения мощных конвейерных линий. Вибростолы, которые чаще всего можно встретить в цехах по выпуску арболита, отличается следующими характеристиками и конструкционными особенностями:
- представляет собой стальной стол;
- на станине, являющейся частью оборудования, находится трехфазовый двигатель мощностью 1,6 кВт или меньше;
- на ось мотора установлены эксцентрики или специальные грузы. Их центр тяжести смешен, что позволяет создать вибрацию.
Камеры для сушки готовых блоков
Готовые блоки, которые спрессованы должным образом, вместе с формами подаются в специальное помещение. В нем влажность воздуха строго контролируется, что позволяет создать лучшие условия для высушивания материала. Блоки в обязательном порядке раскладываются по поддонам и освобождаются от форм. Это облегчает доступ воздуха до материала, что положительно сказывается на его свойствах.

Схватывание смеси обычно происходит через 2 суток. Проектная мощность материала достигается только спустя 18-28 дней. Все это время арболит должен находиться в условиях достаточной влажности и стабильной температуры.
В условиях ограниченных ресурсов допускается сушка блоков в любом затемненном месте. В таком случае их необходимо накрыть полиэтиленовой пленкой и защитным тканевым тентом. Через несколько дней такие материалы переносят в помещение с бетонным полом и складывают в один слой.
Стоимость оборудования
Оборудование для производства арболита стоит недешево. В среднем на покупку всей линии необходимо вложить 55-550 тысяч рублей в зависимости от мощности. Обычно в эту сумму входят расходы на транспортировку, установку и налаживание оборудования. При выборе комплектации линии следует отдавать предпочтение автоматизированным агрегатам, что в дальнейшем позволит сократить расходы на оплату труда обслуживающего персонала.
Видео по теме: Производство арболита и арбомонолит
Как выбрать оборудование для производства арболитовых блоков. Станок для производства арболита: цена, фото
При деревообработке, как известно, остается огромное количество щепок и опилок. Но не стоит их выбрасывать, ведь именно из этих отходов можно получить качественные материалы. Одним из них является арболит.
Он обладает немалой популярностью. Арболит – древесный кирпич, который применяется при строительстве малоэтажных сооружений. Этот материал состоит из смеси цемента, воды, опилок и хлористого кальция (или сернокислого алюминия).

Производство арболита привлекательно тем, что не требует особых материальных вложений и больших производственных площадей. К тому же изготовление данных изделий считается высокорентабельным бизнесом. Все что может понадобиться – это станок для производства арболитовых блоков и еще некоторое оборудование. Об этом далее поподробнее.
Бизнес-план по производству арболита
В этом случае предполагается организация небольшого предприятия по изготовлению данного материала с выпуском продукции в 500 м³/мес. Здесь следует учесть все нюансы. Организация данного предприятия потребует инвестиций в 900 000 руб.
Смета начальных затрат
- Станция смесительная – 120 000 руб.
- Металлические поддоны – 30 000 руб.
- Пресс-формы – 110 000 руб.
- Машина щепорубительная РРМ-5 – 150 000 руб.
- Дополнительное оборудование для производства арболитовых блоков – 50 000 руб.
- Другие расходы – 75 000 руб.
Описание предприятия

Для реализации производственного процесса необходимо зарегистрировать частное предпринимательство в органах ФНС. При выборе налоговой системы предпочтительнее выбрать упрощенную – с 6% от валового продукта. После найма сотрудников следует зарегистрироваться как работодатель и ежемесячно выплачивать страховые взносы.
Помещение, подходящее для производства 500 м³ арболитовых блоков, должно иметь площадь не менее 250 м². Это немаловажное условие. Предприятие будет работать 5 дней в неделю по 8 часов. Штат будет состоять из 6 человек: бухгалтер, менеджер по продажам и 4 разнорабочих. Для последних будет осуществлено установление посменного графика работы 2/2.
Разделение помещения
Это выглядит таким образом:
- Производственная зона (50 м²). Здесь будет располагаться установка для производства арболита.
- Зона сушки (100 м²).
- Территория для хранения готовой продукции (100 м²).

Запланированное штатное расписание
| Должность | Численность человек | Заработная плата (руб./мес.) | Итого |
| Менеджер | 1 | 15 000 | 15 000 |
| Разнорабочие | 4 | 10 000 | 40 000 |
| Бухгалтер | 1 | 15 000 | 15 000 |
| Итого: 70 000 руб. | |||
Особенности и достоинства арболитовых блоков
- Экологичность. Благодаря совмещению всех достоинств бетона и дерева, дом из арболитовых блоков «дышит».
- Универсальность. Из арболита можно строить коттеджи, дома и сауны, причем как на Крайнем Севере, так и на морском побережье, Кавказе, в средней полосе России и т. д.
- Теплопроводность. Данный параметр у арболита в 6-8 раз выше, чем у кирпича.
- Звукоизоляция. Арболитовые стены обладают высоким коэффициентом шумоподавления. Это немаловажный факт. Так, к примеру, стены из кирпича имеют уровень звукопоглощения в 0,004 при 1000 Гц, а из арболита обладают показателем 0,17-0,6 при чистоте звука в 125-2000 Гц.
- Прочность. Марка прочности арболита от М20 до М75 кг/см². При повышенной нагрузке на здание данный материал не повреждается, как, например, кирпич или газоблок, а сжимается и затем принимает исходную форму.
- Стойкость к окружающей среде. Арболит, в отличие от многих строительных материалов, не гниет, не горит, не поражается грибком. Все это возможно благодаря тому, что он имеет бетонную оболочку.
- Легкость. Вес одного блока от 10 кг. В результате этого при сооружении дома из арболита применяются более легкий фундамент, чем при постройке кирпичного здания. Этот факт позволяет существенно сэкономить.
- Легкость обслуживания. Арболитовые блоки без особых затруднений распиливаются обыкновенной ручной пилой. Также они хорошо удерживают саморезы и гвозди. Причем не требуется предварительного сверления.
- Долгий срок службы. Многие из арболитовых построек 40-х годов по сей день служат своим владельцам.
Данный материал имеет пористую структуру, что обеспечивает воздухообмен и надлежащий уровень влажности в помещении.

Оборудование для производства арболитовых блоков
Рассмотрим этот пункт поподробнее. В данном случае выделяют два направления.
Основное оборудование для производства арболита:
- Смесительная станция. Она предназначена для подготовки арболитовой массы.
- Пресс-формы.
- Станок для производства арболита.
- Ручные трамбовки и оборудование для уплотнения.
Дополнительное оборудование для производства арболитовых блоков:
- Сушильная камера.
- Машины для измельчения крупных щепок.
- Транспортеры для подачи арболитовой смеси к участкам по трамбовке.
- Приемный бункер для транспортировки щепы в смесительную станцию.
- Поддоны для готовой продукции.
Необходимое сырье
Что нужно для производства арболитовых блоков из расчета на 1 м³? Для этого понадобятся:
- Щепа в количестве 1166 литров. Причем она не должна быть свежей. Щепа должна предварительно храниться под навесом.
- Раствор сульфата алюминия – 112 л. На 1000 л. воды – 90 кг сухой субстанции.
- Цемент – 237 литров.
- Вода. Ее количество будет зависеть от уровня влажности щепы. Добавлять воду следует до тех пор, пока смесь не станет блестеть.
Следовательно, для изготовления 500 м³ арболитовых блоков понадобится:
- 583 000 литров щепы;
- 56 000 л раствора сульфата алюминия;
- 118 000 л цемента.
Технология производства арболитовых блоков
В данном случае существуют следующие этапы:
- Осуществление загрузки щепы в смесительную станцию. Также подключение привода и добавление хлористого кальция или сернокислого алюминия. При этом происходит расщепление щепы до требуемых размеров и нейтрализация в ней сахаров.
- Добавление в смесительную станцию цемента и воды.
- Транспортировка готовой суспензии к месту, где расположен станок по производству арболита и загрузка ее в пресс-формы. Это немаловажный процесс. После этого осуществляется прессование.
- Извлечение готовых блоков из форм. Их следует выдержать не менее 2-4 дней. После чего их можно спокойно перемещать. Складывать блоки высотой до 2 метров можно только по истечении 7 дней. И лишь через месяц данные изделия набирают окончательную плотность. Весь этот процесс можно значительно ускорить, если использовать дополнительное оборудование для производства арболитовых блоков – сушильные камеры.

Маркетинговый план
Наиболее удачным временем для продажи арболита можно считать период весна-осень. Оптовая цена 1 м³ будет от 2500 руб., а розничная – 4000 руб.
Возможные способы реализации:
- Продажа оптовым перекупщикам.
- Реализация по розничной цене для индивидуального строительства.
- Заключения договоров о продаже со строительными компаниями.
- Реализация мелким оптом строительным рынкам, гипермаркетам и т. д.
Производственный план
Рассчитаем расходы предприятия из расчета 500 м³/месяц:
- За аренду помещения (250 м 2 ) – 80 000 руб.
- Расходы на сырье – 800 000 руб.
- Затраты на коммунальные услуги – 40 000 руб.
- Заработная плата и страховка – 90 000 руб.
- Налоги – 90 000 руб.
- Реклама – 10 000 руб.
- Прочие затраты – 50 000 руб.
Итого: 1 260 000 руб./мес.
Теперь рассчитаем доход предприятия за тот же срок изготовления и объем готового изделия. Если предположить, что ежемесячно 70% продукции будет продаваться по оптовой цене, а 30% – по розничной, то прибыль составит 1 475 000 руб.
Произведя все подсчеты, мы имеем 1 475 000 руб. валового дохода, 1 116 000 руб. расходов и, соответственно, 315 000 руб. чистой прибыли. При таком ходе событий полная окупаемость проекта настанет всего через 2,5 месяца.
Технология производства арболитовых блоков
Арболитовый блок (древобетон) — строительный материал, состоящий из древесной щепы, соединенной цементным вяжущим. Среди преимуществ арболита — отличные тепло и звукоизолирующие возможности, низкий вес, паропроницаемость, высокая прочность.

Из данной статьи вы узнаете как сделать арболитовые блоки своими руками. Мы рассмотрим производственное оборудование, сырьевой состав и технологию изготовления блочных изделий в домашних условиях.
- Общая информация, технология производства
- Обзор производственной линии СГС (видео)
- Производственное оборудование
- Как выбрать щепорез?
1 Общая информация, технология производства
Арболит является одной из разновидностей легкого бетона, объемная доля заполнителя в котором достигает 90%. В качестве связующего используется цемент класса М400 и М500. Использование арболита широко распространено в малоэтажном строительстве, жилые дома из него возводятся достаточно редко, однако для технических помещений (гаражей, сараев, бань) это один из лучших вариантов по соотношению цена/качество. Также блоки нередко применяются для теплоизоляции фасадов уже существующих сооружений.
Рассмотрим технические характеристики изготовленного в промышленных условиях древобетона:
- класс прочности — от М20 до М40, зависит от плотности;
- плотность — D500-D850;
- коэфф. теплопроводности — 0.017 Вт/мС;
- объемное водопоглощение — 50%;
- класс. морозостойкости — F40.

Основным недостатком данного материала является большое объемное водопоглощение. Чтобы предотвратить разрушение кладки из арболита под воздействием влаги ее необходимо покрывать обмазочной гидроизоляцией.
Процесс изготовления древобетонных блоков состоит из 3-ех этапов: подготовка и смешивание сырья, формовка блоков, выдержка изделий до набора остаточной прочности. Сырьевой состав арболита следующий:
- древесная щепа;
- карьерный песок;
- цемента М400;
- вода;
- хлористый кальций.

Промышленная линия по производству арболита
Пропорции смеси подбираются исходя из требуемой плотности производимого материала. Наиболее распространенными являются блоки плотностью D500. Чтобы изготовить кубометр такого арболита необходимо использовать 20 ведер цемента, 90 ведер щепы (объем ведер — 10 л), 250 л воды и 800 грамм хлористого кальция.
Технология производства блоков достаточно простая — первоначально готовится цементно-песчаный раствор, в который добавляется кальций. Затем в семь подмешивается щепа, раствор доводится до однородной консистенции и разливается по формам.
Заливка раствора в формы может выполняться двумя способами. В домашних условиях это делается послойно, при этом каждый слой трамбуется плитой либо ручной трамбовкой. Если же используется вибростол, то форма заполняется на весь объем и после вибрации, которая обеспечивает уплотнение смеси, недостающее количество раствора доливается и уплотнение повторяется.

Распалубка блоков может выполняться не ранее чем через сутки выдержки при температуре воздуха 19 градусов. Готовые блоки необходимо уложить на ламинированной фанере и дать им отлежаться 10 дней, на протяжении которых изделия наберут остаточную прочность.
Чтобы поверхность блоков была идеально гладкой, а при их распалубке не торцах не образовывались сколы, стенки форм изнутри нужно покрывать смазывающими материалами. В домашних условиях вместо специализированных составов для этого можно использовать обычное жидкое мыло, при этом не лишним будет дополнительно устелить форму полиэтиленовой пленкой.
1.1 Обзор производственной линии СГС (видео)
2 Производственное оборудование
Крупносерийное промышленное изготовление арболита осуществляется на автоматизированных производственных линиях с конвейерами и пропарочными камерами, в которых блоки отвердевают в условиях повышенной температуры. Однако широкий спрос на данный материал стал причиной появления на рынке множества частных производителей- местных компаний, реализующих древобетонные блоки небольшими партиями.
Наладить такое производство можно и в домашних условиях. Все оборудование для производства арболитовых блоков можно разделить на три группы:
- формовочный станок;
- щепорезка;
- бетономешалка.
Бетономешалка для арболита должна иметь объем как минимум 300-400 л. Стандартные общестроительные модели, ввиду низкой вместительности, не подходят для производственных целей.
На рынке, помимо отдельных агрегатов, представлены полноценные производственные линии, в комплект которых входят все необходимые станки. Проанализировав отзывы экспертов мы выделили 3 оптимальных варианта для покупки:
- СГС-Л4;
- Пирс SGC ;
- Стасар 500.
Наиболее бюджетным решением является станок Пирс SGC, цена которого составляет 40 тысяч. Пирс SGC представляет собой формовочный станок, щепорезка и бетономешалка для арболита в комплектацию не включены, что и обуславливает низкую стоимость агрегата.

Данный станок способен производить до 400 арболитовых блоков в течении рабочей смены. Станок обслуживается двумя операторами. Это достаточно компактный агрегат (размеры 145*57*87 см, вес — 116 кг), установка которого не требует обустройства фундамента. За уплотнения блоков отвечает встроенный электропривод мощностью 400 Вт. На Пирс SGC можно своими руками изготавливать блоки наиболее востребованных типоразмеров – 20*20*40 и 19*19*39 см.
Аналогом станка Пирс является Стасар 500, который можно купить за 70 тысяч. Производительность вибростола составляет 700 блоков за рабочую смену. Мощность встроенного вибрационного привода — 500 Вт. Агрегат производит блоки одного типоразмера — 50*30*20 см.
Среди полноценных производственных линий отметим комплект оборудования СГС-Л4. В состав данного комплекта входит: вибропресс, бетоносмеситель, ленточный конвейер и дозирующий бункер. Если покупка линии осуществляется у официального производителя, то вы также получите бесплатное обучение и рецептуру арболита различной плотности.
Рассмотрим технические характеристики производственной линии СГС-Л4:
- плотность изготавливаемого арболита — от 400 до 1200 кг/м3;
- мощность вибропривода — 1000 Вт, двигателя электросмесителя — 3000 Вт;
- размеры установки — 250*150*650 см;
- вес — 700 кг.
Данная установка пригодна не только для производства арболитовых блоков, также на ней можно изготавливать керамзитобетон, опилкобетон и полистиролбетон.

Рабочий цикл СГС-Л4 состоит из 5-ти производственных операций:
- В бетоносмеситель загружается сырье — щепа, песок, цемент, кальций и вода.
- Раствор перемешивается и транспортером закачивается в бункер.
- Из букнера в автоматическом режиме раствора подается в вибропресс.
- Залитый в формы арболит уплотняется вибрацией.
- Сформированные блочные изделия укладываются на стеллажах и набирают прочность.
По мере необходимости производительность линии СГС-Л4 можно увеличить, докупив к ней бетоносмеситель повышенной мощности СГС Скип М245.
2.1 Как выбрать щепорез?
Даже продвинутые производственные линии по типу СГС-Л4 предполагают использование уже готового сырья. Если вы не хотите закупать щепу у сторонней организации, а планируете наладить ее изготовление на собственном производстве, то потребуется приобрести щепорезный станок. Это поможет снизить производственный затраты и, как следствие, себестоимость продукции.
Существует две разновидности щепорезов — дисковые и барабанные. Первые ориентированы на мелкосерийное производство, они менее мощны, но при этом имеют компактные размеры и сравнительно доступную стоимость (цены начинаются от 110 тысяч), тогда как агрегаты дискового типа являются высокопроизводительным оборудованием.

Компактный дисковый щепорез
Барабанные станки производят щепу длиной 30 мм, в дисковых агрегатах ее размер можно регулировать в пределах 5-50 мм. Также дисковые станки отличаются большей точностью обработки, в них около 90% материала получает требуемую форму после первой проходки (при необходимости крупная щепа дробится повторно).
В целом, для производства арболитовых блоков в домашних условиях либо открытия небольшого цеха, лучше всего подходят именно барабанные станки. Специалисты рекомендуют щепорезы от фирмы «Доза-Гран», а именно модели РБ-2А — производит до 1.5 тонн щепы в час, и РБ-700 — производительность 0.75 т.
При покупке станка у официального дилера вы получите бесплатное гарантийное обслуживание агрегата на протяжении года, общий же ресурс работы щепореза доходит до 5 лет без необходимости капитального ремонта.
Способы формования арболитовых блоков
О составе и о пропорциях смеси для производства арболитовых блоков мы уже писали в первой части настоящей статьи. Сегодня мы расскажем о том, как правильно формовать и утрамбовывать арболитовую смесь, а также о правилах складирования готовых блоков.

В настоящее время существует несколько способов формования арболитовой смеси:
- Ручное трамбование на полу производственного помещения.
- Ручное трамбование с использованием вибростанка.
- Механизированное трамбование методом вибропрессования.
- Формование на вибростанке с пригрузом.
Какой из них более предпочтителен – зависит от запланированного объема производства.
Рассмотрим перечисленные методы подробнее.
Ручное трамбование на полу
Представленный метод считается наиболее экономичным. Как правило, его применяют, когда необходимо изготовить материал для строительства собственного дома, но иногда этот способ используется при открытии нового производства.

Если денег немного, я бы начал с ручного трамбования (без станка совсем), то есть: ручная трамбовка плюс виброплощадка или просто ручная трамбовка. При объеме 100-120 м³ в месяц – это отличный вариант.
Представленный способ предполагает наличие следующего оборудования:
- смеситель принудительного типа или емкость для ручного замешивания смеси (некоторые используют обычные бетономешалки, но их применение на практике не всегда эффективно);
- стальные формы для блоков;
- ручная трамбовка (стальная);
- ровное основание, на которое будут устанавливаться формы (основание накрывается полиэтиленовой пленкой);
- поддоны для складирования готовых изделий.
Сразу после замешивания арболитовая смесь раскладывается по формам. Формование производится в 2-3 этапа: смесь укладывается в формы послойно, причем каждый слой необходимо последовательно утрамбовывать. Перед трамбованием смесь следует проштыковать, используя узкие вилы.
Какой бы способ формования вы ни выбрали, особое внимание необходимо обратить на конструкцию самих форм. Так, размер формы по длине и ширине соответствует размеру блоков. Высота же формы всегда больше заданного размера. Это делается для того, чтобы в форму смог поместиться необходимый объем неутрамбованной смеси. Коэффициент уплотнения варьируется в следующих пределах: от 1,2 до 1,6. При этом он будет соответствовать средней плотности конструкционного арболита (700 кг/м³). Иными словами, если высота блока у вас равна 37 см, то минимальная высота формы должна быть 44,5 см. Форма наполняется до верхнего края, а затем смесь утрамбовывается до высоты блока (чем выше форма, тем выше будет плотность готовых блоков и, соответственно, выше их прочность).
Блоки можно сразу делать универсальными, чтобы по своим размерам они могли одновременно подходить и для строительства стен (толщиной 37 см), и для строительства перегородок (толщиной 16 см).

Размер –50х37х16. Благодаря всем форумчанам именно этот размер и делаем. Этот блок будет универсальный – стеновой и перегородочный.
Формы для арболита следует делать либо стальными (из нержавейки), либо деревянными (с обшивкой из нержавеющей стали). Корпус формы должен состоять из двух частей, при этом дно у такой конструкции будет отсутствовать.

Соединяются обе половины с помощью металлических шпилей.

Вместо дна используется фанерная дощечка или ровное основание бетонного пола. Поверхность основания следует накрыть полиэтиленовой пленкой. Это делается для того, чтобы защитить основание от налипания смеси. При этом для защиты боковых и нижних поверхностей формы от налипания арболита можно применять линолеум или специальные растворы. А вот какой вариант защиты использует один из пользователей нашего портала.
Долго мудрили с различной “химией”, предназначенной для смазывания металлических форм. В итоге взяли у пищевиков отработанное растительное масло (у нас цена – 650 руб. за 50 литров), попробовали. Уже второй год пользуемся только им. Работает прекрасно.
Стенки арболитовых форм желательно оснастить специальными фиксаторами (защелками).


Срабатывая во время утрамбовывания смеси, они фиксируют трамбовочную крышку в положении, соответствующем высоте блока.

Крышка забивается с помощью стальной трамбовки, которая использовалась для последовательного трамбования нескольких слоев арболитовой смеси.

При ручном способе формования используется несколько форм. Каждая из них рассчитана на 1 или 2 блока. Этот способ позволяет осуществлять распалубку готовых изделий как мгновенно (сразу после формовки), так и спустя определенное время (10-12 часов после формования). Второй вариант позволяет получить более прочные изделия.
Переносить блоки на поддоны желательно, спустя 2-3 дня после распалубки. Складывать блоки друг на друга можно только через 3-4 дня после их изготовления, а складировать изделия в три ряда (по высоте) можно только через 6-7 дней после распалубки.
Несмотря на разницу в плотности блоков, полученных методом ручного трамбования, при соблюдении технологии их прочность всегда будет соответствовать строительным стандартам.
Ручное трамбование на вибростоле
Этот способ формования предполагает использование всех тех приспособлений, которые перечислены в предыдущей главе. Единственное, что придется приобрести дополнительно – это сам вибростол.

В процессе формования блоков арболитовые формы (вместе с основанием, накрытым полиэтиленом) устанавливаются на поверхность вибростола. Затем форма наполняется смесью, которая сразу же проштыковывается тонкими вилами. На следующем этапе в работу задействуется вибростанок. Устройство включается на короткий промежуток времени: 10-30 сек. Точное время работы станка устанавливается опытным путем.
После выключения станка смесь утрамбовывается с помощью ручной трамбовки и фиксирующейся крышки. Сформированные блоки вместе с основанием можно снимать с поверхности вибростола.
Производить распалубку можно сразу, а можно спустя 10-12 часов после формования.
Преимущества формования на вибростоле состоят в возможности получения блоков с более однородной внутренней структурой. При этом плотность блоков, изготовленных в процессе нескольких замесов, будет отличаться незначительно (чего нельзя сказать о качестве изделий, полученных методом обычного ручного трамбования).
Формование на вибропрессовальном станке
Формование блоков с помощью вибростанка требует наличия основного и вспомогательного оборудования:
- емкость для разбавления хим. добавок;
- мерные емкости для засыпки цемента и наполнителя;
- вибростанок со стальными формами;
- тележки для транспортирования арболитовой смеси (при необходимости);
- деревянные или стальные поддоны для формования (могут быть рассчитаны сразу на несколько блоков);
- стеллажи и поддоны для складирования блоков.
Представленный способ формования требует покупки специального вибростанка, обладающего довольно сложной конструкцией (изготовить такой станок самостоятельно – очень сложно, а оборудование, имеющееся в продаже, нередко требует доработки).

На рынке продается огромное количество разных вибростанков, но, к сожалению, без внесения изменений практически ни один из них не пригоден для производства арболита.
Изменения должны затронуть конструкцию виброплощадки и прессовального механизма. Так, вместо виброплощадки необходимо установить виброударную установку (чтобы цемент при вибрации не стекал с поверхности щепы).
На вибростоле блоки изготавливать нежелательно, так как цементное молочко стремится вниз. Для арболита необходимо ударное встряхивание.
Если при ручном формовании на вибростоле подобная проблема решается предварительным штыкованием, то конструкция вибростанка не предусматривает осуществления этой операции. К тому же, если прессовальный механизм приводится в действие гидравлическими (или пневматическими) цилиндрами, под воздействием сильной вибрации он очень быстро выходит из строя. Все эти проблемы производителю арболита приходится решать самостоятельно.
Некоторые производители используют вариант с винтовым прессом.
На винтовом прессе я уже изготовил более 10000 м3 (за 3 года). Проблем незамечено. Меняем только цепь 2 раза в год, двигатель – 1 раз в 1,5 года, и своевременно производим замену бронзовых шайб (1 раз в год). Думаю, при правильном изготовлении пресса – вариант рабочий.
Конструкцию вибропресса каждый производитель выбирает для себя самостоятельно.
- Формы заполняются арболитовой смесью.
- Смесь подвергается воздействию виброударной установки (в течение 10-15 с).
- Производится прессование смеси (прессование осуществляется либо во время работы виброударного механизма, либо после его выключения).
- Поддон с готовыми блоками переносится на стеллаж.
Складывать блоки один на другой, так же, как и в двух предыдущих случаях, можно не ранее, чем через 3-4 дня после изготовления. Складировать изделия в несколько рядов (по высоте) можно только спустя неделю.
Преимущества изготовления блоков на вибропрессе состоят в максимальной механизации труда и в возможности изготавливать блоки с однородной структурой.
Вибрирование с пригрузом
Теперь перейдем к описанию наиболее распространенного способа формования блоков, который позволяет механизировать технологический процесс и одновременно оптимизировать затраты, связанные с открытием производства.
Вибростанок с пригрузом в настоящий момент можно приобрести на рынке, а имея в наличии соответствующие чертежи, его вполне можно изготовить своими руками (или заказать изготовление на профильном производственном предприятии).
Компактные арболитовые станки с пригрузом чаще всего рассчитаны на одновременное формование только одного блока, поэтому пригруз легко опускается в форму руками.





