Пошаговая инструкция по изготовлению отрезного станка из болгарки
В домашней мастерской у каждого любителя самодельщика всегда в арсенале имеется УШМ (углошлифовальная машина). Этот инструмент практически незаменим, так как может выполнять множество функций. При этом если у владельца в наличии дополнительные аксессуары, его возможности значительно расширяются. Самодельные станки для болгарки имеют большую популярность, так как они просты в изготовлении и не отличаются громоздкостью конструкции.

Самодельный отрезной станок
Область применения отрезных станков
Применение дополнительных аксессуаров для УШМ дает очень большую область их использования, но основной задачей остается распил материалов, таких как металлы, дерево, камень.
Отрезной станок из болгарки своими руками изготовляется для таких целей:
- Контроль толщины распила.
- Ровность разреза.
- Возможность выставления разных углов распила.
Все эти критерии дают самодельщику возможность с помощью отрезного станка изготавливать детали более сложной конструкции, так как повышается качество исполнения.
Внимание! Без станка, в домашних условиях можно выполнять эти задачи, но на это будет уходить больше времени, так как придётся доводить ровность распилов. Одновременно важно будет по несколько раз перепроверять правильность углов для одинаковых заготовок.
Устройство маятниковой пилы из болгарки
Отрезной станок из УШМ в большинстве случаев выполняют по системе маятника. Подобный инструмент в народе так и называется маятниковой пилой.
Принцип работы такого устройства основан на перевешивании. На край вертикальной опоры, устанавливается два металлических уголка. Они должны крепится на петли строго посередине. Собранное устройство такого вида напоминает детскую качель. В месте где будет проводится рез деталей, производится крепление болгарки. На другом краю маятника устанавливают груз, который будет поднимать болгарку по окончанию реза.
Вместо груза можно также установить пружину, которая работает на сжатие. Жесткость пружины подбирается на практике.
Как закрепить болгарку для точной резки? Требуется открутить ручку на инструменте. И по имеющимся отверстиям в болгарке просверлить такие же в уголке. Для крепления требуется ее прикрутить двумя болтами.
Далее рекомендуется ручку УШМ установить на свое место, для удобства реза.
Устройство самодельного маятникового станка
Необходимые инструменты и материалы
Для изготовления отрезной стойки понадобятся электроинструменты:
- Болгарка для отрезки металлических заготовок.
- Дрель, используется для сверления отверстий.
- Электролобзик. Он используется для резки фанеры для основания. Также под эту деталь можно использовать листовой металл.
Также применяется ручной инструмент, без которого работы выполнять невозможно:
- Рулетка.
- Карандаш или маркер.
- Уголок.
- Набор сверл.
- Набор накидных или гаечных ключей.
- Плоскогубцы.
Преимущества самодельного оборудования
Самодельные приспособления для ручного инструмента пользуются большой популярностью. Востребованность объясняется тем, что в мастерской они не занимают много места, что очень удобно в малых помещениях таких как гараж или подвал, что в основном и используют самодельщики.
Для справки! Малые габариты оборудования приводят к тому, что его достаточно легко спрятать и достать в нужный момент.
Еще одним преимуществом самодельного оборудования является то, что владелец будет его изготовлять добротно, хоть такая самоделка и добавит в весе, но у нее будет запас прочности.
Чертежи подобного оборудования доступны для общего использования, но многие умельцы их дорабатывают самостоятельно, опираясь на собственные потребности.
Изготовление отрезного станка своими руками
Чтобы понять, как просто сделать из болгарки отрезной станок нужно иметь хотя бы начальный опыт работы с УШМ. Подобное оборудование изготовить самостоятельно достаточно просто, если точно знать все узлы будущего настольного оборудования.
Подготовительный этап
В начале всех работ следует найти точный эскиз станка, в котором, в пошаговом варианте будет изложена полностью вся сборка. Подобная предусмотрительность позволит заранее собрать весь необходимый материал для изготовления.
Вариант чертежей выбирается произвольно, не зависимо от мощности болгарки. Бесплатные размеры можно с легкостью найти в сети интернет.
Также требуется подготовить весь инструмент, который понадобится в процессе всей работы.
Чертежи для изготовления самодельного отрезного станка
Найти готовые не составит труда. Ниже представлен один из самых простых вариантов.
Чертеж самодельного оборудования
Пошаговая инструкция
На начальном этапе следует изготовить основание. Требуется разрезать уголок на четыре части под углом 45° с каждой стороны. Размеры деталей могут выбираются произвольными так как встречаются разные габариты болгарок. Они свариваются между собой образуя прямоугольник. В середине основания навариваются шины, которые снизу дополнительно укрепляются уголком. Таким образом должна получится площадка правильных размеров.
На следующем этапе необходимо выполнить маятник. Первым делом изготовляется его основа. Из проф трубы требуется сварить две детали под углом 90°. Они устанавливаются на основание, с расстоянием друг от друга равным 40 мм. Края деталей должны запиливаться на 45°. Это необходимо для того, чтобы детали имели полное прилегание к основе.
Далее необходимо подготовить механизм для качания. Он выполняется из шпильки и трубки. Вместо металлической трубы можно взять гайки с внутренней резьбой как у шпильки.
Две части трубок привариваются на вершины уголков, которые будут служить качающим узлом.
Для маятника берется профильная труба сечением 40×40 мм. Толщина стенки должна быть не менее 3 мм. По середине трубы сверлится отверстие, диаметр которого должен строго соответствовать диаметру шпильки.
Важно! Изготавливая этот узел, следует обязательно проследить: люфт должен полностью отсутствовать, потому что он влияет на ровность реза.
На один край маятника устанавливается одна или несколько пружин: на краю сверлятся отверстия для зацепа.
Для крепления УШМ на стрелу маятника требуется просверлить отверстия в его основании. Необходимо приложить болгарку и отметить место для отверстия в стреле. Так как крепление на один болт является не надежным, необходимо закрепить сам режущий инструмент на дополнительные два болта. Для этого, с помощью сварки, делаются специальные крепления, которые устанавливаются на край стрелы маятника.
Перед испытанием станка, необходимо провести тонкую настройку. Устанавливают режущий элемент и делают первую протяжку по станине. В этом месте требуется установить упор или же специальные тиски для сверлильного станка. Начальный рез будет нулевой точкой отсчета.
Важно! При разрезе любой детали она должна быть прочно зажата. Это избавит от ударов или искривления отрезного диска.
Когда диск установлен на УШМ его прикладывают к станине и с помощью уголка проверяют ровность угла отреза. Если угол не отрегулирован, то это требуется сделать в обязательном порядке.
Зачем делать станок из УШМ
Существует несколько причин чтобы делать такую приставку для болгарки самостоятельно.
- Самостоятельное изготовление позволит сэкономить деньги на покупку. Такой девайс не является сложным, поэтому его изготовление не потребует много затрат.
- Выполненный своими руками станок подгоняется для каждых условий индивидуально. Это позволяет сделать оригинальные крепления к столу. А также индивидуальную установку режущей части, которая позволит монтировать УШМ разных размеров.
- К такому оборудованию также можно изготовить отдельные приставки, которые позволят затачивать пилы или использовать диски по дереву.
- Допускается установить регулятор оборотов, что поможет облегчить многие работы в будущем.

Направление искр при разрезе металла
Правила безопасности при работе с самодельным станком
Так как УШМ при резке металла образует много иск, необходимо следить за тем, чтобы вблизи не было легковоспламеняемых материалов. Сторона, куда будет направлено искрообразование, должна быть ограждена стойким листовым металлом.
При работе на самодельном станке обязательным условием является установка защиты, так как части диска могут отлетать в любые стороны. Также эта защитная часть останавливает круговые искры диска.
При изготовлении станка необходимо учитывать то, что искры должны лететь от человека, а не на него, то есть необходимо закрепить УШМ правильной стороной. Но даже в этом случае, важно надеть защитную одежду, очки, перчатки.
Отрезной станок из болгарки: чертежи, пошаговая инструкция изготовления, фото
Нарезать болгаркой большое количество мелких заготовок сложно. Отрезной диск уводит в сторону, отчего рез получается неровный. Упростить задачу поможет станок. Его конструкция настолько проста, что умельцы не желают отдавать большие деньги за изделие заводского изготовления. Имея под рукой чертежи, отрезной станок из болгарки своими руками можно собрать без особого труда.

Сборка маятникового станка
Конструкция маятникового станка состоит из трех основных узлов:
- Станина – самый простой элемент станка для болгарки. Узел изготавливают из стальной плиты толщиной минимум 10 мм с подставками снизу. Можно из профильной трубы сварить раму, а сверху нашить листовой металл толщиной 3 мм. К станине фиксируется кронштейн с шарниром маятникового механизма.
- Маятник – основной рабочий механизм станка. Конструкцию в форме буквы «Т» сваривают из профильной трубы. К одному концу фиксируют зажим для болгарки, а другой стороной маятник крепят к шарнирному механизму.
- Зажим для болгарки делают из металлических кронштейнов. Конструкцию прочно фиксируют к маятнику через консоль.

Чтобы изготовить станок, понадобится чертеж или хотя бы простая схема. Один из вариантов представлен на фото. Размеры станка придется рассчитать свои под габариты имеющейся в наличии болгарки.

Для правильного расчета размера узлов станка сначала замеряют габариты болгарки, а затем расстояние между отверстиями на корпусе редуктора. При проектировании маятника важно до минимума сократить расстояние между отрезным диском болгарки и шарнирным механизмом. Это придаст жесткость станку, что позволит выполнять более ровный рез.

После разработки чертежа приступают к изготовлению всех узлов станка:
- Согласно размерам схемы из металла нарезают заготовки для всех узлов. Сначала изготавливают станину. Нужно учесть, что во время реза диск болгарки будет заглубляться в прорезь плиты. Если для станины сварить прямоугольную рамку из профиля, а сверху нашить стальной лист, то снизу образуется ниша. Пространства будет достаточно для входа отрезного диска. При изготовлении станины в виде плиты из стали толщиной 10 мм снизу нужно приварить подставки.
- Далее, приступают к изготовлению маятника. К торцу заготовки из профильной трубы приваривают ось для подшипников шарнирного соединения. С другой стороны маятника нужно сделать зажим для болгарки. Для этого из стальной полосы сгибают кронштейн в форме буквы «П». В него должен войти редуктор болгарки. В боковых полках кронштейна сверлят отверстия под болтовое соединение.

- Вторую часть зажима выгибают из стального прута. Должен получиться хомут в форме буквы «П», внутрь которого входит корпус болгарки. На обоих концах хомута нарезают резьбу. Зажимную планку отрезают из стальной полосы толщиной 5 мм. По краям планки сверлят отверстия на таком расстоянии, чтобы в них вошли резьбовые наконечники хомута.
- Оба П-образных крепления, то есть, хомут и кронштейн, фиксируют на консоль. Деталь представляет собой прямоугольную стальную пластину, которую вместе с зажимами для болгарки в дальнейшем закрепляют ко второму концу маятника.

- Следующий этап – сборка шарнира. На приваренный к маятнику вал насаживают два подшипника. Гнезда для них можно сделать из куска трубы соответствующего диаметра. Отрезанные кольца насаживают на обоймы подшипников. Теперь этот узел надо закрепить к станине.
- Гнезда придется только приваривать к плите, не вынимая подшипников. Узел размещают с отступом 5–6 см от края станины. Во время сварки подшипники накрывают мокрой тканью или поливают водой, чтобы избежать перегрева.

- Рычаг маятника с шарниром готов. Теперь настало время ко второму его концу закрепить консоль с зажимами. Саму болгарку на маятнике можно зафиксировать так, чтобы вращение диска осуществлялось «от себя» или «на себя». Здесь каждый мастер выбирает по своему усмотрению.

- Чтобы маятник с болгаркой произвольно не опускался, предусматривают возвратную пружину. Она должна действовать на растяжение и быть очень упругой. Пружину фиксируют петлями, приваренными к станине и маятнику.
- Станок почти готов. Осталось в плите сделать прорезь для входа диска. Здесь даже замерять ничего не нужно. Зажатую в маятнике болгарку включают и отрезным диском прорезают плиту. Изначально прорезь получится тонкая. Чтобы ее расширить на болгарку ставят толстый диск, после чего повторяют процедуру.

Во время выполнения прорези на станине произошло испытание станка. Не хватает только последнего узла – фиксатора для заготовок. Здесь вариантов много. Можно просто закрепить к плите маленькие тесы. Как вариант, из куска профильной трубы приваривают на станину упор, а напротив него фиксируют гайку с винтом. Получается неплохой винтовой зажим. Если сверху упорной планки закрепить металлическую линейку, удобно будет резать заготовку по нужному размеру.
Станок с амортизаторами
Надежный станок для маленькой болгарки получится из старых автомобильных амортизаторов. Принцип его действия аналогичен маятнику, но конструкция узлов отличается, что позволяет выполнять регулировку вылета режущего электроинструмента по направляющей.
Порядок изготовления следующий:
- Для станка нужно найти два старых, но рабочих амортизатора от легкового автомобиля.

- У амортизаторов есть слабое место – тонкие стенки корпуса. Несущей конструкцией они не могут быть, поэтому потребуется изготовить кронштейны. Сначала отрезают две одинаковые пластины и по центру сверлят отверстия для болтового соединения. Из трубы, диаметр которой соответствует толщине корпуса амортизатора, вырезают 8 полуколец. Заготовки приваривают друг против друга к пластинам.

- Из профильной трубы сваривают прямоугольный каркас станины. Из двух уголков приваривают стойку маятника.

- На боковых полках обоих уголков стойки вряд сверлят регулировочные отверстия строго друг против друга. Автомобильные амортизаторы фиксируют в кронштейне болтами, после чего весь узел закрепляют шпилькой в одну пару отверстий на стойке.

- Готовый станок можно покрасить. Далее, изготавливают зажим для болгарки. Консоль делают из отрезка уголка, закрепив его гайками на штоках амортизаторов. К перемычке стойки крепят один конец возвратной пружины. Другой ее конец фиксируют хомутом к краю верхнего амортизатора.

- Зажим для болгарки состоит из двух частей. Его выгибают из стальной полосы, придавая форму корпуса электроинструмента.

- Зажатую в двух половинках зажима болгарку прикручивают болтом на консоль. Сразу нужно отрегулировать вылет. Для этого предусматривают шпильку по оси амортизаторов с двумя гайками, закрепленную к кронштейну и на консоль.

Станок готов. Осталось раму станины зашить стальным листом, сделать прорезь для диска и закрепить упор для заготовок или тесы.

Самодельный станок из болгарки по своим характеристикам не уступает конструкции заводского изготовления.
Отрезной станок: обзор и реализация самодельных решений по металлу и дереву, конструкции, чертежи, нюансы

В мастерской домашнего умельца или ИП технического либо ремонтно-строительного профиля отрезной станок второй по нужности после сверлильного. Или после сварочного аппарата, если мастер специализируется по деревянным и/или металлоконструкциям.
Просто на хозяйстве маятниковая поперечная пила много облегчит заготовку дров и сократит расходы на нее. Поэтому в настоящей статье мы расскажем, как изготовить отрезной станок своими руками, обходясь минимумом точных и сложных работ. Или даже без них, если уже есть угловая шлифовальная машина – болгарка.

Работа на самодельных отрезных станках
Рис. выше не просто заставочный. Там показано, как не надо работать на отрезном станке, чтобы самому не травмироваться, не попортить материал и не угробить невзначай свою же самоделку. Ну, тут понятно: руки должны быть защищены от опилок (как и глаза, и все тело), и пользоваться данным оборудованием без защитного кожуха(ов) нельзя.
Теперь посмотрим на след. рис.:

Небезопасная конструкция самодельного отрезного станка
Вроде бы все путем, даже лицевой щиток вместо защитных очков. Что, безусловно, надежнее. А что не так? Приглядитесь. По сути, не по пунктам из толстых томов нормативных документов. Что ж, кто не увидел – вот: станок из болгарки. Стало быть, качалка не уравновешена. Но вместо обязательной в таком исполнении отбойной пружины (см. далее) – эластичное звено (стяжка для вело/мото багажника вроде). Ненадежно, вероятность порыва наиболее высока как раз в аварийной ситуации, а делать глубокий рез трудно, упрямая резинка так рвет рукоять из руки.
А о чем, собственно, речь?
Только традиционных конструкций агрегатов для точной порезки листовых, рулонных и длинномерных материалов известны десятки, это не считая лазерных и пр. из века высоких технологий. Мы далее будем рассматривать станки с качающимся рабочим модулем и круглым вращающимся режущим органом – абразивным или пильным диском. Такие отрезные станки называются маятниковыми. Они наиболее универсальны (в т.ч. пригодны для протяжки – ведения продольного реза ограниченной длины) и выполнимы самостоятельно в сарайно-гаражной мастерской. Когда говорят «отрезной станок», то в подавляющем большинстве случаев подразумевается именно маятниковый (pendulum cut grinder по англ.).
Примечание: маятниковый отрезной станок пригоден для работы по металлу, дереву, МДФ, листовым пластикам и любым другим поддающимся резанию материалам. Вся перенастройка – замена рабочего органа (абразивный или соотв. назначения пильный диск).
Мотор или УШМ?
Имеется в виду привод станка – отдельный или совмещенный в моноблоке с рабочим (режущим) органом и силовой передачей на него. Отдельный мотор имеет то преимущество, что качающуюся часть агрегата – качалку (маятник, коромысло) можно сделать должным образом уравновешенной, что намного упрощает работу на станке и повышает его производительность; последняя сравнительно слабо зависит от сопротивления материала резанию. Кроме того, весь станок можно сделать пригодным для интенсивной круглосменной работы, что может быть важно для извлекающих доход при помощи рук, растущих откуда надо, и головы, работающей как надо. УШМ (болгарка), как известно, может работать непрерывно в течение 20-60 мин. (смотря по модели), а затем – вынужденный техпростой для остывания инструмента. Но для эпизодического использования УШМ имеет ряд преимуществ:
- Достаточно выносливый и точный отрезной станок из болгарки может быть изготовлен без точеных деталей и с минимумом сварочных работ или вовсе без них, см. далее.
- Базовый инструмент остается пригодным для ручной работы вне станка.
- Электропитание – однофазное 220 В из бытовой розетки.
- Не требуются пусковые устройства и защитное заземление, т.к. в широкую продажу поступают только УШМ с двойной изоляцией.
- Внешняя характеристика коллекторного электродвигателя УШМ мягче, чем асинхронного электромотора с короткозамкнутым ротором, что экономит мощность мотора и расход электричества. В большинстве случаев (кроме порезки толстых прочных и/или вязких материалов) можно считать, что болгарка на 800 Вт электрических эквивалентна асинхронному мотору с 1,2 кВт на валу (см. далее), а УШМ на 1300 Вт – отдельному мотору на 2,2 кВт.
- Отрезные станки из УШМ более легки, компактны и транспортабельны, чем с отдельным приводом.
- Недорогие болгарки не снабжаются регуляторами частоты вращения, но к ним подходит обычный регулятор оборотов для дрели (не более $20; обычно $5 – $6). «Частотник» для асинхронного мотора до 2,5 кВт стоит от $50.
О регулировании оборотов
А зачем регулировать обороты диска? Чтобы на превысить указанную на нем же максимальную линейную скорость края и/или частоту вращения. Иначе диск, может быть, и не разорвет, но его производительность сильно упадет, износ усилится, а качество реза ухудшится. Номинальные скорости вращения асинхронных моторов 2800-2850 мин –1 позволяют использовать обычные диски диаметром до 350-400 и более мм, что дает глубину реза как минимум до 150 мм. Шпиндель болгарки крутится гораздо быстрее (от 6000 мин –1 ), и ставить на него обычный диск диаметром более 160 мм опасно. Глубина реза выходит до 50-60 мм, а скоростной диск стоит дорого и быстро стирается. Установка регулятора оборотов решает проблему. Производительность и качество реза не страдают, т.к. определяются линейной скоростью вращения по режущей кромке.
О названии
УШМ звучит «технически», но по сути дела неточно, т.к. болгаркой много больше режут, чем шлифуют. «Угловая дрель» еще неудачнее, т.к. to drill – сверлить, буровить, для чего УШМ вообще непригодна. Угловая шлифовальная машина это калька с англ. «angle grinder machine». Но английское to grind по смыслу гораздо шире всех видов абразивной обработки. Напр., мясорубка это meat grinder. У «to grind» точного русского аналога нет; по смыслу это что-то вроде «кромсать в клочки по закоулочкам». В общем, просторечное «болгарка» терминологически некорректно, но достаточно кратко, и понятно, что это такое.
Примечание, к слову. Войскам США во время Корейской войны пришлось вплотную спознаться со штурмовиком Ил-2. Отчего к ряду почетных прозвищ этой легендарной машины прибавилось английское «Meat grinder from Hell» (адская мясорубка). Что косвенным образом свидетельствует о стойкости духа американских солдат сравнительно с немецкими; те более употребляли «Betonflugzeug» (бетонный самолет). Уж очень трудно было сбить «горбатого» (это уже по-нашенски, по-пехотному).
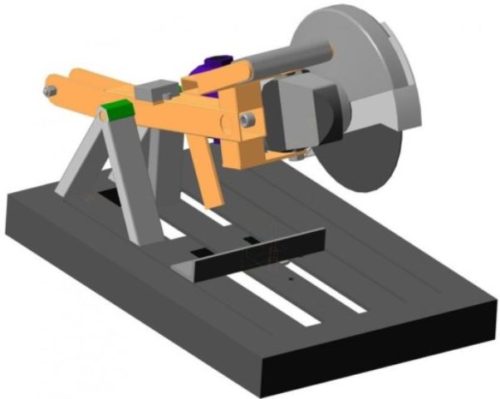
Настоящие маятниковые
Как устроен «настоящий маятниковый» отрезной станок по металлу, показано на рис.; качающийся «маятник» выделен цветами.

Устройство маятникового отрезного станка по металлу
«Фишка» конструкции – качалка-коромысло, сбалансированная весом мотора так, чтобы усилие холостой подачи (без резки) на всю длину рабочего хода было прибл. равномерным и составляло ок. 5 Н (где-то 0,5 кгс). Именно такое «холостое» усилие позволяет опытному станочнику наилучшим образом чувствовать материал и машинально работать с максимальной производительностью без накопления усталости, буквально играючи. Если же возникла опасная ситуация и рабочий бросил рукоять подачи, то инерция мотора и хребтины коромысла обеспечивают плавный отскок диска. Вероятности перехода опасной ситуации в аварийную и порчи режущего органа много уменьшаются, да и заготовка чаще всего остается неиспорченной – посмотрел, что не так, поправил, дорезал.
Примечание: возвратная пружина коромысла в сбалансированных маятниковых отрезных станках почти всегда есть, но роли отбойной аварийной (см. далее) она практически не играет, только дает начальный толчок тяжелой качалке, если диск «закусило». Чаще всего возвратная пружина в станках данного типа используется для установки усилия холостой подачи «под себя».
Примеры самоделок
Самый сложный сборочный узел показанной выше конструкции – поворотный стол с угловым делителем; сделать его дома «на колене» невозможно. Резка под заданным углом всеми описанными ниже конструкциями осуществляется поворотом и фиксацией всего станка относительно стола (верстака) для заготовок с продольным упором (или наоборот, верстака относительно станка). С отрезными станками из болгарок проще, см. далее.
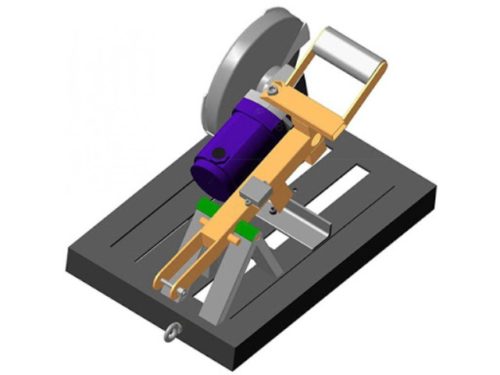
Внешний вид и чертежи основных деталей наиболее универсального самодельного отрезного станка даны на след. рис.

Внешний вид и чертежи основных деталей универсального самодельного отрезного станка
Для тех, кто еще путается в допусках-посадках, также на рис. даны условия согласования сопряженных размеров; размеры D32 согласовываются по правилу для D15. Чтобы получить нужную соосность (центровку) шеек рабочего вала под подшипники (D20–0.03) на токарном станке обычной точности, их нужно точить начисто в один установ и один проход резца (подача – минимальная, это вам не окалину драть).
Коромысло в данном случае – лист стали S>4, усиленный хребтиной из трубы D30; ее отгиб – рычаг подачи. Коромысло может быть рамным, из профтрубы от 30х30х2. Его размах (длина) не критичен в пределах 400-500 мм. Возвратной пружины нет (можно поставить). Отброс коромысла вверх устанавливается выносом его «хвоста» назад от шарнира (см. ниже).
Обоймы подшипников рабочего вала устанавливаются зеркально отверстиями D21 друг к другу. Такой прием монтажа на неформальном конструкторском жаргоне называется «попка к попке» (смягчено в общедоступной публикации). В данном случае он позволяет без дополнительных конструктивных элементов исключить продольное смещение вала в подшипниках, т.к. чашки их обойм закрыты справа планшайбой, а слева ведомым шкивом. Сборка узла рабочего вала на коромысле производится след. порядком:
- подшипники вкладываются в готовые обоймы (с приваренными и подрезанными на плоскость укосинами);
- обоймы с подшипниками надеваются на вал, как указано выше;
- на длинный хвостовик D15 (левый на чертеже) надевается ведомый шкив;
- поверх шкива на тот же хвостовик надевается проставка;
- шкив через проставку туго затягивается гайкой М14;
- вал в подшипниках и со шкивом ставится на испод коромысла и временно притягивается к нему за середину струбциной (не туго!);
- обоймы подшипников также временно распираются деревянными лучинами;
- вал выставляется точно параллельно переднему обрезу коромысла: его проекции вверх должны быть касательны обоймам подшипников. Пользоваться двумя слесарными угольниками одновременно!
- прихватами быстро подвариваются укосины обойм. Ток – не более 60-80 А;
- струбцина и распорки снимаются, проверяется легкость вращения вала. Заедает – отрезаем обоймы по сварке и повторяем пп. 6-10;
- обоймы подшипников привариваются окончательно. Варить короткими стежками попеременно-поочередно правую-левую;
- даем сборке полностью остыть и снова проверяем вращение вала. Клинит, заедает – увы, перегрето при сварке. Рукам еще нужно дорасти, как надо, а обоймы придется делать (заказывать) заново. Возможно, и подшипники менять;
- вал крутится легко, плавно – закрывает подшипниковый узел легким кожухом от опилок и окалины.
Шарнир коромысла собирается аналогично, но «попкой от попки» (чашками обойм внутрь) и также закрывается легким кожухом от пыли. Ось шарнира – отрезок кругляка D(21…45), какой есть под рукой. По концам проточены шейки подшипников, такие же, как на рабочем валу, и хвостовики М14 длиной от 40 мм. Станина – из профтрубы, уголка от 40х40 и т.п. подручного металлохлама. Шарнир крепится в проушины ее стоек парами гаек (внутри и снаружи). Еще вариант сборки шарнира – обоймы его подшипников привариваются к плоской раме вместе с осью, как на врезке в рис. Затем коромысло приваривается к оси шарнира или крепится к нему резьбовыми метизами. Но таким способом отцентрировать шарнир гораздо труднее, и сложнее защитить его подшипники от пыли.
Ведущий шкив двигателя нужно сделать/подобрать таким, чтобы частота вращения диска была близка к номинальной. Пусковую схему двигателя заранее собирают на левое (смотря со стороны вала) вращение, «искрами от себя». В таком случае отдача усилия резания будет затягивать гайки шкивов и диска; они будут прочно держаться на трении, шпонок, шплинтов и т.п. дополнительных «неудобных» технологически фиксаторов не понадобится.
Чертежи отрезного станка меньшей мощности, но более точного (пригоден для работы с алмазными дисками) даны на рис. Электромотор на 350-400 Вт 2800-3000 об/мин.

Чертежи самодельного отрезного станка повышенной точности
Разбивка по позициям: 1 – электродвигатель; 2 – станина; 3 – защитный кожух рабочего органа (сталь s2); 4 – рабочий орган (абразивный диск); 5 – защитный кожух ременной передачи (сталь s2); 6 – клиновой ремень А-1018; 7 – винт М8х14; 8 – ведущий шкив (Д 16); 9 – крышка кожуха ременной передачи (сталь s2); 10 – ведомый шкив (Д 16); 11 – распорная втулка (сталь); 12 – шайба (сталь); 13 – рукоять подачи; 14 – болт М6х12; 15 – винт М5х10; 16 – рабочий вал (сталь); 17 – передняя крышка подшипникового узла (Д 16); 18 – задняя крышка подшипникового узла (Д 16); 19 – втулка (сталь); 20 – шайба (сталь); 21 – гайка (сталь); 22 – шариковый подшипник № 203; 23 – корпус шпинделя (сталь); 24 – бобышка кожуха передачи (сталь); 25 – винт М6х8; 26 – винт М8х16; 27 – бобышка кожуха диска (сталь); 28 – консоль коромысла (сталь); 20 – болт М6х16; 30 – корпус шарнира коромысла (труба 1/2”, сталь); 31 – ось шарнира (сталь); 32 – втулка (сталь); 33 – шайба; 34 – гайка М10; 35 – монтажная плита электродвигателя (сталь), 36 – корпус пускового устройства электродвигателя (Д 16).
Примечание: корпуса шпинделя и шарнира коромысла перед сборкой набиваются смазкой ЦИАТИМ-221.
Особенности данной конструкции, первое, отсутствие шарикоподшипников в шарнире коромысла. Это позволило упростить изготовление сборку станка (отпадает сложная токарка его оси и ее центровка). Второе – длинное плечо коромысла не прямая хребтина, а ломаная в плане консоль. Это делает станок компактнее, а рабочий орган более стойким на кручение по оси маятника. Т.е., в этом станок можно без опасений заправлять чувствительные с заклиниванию и выкрашиванию тонкие алмазные диски. Но грубых работ и частых перевозок с места на место такой станок не выдержит: в шарнире маятника появится поперечное биение, что сведет на нет все заботы и труды по повышению точности. В общем, это станок для аккуратной работы с достаточно качественными материалами.
Примечание: в станках подобного назначения успешно применяются более «мягкие» и включаемые непосредственно в бытовую электросеть двигатели от стиральных машин, см. напр. ролик:
Видео: отрезной станок по металлу с мотором от стир. машины
Самодельные слесарные тиски: видео, фото, чертежи
Изготовить надежные и удобные в работе тиски своими руками несложно. Необходимость в этом может быть вызвана не только желанием сэкономить на приобретении серийной модели, но также потребностью в использовании зажимного приспособления, которое позволит более эффективно решать задачи, которые на него возложены.
Простые самодельные тиски из уголков
Серийные модели тисков, хотя и являются универсальными, не всегда способны обеспечить высокую точность фиксации деталей, они достаточно громоздкие и отличаются значительным весом.
Самодельные тиски, используемые преимущественно в условиях домашней мастерской, можно сделать более приспособленными для выполнения определенных технологических операций, а значит, более эффективными и удобными.
Самодельные слесарные тиски могут мало чем отличаться от фабричных как по внешнему виду, так и по надежности
Любой человек, проводящий много времени в своей домашней мастерской, подтвердит, что обойтись в ней без такого приспособления, как тиски, достаточно сложно. Без зажимного устройства трудно выполнять различные операции с деталями из металла, дерева и пластика. Использование тисков гарантирует не только высокую точность и эффективность операций сверления, фрезерования и др., но и безопасность оператора станка. Если нет желания или возможности приобретать серийную модель такого устройства, то вполне можно изготовить тиски своими руками, затратив на это совсем немного времени и сил.
Самодельные слесарные тиски: вариант №1
Отличные крепкие слесарные тиски можно самостоятельно изготовить из профильных труб. Ниже представлена подробная инструкция в формате фотоподборки, дополненная подробным видео. К сожалению. видео на английском языке, но это вряд ли сможет помешать грамотному мастеру понять суть процесса.
Самодельные тиски из профильных труб
Инструкция по изготовлению тисков: вариант №2
Самодельные тиски не требуют сложных конструкторских разработок и расчетов. Можно воспользоваться многочисленными фото и чертежами подобных устройств, которые легко найти в интернете. Достаточно простая, но в то же время очень эффективная конструкция создается на основе металлических труб.
Как известно, трубы, используемые для монтажа водо- и газопроводов, выпускаются с таким расчетом, что изделие определенного диаметра плотно входит в трубу последующего типоразмера. Именно эта особенность труб позволяет использовать их для такого устройства, как самодельные слесарные тиски. Наглядный чертеж, фото и описание процесса изготовления помогут самостоятельно изготовить данные тиски.
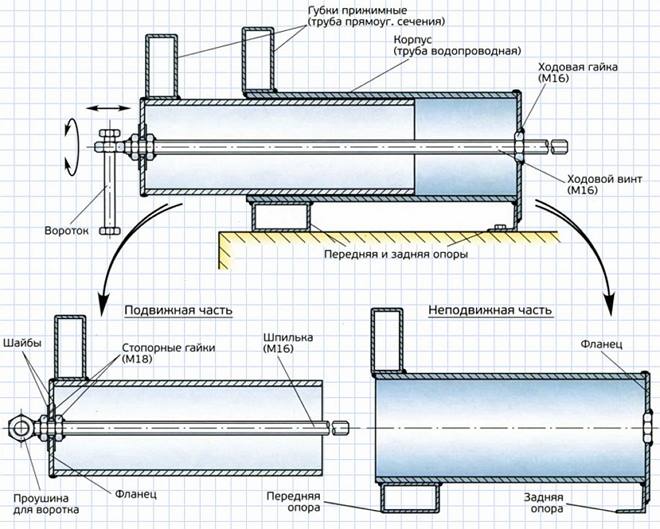
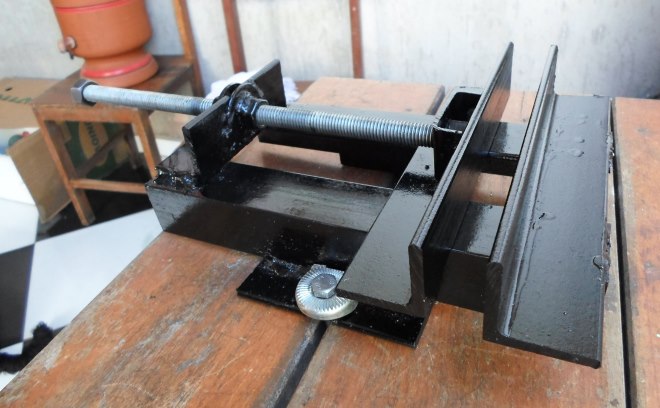
Чертеж самодельных тисков. Ниже два фото с готовым изделием
Конструктивными элементами, из которых будут состоять самодельные тиски, являются:
- отрезок металлической трубы, который будет выступать в роли внутренней подвижной части приспособления;
- отрезок металлической трубы следующего типоразмера, который будет служить внешней неподвижной частью;
- ходовая гайка с диаметром резьбы М16;
- ходовой винт с диаметром резьбы М16;
- вороток, за счет которого ходовому винту будет сообщаться вращение;
- передняя и задняя опоры, за счет которых неподвижная труба будет фиксироваться на основании;
- отрезки трубы прямоугольного профиля (будущие зажимные губки тисков);
- две стопорные гайки с диаметрами резьбы М16 и М18.

Две основные части тисков (подвижная и неподвижная)
Изготавливать такие тиски своими руками начинают с того, что к торцу отрезка трубы большего диаметра, которая будет выступать в роли неподвижного элемента, приваривают фланец. В центральное отверстие фланца должна быть вварена гайка с резьбой М16. К торцу отрезка подвижной трубы меньшего диаметра также приваривается фланец с центральным отверстием, в которое будет пропущен ходовой винт.
На некотором расстоянии от края ходового винта к нему приваривается гайка М18 (она станет фиксирующим элементом). После этого конец ходового винта, к которому приварена гайка, необходимо пропустить через внутреннюю часть подвижной трубы и вставить его в отверстие во фланце. При этом гайка должна прижаться к фланцу с его внутренней стороны.

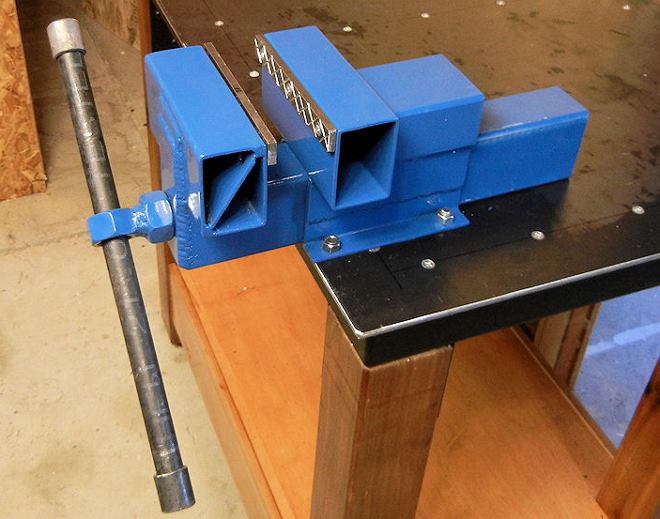
Тиски в сборе (на фото в них зажат молоток)
На конец ходового винта, выступивший с наружной стороны фланца, надевается шайба и навинчивается гайка М16, которая затем приваривается к винту. Между внутренней гайкой и поверхностью фланца также должна быть установлена шайба, что необходимо для уменьшения силы трения. Чтобы правильно выполнить этот этап изготовления самодельных тисков, лучше ориентироваться на соответствующее видео.
После того как подвижный узел тисков собран, следует вставить его в неподвижную трубу большего диаметра и вкрутить второй конец ходового винта в гайку второго фланца. Чтобы соединить ходовой винт с воротком, к его концу, выступающему со стороны подвижной трубы, можно приварить гайку или шайбу, в отверстия которых и будет пропущен вороток.
Зажимные губки таких тисков можно сделать из отрезков прямоугольных труб, которые привариваются к подвижной и неподвижной частям. Чтобы придать конструкции устойчивость, к нижней части неподвижной трубы привариваются две опоры, в качестве которых могут быть использованы уголки или прямоугольные трубы.
Внутренняя труба в процессе вращения ходового винта также может вращаться, что делает использование таких тисков очень неудобным. Чтобы этого не происходило, в верхней части неподвижной трубы можно сделать продольную прорезь, а в подвижную трубу вкрутить винт-фиксатор, который будет перемещаться по этой прорези и предотвращать вращение подвижной части.
На многих фото самодельных тисков подобной конструкции представлены устройства, подвижная и неподвижная части которых изготовлены из труб квадратного или прямоугольного профиля. Использование таких труб также позволяет избежать вращения подвижной части тисков.
Тиски описанной конструкции, автором которой является В. Легостаев, относятся к надежным и эффективным зажимным приспособлениям, простым в обслуживании и ремонте, что делает их очень популярными у домашних мастеров.
Если не планируется сильно нагружать тиски, то вполне можно изготовить их из дерева по несложной схеме
Как самостоятельно сделать столярные тиски
Практически любому домашнему мастеру приходится иметь дело с обработкой деревянных изделий. Необходимость в такой обработке может быть связана как с изготовлением различных деревянных конструкций, так и с ремонтом уже имеющихся. Выполнять эту работу, используя подручные приспособления с металлическими зажимными элементами, не только неудобно, но и чревато повреждением поверхности деревянной детали, появлением на ней вмятин и трещин. Именно поэтому для деревянных изделий лучше всего использовать столярные тиски. Сделать их своими руками тоже несложно.
Самодельные тиски с деревянными направляющими
Как и в случае со слесарными тисками, найти в интернете чертежи, фото и даже видео изготовления таких приспособлений не составит особого труда.
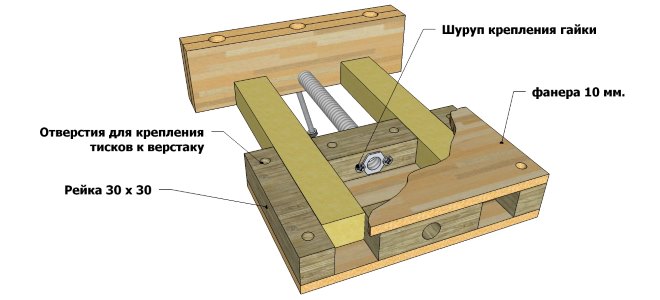
Простейшая конструкция самодельных столярных тисков состоит из следующих элементов:
- корпуса из массивного деревянного бруска, который также служит неподвижной зажимной губкой;
- подвижной губки из деревянного бруска;
- цилиндрических направляющих из металла, по которым будет перемещаться подвижная губка;
- ходового винта, обеспечивающего перемещение подвижной губки;
- воротка, посредством которого ходовому винту сообщается вращение.

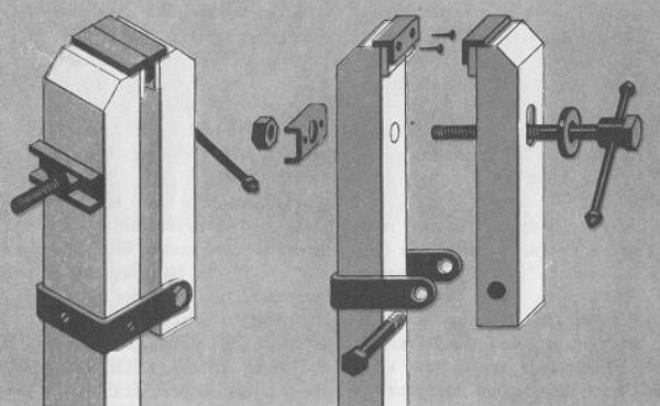
Устройство столярных тисков
Корпус таких тисков, на котором фиксируются металлические направляющие, крепится на поверхности верстака при помощи длинных шурупов или болтов. И в корпусе, и в подвижной губке зажимного приспособления необходимо сделать три отверстия – для направляющих и ходового винта. Сверлить такие отверстия лучше всего одновременно в обоих брусках, чтобы они были расположены точно относительно друг друга.

Закрепление тисков снизу верстака
После того как направляющие будут зафиксированы в корпусе, на них надевается подвижная зажимная губка. Затем в центральное отверстие обоих брусков вставляется винт, на который с обратной части корпуса навинчивается гайка. На второй конец винта, который выступает за переднюю поверхность подвижной губки, необходимо также навернуть и приварить гайку. Чтобы закрепить на переднем конце ходового винта вороток, в винте просверливается отверстие соответствующего диаметра (или к нему приваривается гайка).

На фото показан принцип сборки таких тисков
Действуют такие тиски следующим образом: вращаясь, ходовой винт вкручивается в гайку, зафиксированную на обратной части опоры, тем самым притягивая к ней подвижную зажимную губку.

Тиски закреплены на верстаке и готовы к работе
Таким образом, изготовление слесарных и столярных тисков для домашней мастерской не требует ни специальных навыков, ни поиска труднодоступных комплектующих.
Тиски для слесарных работ: сделай сам
При слесарных и столярных работах мастеру-самодельщику не обойтись без мощных тисков. Большие и новые тиски стоят дорого. Выход — или искать б/у тиски на вторичном рынке, или засучить рукава и, при наличии сварочного аппарата и УШМ, сделать недорогие тиски своими руками. Рассмотрим пример пользователя портала с ником Korkus и расскажем:
- Как самому сделать слесарные тиски из металла.
- Какие детали нужны для изготовления самодельных тисков.
- Какие инструменты потребуются.
Тиски для слесарки своими руками: пошаговая инструкция
В интернете можно найти много вариантов самодельных тисков, сделанных своими руками. Я тоже решил сделать слесарные тиски из имеющегося у меня металла, чтобы не покупать заводские. И вот, что из этого получилось.
Для изготовления самодельных тисков нужны детали:
- Основание тисков – металлическая пластина толщиной 4 мм;
- Направляющая призма – профильная труба сечением 5х5 см, толщина стенки 4 мм;
- Основа губок – уголок с полкой 7.5 см, толщина стенки 8 мм;
- Ходовой винт – шпилька диаметром 20 мм;
- Также потребовались – металлическая полоса шириной 5 см и толщиной 1 см, усиленная гайка для шпильки и уголок с полкой 60 мм и толщиной стенки 5 мм.

Работы по изготовлению слесарных тисков разбили на ряд этапов:
1. Основание под тиски Korkus сварил из двух металлических пластин размером 20х16 см.
Затем места сварки зачистили.

2. По центру основания пользователь провёл линию для разметки места под ходовой винт – шпильку. Гайка под ходовой винт приварена к проставке толщиной 10 мм.

3. Направляющая тисков сделана из квадратной профильной трубы, в которой болгаркой сделан продольный паз шириной чуть больше, чем приваренная подставка с гайкой.
4. Для крепления направляющей использован 60-й уголок (2 шт.) длиной 20 см.
Уголки обхватывают профильную трубу, а сверху к ним приваривается крышка из полосы толщиной 1 см и шириной 5 см. Получается короб.

Чтобы профильная труба свободно двигалась в коробе и получился зазор, использованы проставки – 2 полотна от пилы по металлу.
Т.к. щель между пластиной и уголками получилась достаточно большой, то, после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину изнутри.

5. Основание губок слесарных тисков сделаны из прочного уголка с полкой 75 мм и стенкой 8 мм.

Губки тисков изготовлены из полосы толщиной 1 см.
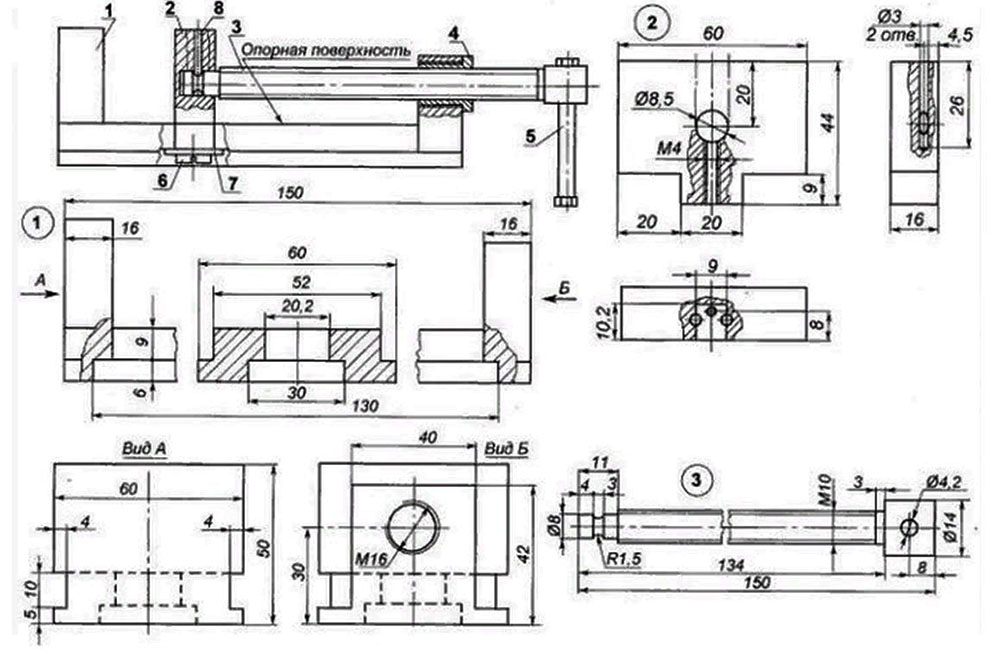
В уголках и губках просверлены сквозные отверстия диаметром 4.2 мм.

Затем в уголках пользователь нарезал резьбу М5, а в губках рассверлил отверстия сверлом 5,1 мм и раззенковал отверстия под потай.

В губки вкручены болтики, а с обратной стороны прикручены гайки, которые потом обварили.

Чертёж губок для слесарных тисков.

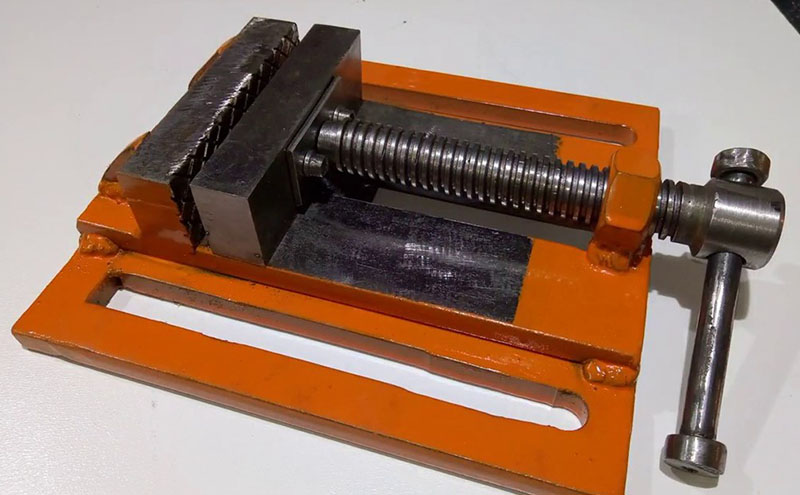
6. С торца профильной трубы приварены два уголка.

Губки усилены треугольными ребрами жесткости и заварены пластиной металла толщиной 4 мм.
Тиски: делаем самостоятельно – варианты и разновидности, схемы, реализация

На просторах рунета можно встретить утверждения вроде: «Настоящий мастер делает тиски только самостоятельно». Что скажет по этому поводу настоящий мастер, представить нетрудно. Он-то, любитель или живущий своим трудом, профи прекрасно знает, какой инструмент и оборудование лучше купить и что из него стоит сделать самому. Однако бывают случаи, когда изготовить и тиски своими руками имеет смысл. Напр., для дачи (покупные там зиму зря простаивают, и спереть их могут), при работе на выезде и/или при случае (приехал в гости к родственникам, попросили помочь, а они совсем не мастеровые). К сожалению, при теперешнем положении с инструментом появляется также обстоятельство, заставляющее задуматься: а не сделать ли тиски все-таки самому?
Чугун и сталь
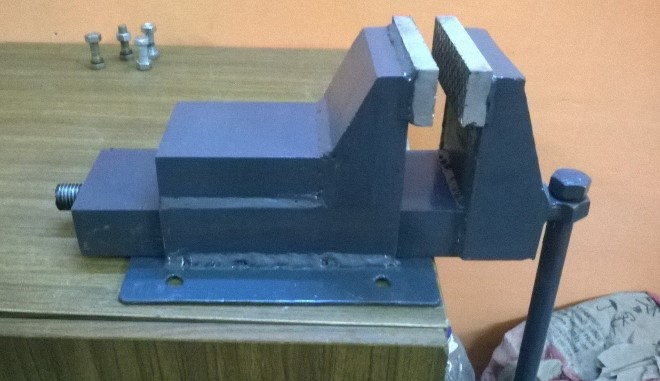
Детали станины и зажима слесарных тисков положено делать из конструкционного чугуна – он очень плохо ржавеет, тверд и вязок, имеет малый ТКР (коэффициент температурного расширения), но главное – практически не подвержен усталости металла. Чугунные тиски служат не десятилетия – столетия. Поскольку «прочность всей цепи определяется ее самым слабым звеном», губки тисков и пара ходовой винт – гайка изготавливаются из инструментальной стали различных марок. Простая конструкционная слишком пластична, ее сильно ведет при сварке, и она легко ржавеет. Поэтому оставлять самодельные тиски вроде тех, что на рис. ниже, зимовать на даче не рекомендуется – за зиму могут прийти в полную негодность.

Самодельные слесарные тиски
Но суть проблемы не в этом. А в том, что сейчас у купленных по приемлемой цене тисков лапы губок часто ломаются уже при первом зажиме; в лучшем случае при регулярном пользовании тиски прослужат полгода-год. При осмотре излома оказывается, что сделаны они из простого серого чугуна. Не ломаются лапы, так изнашивается ходовая пара – резьба там обычная треугольного профиля (см. далее), да и сталь, похоже, не лучше Ст44. А цены на сертифицированные тиски с полной спецификацией и гарантией… не будем о грустном, вспомним лучше что-то хорошее из прошлого. Как следствие, встает вопрос: а не стоит ли сделать тиски самостоятельно в домашних условиях? Не говоря уже о случае, когда зажать заготовку надо, а хоть каких-то тисков в пределах досягаемости нет. Не лучше окажутся, так хоть дешевле обойдутся. Или даром, если в хламе найдутся подходящие обрезки маталлопрофиля, см. напр., сюжет:
Видео: самодельные тиски за полдня из металлолома
Первобытные из чурбака
Большинство операций по обработке материалов требуют закрепления заготовки, а собственные руки-ноги для этого отнюдь не самое подходящее приспособление. Поэтому начнем с тисков из деревянного чурбака. Для их изготовления понадобится 4+ гвоздя сотки или 150-200 мм и топор. Продольная пила также не помешает, если есть. Вид такого приспособления у современного человека вызовет то ли смех, то ли ужас, но пращуры каменного века пролили бы над ним слезу умиления – тиски из чурбака достаточно надежно держат заготовки неправильной форм почти что из любого материала.
Как сделать тиски из деревянного чурбака, показано на рис.:

Как сделать простейшие тиски из деревянного чурбака
Кусок бревна/полена из хорошей прямослойной древесины раскалывается (распиливается) как показано слева на рис; кривоватый скол можно грубо подтесать на плоскость. Неподвижная губка и упорная пятка крепятся к «станине» гвоздями; древние крепили их острыми щепками твердого дерева. Гвозди вбиваются наискось, чтобы усилие зажима их более тянуло, чем гнуло.
Подвижная губка свободно скользит по станине. Прижим – клиновый; клином может быть подтесанный на конце сук или пара их. Некоторая сноровка требуется, чтобы правильно подтесать клин(ья): слишком острый опрокинет подвижную губку на обрабатываемую деталь, а слишком тупой выдавит ее (губку) вверх. Но зажатая заготовка за счет упругости и вязкости дерева держится вполне надежно. Так надежно, что для освобождения заготовки приходится выбивать клин.
Примечание: длинномерные заготовки можно фиксировать парой или более таких же тисков.
Чего ждать от самодельщины
Описанное приспособление, конечно, временное – все его детали довольно быстро размочаливаются, даже если дерево жмет дерево. Поэтому займемся вначале вопросом: какие самодельные тиски стоит изготавливать?
Зажимных приспособлений самого разного рода в технике используется неисчислимое множество; патенты на них насчитываются тысячами и десятками тысяч. Самостоятельно имеет смысл делать тиски, во-первых, наиболее употребительные. Во-вторых, не требующие для изготовления специальных материалов, производственного оборудования и сложных технологий.
Обычные слесарные тиски (поз. 1 на рис.) придется делать неповоротными. В противном случае придется искать либо готовую пару шейка-юбка (см. далее), которую к тому же может увести при сборке сваркой, либо возможности воспользоваться шейпинговым станком (попросту – шейпингом). Которых на ходу осталось очень мало, трудо- и энергоемкую шейпинговую обработку все более вытесняют точные литье, штамповка и роботы.

Примечание: в шейпинговом станке заготовка зажата неподвижно, а резец, вращаясь, перемещается по продольной и поперечной осям. В токарно-винторезном и карусельном станках заготовка зажата во вращающемся шпинделе (на столе-карусели в карусельном) и резец перемещается в продольной-поперечной (в токарном) или в вертикальной-поперечной плоскостях. Вам не приходило в голову задуматься – как обточены фланцы/шейки кривых литых труб, корпусов центробежных насосов-«улиток» и т.п. деталей сложной конфигурации? На шейпинге.
Переставные (мобильные) мини-тиски, поз. 2, вроде бы проще, но для их изготовления необходимы особо качественные и, соотв., трудно обрабатываемые материалы. Дело в том, что усилие прижима ручных тисков определяется мускульной силой работника. А поперечное сечение деталей тисков с уменьшением их размеров падает по квадратичному закону, т.е. быстро. Лапы чаще всего обламываются как раз у мини-тисков. Однако расширить их функциональные возможности своими силами как раз несложно, см. далее.
Обычные столярные тиски, поз. 3, входят в состав столярного верстака и без него неработоспособны. Но далее мы рассмотрим, как изготовить тиски Моксона для работы по дереву, превращающие любой рабочий стол (в т.ч. хоть письменный) в практически полноценный столярный верстак.
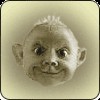
Вот что действительно стоит сделать самостоятельно домашнему мастеру, так это однокоординатные станочные тиски (простой неповоротный стол) к сверлильному станку, поз. 4. Они же могут использоваться самостоятельно (отдельно от станка) для самых разнообразных работ. Материал для станочных станков годится обычный имеющийся в широкой продаже; работы по изготовлению станочных тисков, не уступающих фирменным, требуется буквально всего ничего.
Ювелирные тиски ручные (поз. 5) и настольные (поз. 6) – удобнейшие штуки для мелких точных работ. Но увы – для их изготовления нужны спецматериалы и оборудование, которое есть на всяком машиностроительном заводе общего профиля. В домашних условиях можно сделать неплохие заменители тисков-«лягушек», поз. 7, которые, кстати, часто входят в комплект настольных ювелирных тисков, поз. 8.
А вот с угловыми тисками (поз. 9) для зажима деталей, соединяемых под углом, дело, как говорится, глухо. Сделать их подобие своими руками возможно (поз. 10), но, во-первых, оказывается, что обеспечить зажим уже под фиксированным углом точно 90 градусов очень сложно, а если удалось, то угол потом быстро «плывет». О самодельных угловых тисках с регулируемым углом зажима и говорить не стоит. То же касается 2-3 координатных ручных станочных тисков (поз. 11-14) и, напр., приспособлений для вязания рыболовных мушек (поз. 15), которые уже не тиски, а узко специализированный станок.
Слесарные
Устройство ручных слесарных тисков показано на рис. Фасонная гайка винта неподвижно закреплена в туннеле станины; в него же входит хвостовик зажима, называемый ползуном. Сечения туннеля и ползуна также фасонные (сложной конфигурации) и соответствуют друг другу.

Устройство ручных слесарных тисков
Как уже сказано, от поворота тисков в горизонтальной плоскости придется отказаться: на опорной плите для этого нужно проточить шейку, а на поду станины – юбку. Сверхточности для этого не нужно, но требуется специальное оборудование, см. выше.
Вторая проблема – лапы с губками. Лапы должны быть очень жесткими, чтобы не поддавались реакции зажимаемой детали, и в то же время вязкими, чтобы не сломались. Поэтому самый дешевый материал лап хороших тисков вместе с прижимом и станиной – конструкционный чугун, но он плохо обрабатывается, и прижим со станиной выполняются литыми. Дома вагранку или электропечь на 1700-1800 градусов не поставишь, так что о литье черных металлов забываем.
Однако чугун еще и очень твердый, довольно хрупок и поэтому лапы без губок могут или попортить деталь, или сами об нее выкрошиться. Губки из твердой износостойкой и в то же время очень упругой спецстали решают проблему. Из нее же можно было бы изготовить все тиски, но цена их тогда… Вам не попадались настольные тисочки по цене при. $1 за тоже 1 мм ширины губок? Вот это и есть цельностальные, а нам нужно думать, как бы сделать станину и прижим тисков, пригодных хотя бы для эпизодического использования, из обычной конструкционной стали.
Ходовая пара

Фиксация ходового винта тисков в ползуне
Но вот с чем возникают проблемы, кажущиеся непреодолимыми, так это с ходовой парой тисков. Кажется, ничего сложного: винт с гайкой или резьбовое отверстие в станине. В шейке винта проточена канавка; ее вроде бы можно выбрать надфилем, зажав винт, обернутый за резьбу тонким алюминием, в патрон сверлильного станка или закрепленной на столе дрели. В прижиме (или в ползуне сборных из отдельных деталей тисков) винт фиксируется вильчатым захватом, см. рис. справа.
Вся штука в том, что всем этим деталям приходится принимать на себя огромные рабочие нагрузки. Если налечь на вороток с силой ок. 20 кгс (ерунда для взрослого нормального мужика), то на резьбу с шейкой винта и ответные детали придется более 120-130 кгс/кв. мм. Итого, чтобы тиски очень быстро не износились, винт, гайку и вильчатый захват нужно делать из стали с пределом текучести более 150 кгс/кв. мм; у обычной конструкционной он менее 100. А обычная метрическая резьба треугольного профиля быстро сомнется или слижется.
Чертежи ходового винта слесарных тисков с шириной губок до 180 мм даны на рис.:

Чертежи ходового винта слесарных тисков
Один критический пункт тут обойден: вместо проточки на шейке здесь пара втулок из обычной стали. В таком случае и вильчатый захват можно сделать из нее же. Детали фиксатора винта придется периодически менять, но это еще куда ни шло. А вот как нарезать трапецеидальную резьбу D20? Искать ходовую пару от старых тисков? Так в них с 99,0% вероятностью изношен именно «ход», а чугунные станина, прижим и плита еще вполне пригодны к эксплуатации.
Не все так плохо
Ходовой винт и гайку к нему для нерегулярно используемых тисков с шириной губок до 150 мм можно найти почти в любом хозяйственном, инструментальном или строительном магазине либо на железном базаре. Новые, муха не сидела. Откуда? Из крепежных узлов, рассчитанных на нагрузку не менее 450-460 кгс. Узлы это очень ответственные, и сталь на них идет как раз подходящая, даже лучше – ходовая пара тисков, на которых работают не интенсивно, будет достаточно долговечной и с обычной метрической резьбой.
Дешевле всего обойдется анкер-кольцо для подвески к потолку и стенам тяжелых люстр или многофункциональных тренажеров, вверху на рис. ниже. Проследите только, чтобы винт был или литой, или на нем стык кольца и шейки проварен (показано красной стрелкой). Анкер-кольца выпускаются до М22 длиной до 450 мм – делай тиски, какие хочешь. Анкер-кольцо М12х150 держит нагрузку 480 кгс, а М16х220 для 150-мм тисков подойдет еще и с запасом.

Крепежные узлы, из которых можно сделать ходовую пару самодельных тисков
Второй вариант «класса муха не сидела» обойдется дороже, но, возможно, и по цене металлолома – если сломан. Это – талреп крюк-кольцо, внизу на рис. В дело идет, разумеется, кольцевая часть (показана зеленой стрелкой). Преимущество – у вас сразу появится и отличная износостойкая гайка. Недостаток – меньшая длина и, соотв., ход губок тисков: у винтов талрепа на 200 длины резьбовых частей чуть более 100 мм.
Примечание: некоторые недостатки того и другого – вороток тисков придется каждый раз долго крутить, т.к. шаг стандартной метрической резьбы прим. втрое меньше специальной трапецеидальной. С ходовую пару нужно будет периодически смазывать тавотом или др. консистентной смазкой – «сухие» тиски с такой ходовой парой туго крутятся, но плохо жмут.
Губки
Как устроены хорошо известные читателям рунета слесарные тиски, показано на рис. ниже. Там, правда, ошибочка – стопорные гайки нужны тоже М16. Задняя из них по ходу винта навинчивается первой и подваривается к шпильке. Затем шпилька с надетой задней шайбой вставляется в прижим, он же в данном случе и ползун («подвижная часть» на рис.); надевается передняя шайба, навинчивается и подваривается передняя гайка М16, и приваривается проушина для воротка; вот это уже гайка М18. Станина («подвижная часть») – квадратная профтруба 120х120х4; ползун – тоже квадратная профтруба 100х100х3.

Устройство самодельных слесарных тисков из профтрубы.
Пока все хорошо, но губки – тоже из профтрубы. Их рабочие поверхности гладкие, а нужны рифленые, но это полбеды. А беда – уже от небольшого прижима губки необратимо разойдутся (добавлено на рис.). Укосины внутри или снаружи не помогут – сам металл неподходящий. Читатель, возможно, уже догадался – раз проблема описывается, выход есть. Даже два, см. ниже и след. раздел.
Примечание: достоинство слесарных тисков из отрезков профтруб – дешевизна. Подходящие куски наверняка найдутся в любой куче металлолома, см. напр. видео ниже:
Видео: самодельные тиски из обрезков труб
Первый – тоже из рунета: лапы и губки из хвостовиков токарных резцов по металлу. На лапы – резцы потолще; на губки – поменьше. Но это, в общем-то, не выход. Инструментальная сталь обрабатывается очень трудно. Практически все, что с ней можно сделать в домашней мастерской это отпилить хвостовики болгаркой, приварить к лапам губки и все вместе к станине и прижиму. Инструментальную сталь от сварки почти не ведет. Но и варится она тоже плохо: готовые лапы с губками, приваривая их к профтрубам, придется греть так, что недопустимо поведет станину/прижим. И времена сейчас не те, когда изношенных резцов можно было набрать на заводской свалке, а бракованных купить за копейки в магазине «Юный техник». С распространением в мире электродуговой плавки металлов инструментальная сталь стала ценным вторичным сырьем и на предприятиях выработавшиеся токарные резцы учитываются поштучно. Поэтому переходим к второму выходу.
Станочные
Как сказано выше, выгоднее всего делать своими руками станочные тиски. Они намного упрощают сверловочные работы, а материал для станочных тисков годится практически любой из имеющихся в наличии: от швеллера, см. ролик:
Видео: простые тиски из швеллера
до фанеры, см. сюжет:
Видео: столярные тиски из фанеры для сверлильного станка
Тиски своими руками: изготовление разных вариантов

Тиски являются одним из важнейших приспособлений для облегчения труда любого мастера хоть при обработке металла, хоть при работе с деревом. Зажав деталь в тисках, мастер освобождает свои руки для инструмента. К тому же, тисками можно крепче удерживать деталь, чем вручную. Более того, повышается точность изготовления.
Тиски бывают разные – общего назначения (универсальные) и специализированные (для определённых работ).

Основные элементы тисков для домашней мастерской
Тиски состоят из нескольких деталей. Основными элементами являются губки – подвижная и неподвижная, между которыми и зажимается обрабатываемая деталь. Неподвижная губка выполнена как одно целое с основанием. В подвижной губке закреплена гайка, сквозь которую проходит мощный ходовой винт. На одном конце винта установлена рукоятка, за которую его вращают, другой конец свободно вращается в неподвижной губке. При вращении за рукоятку подвижная губка перемещается в сторону неподвижной.
Основание может быть выполнено из двух деталей. Нижняя крепится наглухо к рабочему столу (верстаку), на верхней собран весь механизм тисков. Некоторые модели могут поворачиваться вокруг вертикальной оси.

Тиски слесарные своими руками
Тиски заводского изготовления можно купить в инструментальном магазине. Но за них нужно заплатить немалые деньги. К тому же, у настоящего мастера всегда к инструменту и приспособлениям есть набор индивидуальных требований. Вот поэтому многие умельцы делают тиски своими руками. Но для выполнения такой работы надо многое уметь: делать грамотные чертежи, быть хорошим слесарем и сварщиком, работать на токарных, фрезерных и сверлильных станках. Зато и тиски можно сделать уникальные, каких ни у кого нет.
Материалы и инструменты
Отличительный признак всех самоделок от фирменных изделий в том, что они сделаны из того материала, который был доступен. И конструкция разрабатывается с учётом имеющихся старых деталей. И всё-таки, слесарные тиски должны быть очень прочными, поэтому они делаются из металла. Конечно, чугунную отливку в домашних условиях сделать нереально, но сварить конструкцию из нескольких подходящих железок можно. Поэтому в дело пойдут обрезки уголка примерно 50 номера, кусок швеллера 60 номера, стальной лист толщиной 4 – 6 мм, болты М6, М8 с гайками и шайбами, длинный болт диаметром 12 – 14 мм с крупной резьбой с гайками, кусок арматуры диаметром примерно 10 мм. В качестве ходового винта лучше всего использовать таковой от старых поломанных тисков.
Из инструментов потребуется молоток, ножовка по металлу, доступ к сверлильному станку и сварочному аппарату, измерительный инструмент. И, конечно, чужие слесарные тиски.
Чертежи
После того, как сформировался примерный образ будущего изделия, необходимо вычертить комплект чертежей – эскиз общего вида, сборочный чертёж, чертежи всех деталей. Иначе собрать окончательное изделие не получится.
Вариант чертежа слесарных тисков
ФОТО: usamodelkina.ru
Инструкция по изготовлению
Изготовление тисков ведётся поэтапно. Сначала по чертежам изготавливаются все детали. В торце подвижной части закрепляется конструкция с гнездом для вращающегося ходового винта. Ходовая гайка может быть закреплена на неподвижной части тисков. Ходовой винт при вращении за рукоятку ввинчивается в гайку, перемещается сам и перемещает подвижную губку.
Тиски своими руками для сверлильного станка
Тиски для сверлильного станка отличаются от обычных слесарных тисков своей общей высотой. Они значительно ниже.
Материалы и инструменты
Материалы и инструменты используются такие же, как и в предыдущем случае.
Чертежи
Чертежи отличаются только в части выбранной конструкции и размерами деталей.
Инструкция по изготовлению
Технология изготовления определяется тем, что идёт работа с металлом. Конкретные детали изготавливаются по конкретным чертежам. Между вариантами разных моделей тисков принципиальное отличие может быть лишь в том, где устанавливается ходовая гайка – на подвижной или неподвижной части. Этим определяется способ закрепления ходового винта. И ещё нюанс, тиски для сверлильного станка обычно свободно перемещаются по рабочему столу.
Тиски для сверлильного станка
ФОТО: usamodelkina.ru
Столярные тиски для верстака
Для столярных и плотницких работ вполне подойдут деревянные тиски. Им придётся воспринимать значительно меньшие нагрузки, чем при работе с металлом.
Материалы и инструменты
В качестве исходных заготовок можно взять три бруска сечением от 40×40 мм² до 60×60 мм² и длиной 250 – 300 мм. Размеры определяются из требований к величине будущих деталей. Ещё нужен ходовой винт с гайками, подойдёт покупная шпилька с резьбой М10 – М12. Для основания можно использовать лист фанеры толщиной 10 – 12 мм и размером 300×500 мм. В качестве крепежа потребуются саморезы диаметром 6 мм и длиной не менее 40 мм.
Инструменты обычные столярные и плотницкие: ножовка по дереву, рубанок, дрель.
Чертежи
Конструкция видна из фотографии.

Деревянные тиски для верстака
ФОТО: youtube.com
Инструкция по изготовлению
Брусок с гайкой ходового винта привинчивается наглухо к основанию саморезами. Неподвижная губка может переставляться по основанию в разные положения, в зависимости от размера обрабатываемой детали, и закрепляться болтами с гайками. Упорный конец ходового винта крепится к подвижной губке с помощью накладки от старого офисного кресла на колёсиках.





